Potrebbero piacerti anche
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108Da EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Nessuna valutazione finora
- Expo DiseñoDocumento34 pagineExpo DiseñoLinda de la RansNessuna valutazione finora
- Falla FatigaDocumento9 pagineFalla FatigaHector Jose Torres MonteroNessuna valutazione finora
- Cálculo de Fuerzas en Los Rodamientos y Puntos Críticos de Cada EjeDocumento36 pagineCálculo de Fuerzas en Los Rodamientos y Puntos Críticos de Cada EjeJuan Sebastian Gamboa TorresNessuna valutazione finora
- Elec Sem14Documento2 pagineElec Sem14LUFAGU PRONessuna valutazione finora
- Balanceo Dinámico en Uno y Dos PlanosDocumento6 pagineBalanceo Dinámico en Uno y Dos PlanosJose JesusNessuna valutazione finora
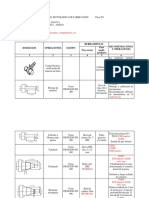
- CARTA TECNOLÓGICA EjemploDocumento4 pagineCARTA TECNOLÓGICA EjemploLAURA GABRIELA MUNEVAR BARRERANessuna valutazione finora
- Euler TurbobombasDocumento4 pagineEuler TurbobombasDeivis Rojas HerreraNessuna valutazione finora
- Defectos CristalinosDocumento7 pagineDefectos CristalinosFernando GustavoNessuna valutazione finora
- Normativa Sobre VibracionesDocumento2 pagineNormativa Sobre VibracionesGilberto PérezNessuna valutazione finora
- Compresor Dinamico AxialDocumento40 pagineCompresor Dinamico AxialJorge raphael Cruz alejandroNessuna valutazione finora
- Criterios para Selección Del MotorDocumento2 pagineCriterios para Selección Del MotorGerman Doza RamirezNessuna valutazione finora
- Ajustes y ToleranciasDocumento45 pagineAjustes y ToleranciasDiana Wagner WinterNessuna valutazione finora
- Báscula Dosificadora de Rotor DRW 3.10Documento40 pagineBáscula Dosificadora de Rotor DRW 3.10Miguel CasillasNessuna valutazione finora
- Conceptos de Instrumentación y Control-InfografiaDocumento1 paginaConceptos de Instrumentación y Control-InfografiaDaniela A.ANessuna valutazione finora
- 03 Cadenas - Ejercicio ResueltoDocumento14 pagine03 Cadenas - Ejercicio ResueltoRodrigo MamaniNessuna valutazione finora
- Diseño de Ejes, Cambios de SeccionDocumento3 pagineDiseño de Ejes, Cambios de SeccionRodrigo VelásteguiNessuna valutazione finora
- Tarea 9. Segundo Parcial. 4AM3Documento4 pagineTarea 9. Segundo Parcial. 4AM3Kike HoyosNessuna valutazione finora
- Distribución ExponencialDocumento3 pagineDistribución ExponencialWagner RamirezNessuna valutazione finora
- Diseño IDocumento6 pagineDiseño IFabricio Gonzales MalcaNessuna valutazione finora
- II Marco TeoricoDocumento13 pagineII Marco TeoricoJose Gonzales BarnesNessuna valutazione finora
- VibraTips #2Documento1 paginaVibraTips #2Harold AlconzNessuna valutazione finora
- Torbellino de AceiteDocumento4 pagineTorbellino de AceitecielorodriguezNessuna valutazione finora
- Guía de Selección de Puntos de Medición de Vibraciones - PruftechnikDocumento3 pagineGuía de Selección de Puntos de Medición de Vibraciones - PruftechnikAdrian Rodrigo Jofre AlvarezNessuna valutazione finora
- Potencia y Tamaño Del EjeDocumento2 paginePotencia y Tamaño Del EjeDavidHaeggNessuna valutazione finora
- Amef TurbinaDocumento2 pagineAmef TurbinaDaniel López100% (1)
- Cuchilla 1-Análisis Estático 2-1Documento12 pagineCuchilla 1-Análisis Estático 2-1rcarlos_810803Nessuna valutazione finora
- Ficha - Aceros para Elementos de MaquinasDocumento8 pagineFicha - Aceros para Elementos de Maquinasemersonmc7Nessuna valutazione finora
- Practica #8 VBMDocumento4 paginePractica #8 VBMricardo1594Nessuna valutazione finora
- Diseño y Construcción de Una Máquina para Ensayos de Fatiga de Muestras Planas Por Flexión AlternativaDocumento119 pagineDiseño y Construcción de Una Máquina para Ensayos de Fatiga de Muestras Planas Por Flexión AlternativaLuis Enrique FernandezNessuna valutazione finora
- Laboratorio 3 Analisis de Vibraciones. RFDocumento33 pagineLaboratorio 3 Analisis de Vibraciones. RFVladimirMarcialGutierrezMendozaNessuna valutazione finora
- Cap09 02Documento11 pagineCap09 02Amistad CambioNessuna valutazione finora
- Ensayo de Tren de EngranajesDocumento120 pagineEnsayo de Tren de EngranajesFernandoFerLopezGtzNessuna valutazione finora
- Vibraciones MecanicasDocumento5 pagineVibraciones MecanicasErnesto LariosNessuna valutazione finora
- BOMBAS CENTRIFUGAS ResumenDocumento2 pagineBOMBAS CENTRIFUGAS ResumenNathy SilvanaNessuna valutazione finora
- Tablas Cap 8 ShigleyDocumento23 pagineTablas Cap 8 ShigleyJOSIAS JAVIER GUARDADO ALASNessuna valutazione finora
- Problemas Cap 14 DiseñoDocumento10 pagineProblemas Cap 14 DiseñoMaria De Los Angeles CorralesNessuna valutazione finora
- Métodos de FijaciónDocumento6 pagineMétodos de FijaciónIVANNessuna valutazione finora
- Analisis de RodamientosDocumento162 pagineAnalisis de RodamientosLuis Antony Montenegro Mejia100% (1)
- Resonancia MecánicaDocumento4 pagineResonancia MecánicaLenin ChoezNessuna valutazione finora
- 2 Montaje y Desmontaje de Rodamientos.Documento31 pagine2 Montaje y Desmontaje de Rodamientos.Alexis VilcapeNessuna valutazione finora
- 6 BrochadoDocumento25 pagine6 BrochadoLeonardo MartinettoNessuna valutazione finora
- Semana 3 SEADocumento39 pagineSemana 3 SEAtonnyNessuna valutazione finora
- Parámetros Termoquímicos de Los CombustiblesDocumento22 pagineParámetros Termoquímicos de Los Combustiblesjandir del carpioNessuna valutazione finora
- Enunciado Caso Práctico - M1T3 - Diseño de Tuberías de Plantas Industriales IDocumento6 pagineEnunciado Caso Práctico - M1T3 - Diseño de Tuberías de Plantas Industriales IAnny Carolina Correa RamírezNessuna valutazione finora
- Que Es Unidad WGDocumento1 paginaQue Es Unidad WGAlonsoChávezGonzálezNessuna valutazione finora
- Problema Seleccion PerfilDocumento3 pagineProblema Seleccion PerfilyackelynNessuna valutazione finora
- Materiales de Engranes de Dientes RectosDocumento7 pagineMateriales de Engranes de Dientes RectosMarco V. ModumbaNessuna valutazione finora
- Información Sobre LubricantesDocumento9 pagineInformación Sobre LubricantesJesus UzcateguiNessuna valutazione finora
- Diseño de FlechasDocumento82 pagineDiseño de FlechasTAYRON IVAN MORA AGUILARNessuna valutazione finora
- Ensayo Velocidad CriticaDocumento4 pagineEnsayo Velocidad CriticaSamuelIvanBonillaGraciaNessuna valutazione finora
- Tif Molino de BolasDocumento8 pagineTif Molino de BolasJhonathan Leo Uchamaco NoaNessuna valutazione finora
- Tolerancias Normalizadas IsoDocumento9 pagineTolerancias Normalizadas IsoJesus Lopez MoscosoNessuna valutazione finora
- Balanceo y Alineación de Máquinas.Documento26 pagineBalanceo y Alineación de Máquinas.Jose Ignacio Vera GutierrezNessuna valutazione finora
- Apunte de RodamientosDocumento38 pagineApunte de RodamientosClaudio Andrés Mercado CubillosNessuna valutazione finora
- Trabajo Lubricacion en Cojinetes Lisos y Con Rodamientos.Documento66 pagineTrabajo Lubricacion en Cojinetes Lisos y Con Rodamientos.Italo Vilches Donoso100% (1)
- Actividad1 Ecuaciones - Fundamentales Mecanica - Fluidos g2Documento3 pagineActividad1 Ecuaciones - Fundamentales Mecanica - Fluidos g2Andres AndradeNessuna valutazione finora
- Sverker 21Documento7 pagineSverker 21superalitosNessuna valutazione finora
- DF 2Documento3 pagineDF 2Anonymous hTGKGfJDANessuna valutazione finora
- Ficha Tecnica RamaxHH Parametros de Mecanizado y Otros .. Bohler, Asteco.Documento12 pagineFicha Tecnica RamaxHH Parametros de Mecanizado y Otros .. Bohler, Asteco.Hector LoperaNessuna valutazione finora
- VOLADURA ExpoDocumento32 pagineVOLADURA ExpoAnderson CapchaNessuna valutazione finora
- 8a-Cuestionario de Preguntas para ExamenDocumento1 pagina8a-Cuestionario de Preguntas para ExamenCarmenEnriqueSalazarPeñaNessuna valutazione finora
- Vertedero Triangular TeoriaDocumento5 pagineVertedero Triangular TeoriaNeymarDaSilvaNessuna valutazione finora
- Ley de Gay LussacDocumento2 pagineLey de Gay LussacEncarna Fuertes ReboiroNessuna valutazione finora
- Memoria de CalculoDocumento22 pagineMemoria de Calculo토로 타티Nessuna valutazione finora
- E LamateriaDocumento2 pagineE LamateriaGhômiitho Thēdd100% (1)
- Método de Los Coeficientes Del ACIDocumento6 pagineMétodo de Los Coeficientes Del ACIUrsula Patricia Carrión MujicaNessuna valutazione finora
- VF4-EETT Sanitaria Rev19122017Documento21 pagineVF4-EETT Sanitaria Rev19122017FranciscoVergaraNessuna valutazione finora
- Criterio A MYPDocumento4 pagineCriterio A MYPGloria Del Pilar ParedesNessuna valutazione finora
- Problemas 2da UnidadDocumento6 pagineProblemas 2da UnidadCama ChoNessuna valutazione finora
- Preguntas 11-11-2010Documento23 paginePreguntas 11-11-2010Alevj DbNessuna valutazione finora
- Procesos de Separacion - ApuntesDocumento36 pagineProcesos de Separacion - ApuntesAntonio Nañez DelgadilloNessuna valutazione finora
- Manguitos de BloqueoDocumento35 pagineManguitos de BloqueoMiguel Angel MasNessuna valutazione finora
- 1 Pre Informe de Volumetria Acido BaseDocumento7 pagine1 Pre Informe de Volumetria Acido BaseCristian CastroNessuna valutazione finora
- Diodos SemiconductoresDocumento26 pagineDiodos SemiconductoresKevin HernadezNessuna valutazione finora
- 06 Medicion de Nivel y FlujoDocumento68 pagine06 Medicion de Nivel y FlujoAlejandro Martin CantoralNessuna valutazione finora
- Simbolos de MatematicasDocumento8 pagineSimbolos de MatematicasEfren Gijon MartinezNessuna valutazione finora
- Historia de La MediciónDocumento8 pagineHistoria de La Mediciónlisandro HiguitaNessuna valutazione finora
- Curso FLECS en EspanolDocumento149 pagineCurso FLECS en EspanolCésar Barrera100% (2)
- Sifón NormalDocumento13 pagineSifón NormalEdgar Saldaña TejadaNessuna valutazione finora
- ExperimentosDocumento18 pagineExperimentosjavsilvasNessuna valutazione finora
- Ficha Tecnica Del ProductoDocumento3 pagineFicha Tecnica Del ProductodanielNessuna valutazione finora
- Hojas de Calculo Muro Gavion PDFDocumento6 pagineHojas de Calculo Muro Gavion PDFDiego G. Parra T.Nessuna valutazione finora
- Equipos de EvaporacionDocumento14 pagineEquipos de EvaporacionLuisSaavedraFlores100% (1)
- AnaliDocumento35 pagineAnaliPatricio Fernando Cornejo CastroNessuna valutazione finora
- Flotacion InversaDocumento3 pagineFlotacion InversaEden S HENessuna valutazione finora
- !ruge Como Leon! - Como Hablar e - Alejandro Perez TobiasDocumento161 pagine!ruge Como Leon! - Como Hablar e - Alejandro Perez TobiasMarcelo Cojulún PolancoNessuna valutazione finora
- Catalogo Refrigerador de Medicamentos RM-04 - 2019 - EQUIMEDINDUSTRIALDocumento2 pagineCatalogo Refrigerador de Medicamentos RM-04 - 2019 - EQUIMEDINDUSTRIALGeiner Vasquez BecerraNessuna valutazione finora
- 04 Movimiento SolarDocumento63 pagine04 Movimiento SolarKiomi MvNessuna valutazione finora
- MB 1012Documento4 pagineMB 1012Benjamin ChavezNessuna valutazione finora