Potrebbero piacerti anche
- 1108PCDFCADocumento56 pagine1108PCDFCAulicitos100% (1)
- Hvac Thesis PDFDocumento5 pagineHvac Thesis PDFlakeishajonesjackson100% (2)
- CEMC Screw Conveyor Manual 2.20Documento107 pagineCEMC Screw Conveyor Manual 2.20Angel Alvarez100% (7)
- Chemical Engineering 2010 01Documento92 pagineChemical Engineering 2010 01triuneenergy50% (2)
- GHCOM012002.0 MICROFUSION EN Web PDFDocumento4 pagineGHCOM012002.0 MICROFUSION EN Web PDFialvarezeNessuna valutazione finora
- A) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionDocumento6 pagineA) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionAKRITI GUPTANessuna valutazione finora
- Understanding Key Welding Business Issues and Turning Them Into OpportunitiesDocumento7 pagineUnderstanding Key Welding Business Issues and Turning Them Into OpportunitiessanjibkrjanaNessuna valutazione finora
- Consulting and Specifying Engineers Magazine Oct 2016Documento66 pagineConsulting and Specifying Engineers Magazine Oct 2016Shawn MelvilleNessuna valutazione finora
- Typical Questions For Piping EngineerDocumento6 pagineTypical Questions For Piping EngineerVenkataratnam Gollapalli100% (1)
- 【CAE】Automotive Door Handle Manufacturer Uses Moldex3D to Solve Weld Line IssuesDocumento16 pagine【CAE】Automotive Door Handle Manufacturer Uses Moldex3D to Solve Weld Line IssueszaldsonNessuna valutazione finora
- 1611PCDFCADocumento55 pagine1611PCDFCASenthil_KNessuna valutazione finora
- Process Capability and CPKDocumento58 pagineProcess Capability and CPKYen NguyenNessuna valutazione finora
- QP 0403 SmithDocumento5 pagineQP 0403 SmithcheeseburgerplainNessuna valutazione finora
- Thermal SprayDocumento28 pagineThermal Spraycutefrenzy0% (1)
- International Standard For ThermowellDocumento7 pagineInternational Standard For ThermowellShahzad JamesNessuna valutazione finora
- Machine Design 15 August 2013 PDFDocumento84 pagineMachine Design 15 August 2013 PDFalfredomcdbNessuna valutazione finora
- 50 Years of Experience in Welded Pipe Technology: Danieli W+K IndustrietechnikDocumento6 pagine50 Years of Experience in Welded Pipe Technology: Danieli W+K IndustrietechnikAndiniPermanaNessuna valutazione finora
- WhirlpoolDocumento3 pagineWhirlpoolarnuk22Nessuna valutazione finora
- CEMC Screw Conveyor Manual 2.20Documento107 pagineCEMC Screw Conveyor Manual 2.20GABYGABYGABYGABY100% (1)
- Plant Engineering September 2016 MagazineDocumento68 paginePlant Engineering September 2016 MagazineMariver LlorenteNessuna valutazione finora
- ControTrace Benefits SummaryDocumento2 pagineControTrace Benefits SummaryJoeNessuna valutazione finora
- 35% Reduction in Welding Costs: SuccessDocumento4 pagine35% Reduction in Welding Costs: SuccesszhangjlNessuna valutazione finora
- Shree Refrigeration ReportDocumento16 pagineShree Refrigeration ReportYogesh AwateNessuna valutazione finora
- Basco Engineered ProductsDocumento12 pagineBasco Engineered ProductsavazcNessuna valutazione finora
- 2010 Shercon CatalogDocumento60 pagine2010 Shercon CatalogRoger Perez MirandaNessuna valutazione finora
- PTP Supports Catalog 2017 V5 v2 Reduce Size PDFDocumento248 paginePTP Supports Catalog 2017 V5 v2 Reduce Size PDFMONER MANUSNessuna valutazione finora
- Fabricator201309 DLDocumento108 pagineFabricator201309 DLSawatchai SroynarkNessuna valutazione finora
- Lean To WeldingDocumento10 pagineLean To Weldingkarthiks12008658Nessuna valutazione finora
- Fabricator201211 DLDocumento120 pagineFabricator201211 DLKeshaw KumarNessuna valutazione finora
- Research Paper On Pipe Bending MachineDocumento4 pagineResearch Paper On Pipe Bending Machineafnkdjwhaedkbq100% (1)
- ASME PTC 19.3TW (2010) - A Therm Ow Ell Standard For Engineers Around The GlobeDocumento2 pagineASME PTC 19.3TW (2010) - A Therm Ow Ell Standard For Engineers Around The GlobetemperaturelaneNessuna valutazione finora
- Introduction Pipe BendingDocumento34 pagineIntroduction Pipe BendingNguyen Anh TungNessuna valutazione finora
- Air Cooled Heat Exchangers - DecometaDocumento8 pagineAir Cooled Heat Exchangers - Decometasammar_10Nessuna valutazione finora
- Donner CompanyDocumento11 pagineDonner Companymathilde_144100% (2)
- HVAC Design & Drafting Per ASHRAEDocumento8 pagineHVAC Design & Drafting Per ASHRAESuresh Velu100% (1)
- Tropicool E-Novations & Cooling SystemDocumento5 pagineTropicool E-Novations & Cooling Systemgauravking26Nessuna valutazione finora
- Chemical Engineering - 2010-04 (April)Documento100 pagineChemical Engineering - 2010-04 (April)Staszek BanachNessuna valutazione finora
- Donner CompanyDocumento4 pagineDonner CompanyFrancesco BrunoNessuna valutazione finora
- Die Materials & Technologies: Business Solutions Based On NADCA ResearchDocumento28 pagineDie Materials & Technologies: Business Solutions Based On NADCA ResearchNageswara Rao Suthraye100% (2)
- Hemco Catalog PDFDocumento27 pagineHemco Catalog PDFdiegomilitojNessuna valutazione finora
- WWW Mechengg Net 2015 09 Design and Fabrication of InjectionDocumento17 pagineWWW Mechengg Net 2015 09 Design and Fabrication of Injectionsuraj dhulannavarNessuna valutazione finora
- Cold Facts 2011-FallDocumento52 pagineCold Facts 2011-Fallchandushar1604Nessuna valutazione finora
- Pipehangers 2010Documento228 paginePipehangers 2010Ashokkumar SRSNessuna valutazione finora
- Technical Achievements in Wire-Rod Production: Technologies and Processes of The H SystemDocumento17 pagineTechnical Achievements in Wire-Rod Production: Technologies and Processes of The H SystemsaikatNessuna valutazione finora
- Brochure PDR English 07Documento16 pagineBrochure PDR English 07Karthick Velayutham100% (1)
- ArçelikDocumento36 pagineArçelikchampion93Nessuna valutazione finora
- 200918TS018 - Final ReportDocumento38 pagine200918TS018 - Final ReportgsmageshNessuna valutazione finora
- Piping Engineering Interview Questions: Datasheet PDF Search Site. - Download Datasheets For FreeDocumento18 paginePiping Engineering Interview Questions: Datasheet PDF Search Site. - Download Datasheets For FreeG mohan PrasaadNessuna valutazione finora
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successDa EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successValutazione: 4.5 su 5 stelle4.5/5 (3)
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopDa EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopValutazione: 4 su 5 stelle4/5 (1)
- Engineering Applications: A Project Resource BookDa EverandEngineering Applications: A Project Resource BookValutazione: 2.5 su 5 stelle2.5/5 (1)
- MechReaction Liu 2016Documento26 pagineMechReaction Liu 2016marraezNessuna valutazione finora
- MD AlkyClean v2Documento4 pagineMD AlkyClean v2marraezNessuna valutazione finora
- US20220144724A1Documento24 pagineUS20220144724A1marraezNessuna valutazione finora
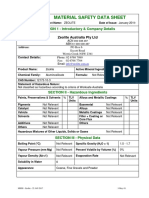
- MSDS Zeolite 25 JAN 2019Documento4 pagineMSDS Zeolite 25 JAN 2019marraezNessuna valutazione finora
- Zeolite MsdsDocumento6 pagineZeolite MsdsmarraezNessuna valutazione finora
- US8105968Documento24 pagineUS8105968marraezNessuna valutazione finora
- Sulfuric Acid Alkylation Technology: Dr. Girish K. Chitnis Mr. Ron D. Mcgihon Mr. Aneesh Prasad Mr. Christopher M. DeanDocumento18 pagineSulfuric Acid Alkylation Technology: Dr. Girish K. Chitnis Mr. Ron D. Mcgihon Mr. Aneesh Prasad Mr. Christopher M. DeanmarraezNessuna valutazione finora
- SNG Symp2019 KBR 2 K SAATDocumento30 pagineSNG Symp2019 KBR 2 K SAATmarraezNessuna valutazione finora
- World RefiningDocumento7 pagineWorld RefiningmarraezNessuna valutazione finora
- DuplicateDocumento134 pagineDuplicatemarraezNessuna valutazione finora
- K-SAAT - A Break-Through Solid Acid Alkylation Technology: Edward GriffithsDocumento17 pagineK-SAAT - A Break-Through Solid Acid Alkylation Technology: Edward GriffithsmarraezNessuna valutazione finora
- AZ Cover Sheet For SummaryDocumento1 paginaAZ Cover Sheet For SummarymarraezNessuna valutazione finora
- Refining K-Saat 2022marDocumento4 pagineRefining K-Saat 2022marmarraezNessuna valutazione finora
- LPG Plant ReportDocumento104 pagineLPG Plant Reportmsh_jaazNessuna valutazione finora
- A Crude Distillation Unit Model Suitable Foronline ApplicationsDocumento21 pagineA Crude Distillation Unit Model Suitable Foronline ApplicationsNông DânNessuna valutazione finora
- PSV PDFDocumento35 paginePSV PDFJagan BoseNessuna valutazione finora
- E04413040 PDFDocumento11 pagineE04413040 PDFjoseNessuna valutazione finora
- Crude and Vacuum Unit Design ChallengesDocumento24 pagineCrude and Vacuum Unit Design Challengesumeshchandra yadavNessuna valutazione finora
- CHEMICAL ENGINEERING Interview QuestionsDocumento28 pagineCHEMICAL ENGINEERING Interview QuestionsNikunj PatelNessuna valutazione finora
- Lo Que AprenderásDocumento2 pagineLo Que AprenderásmarraezNessuna valutazione finora
- Petroleum Fraction at Ion OverviewDocumento35 paginePetroleum Fraction at Ion Overviewphobos2000Nessuna valutazione finora
- Thermodynamic Analysis: Yaşar DemirelDocumento31 pagineThermodynamic Analysis: Yaşar DemirelmarraezNessuna valutazione finora
- Modification of Outlet Stream of The AtmDocumento9 pagineModification of Outlet Stream of The AtmADEOLANessuna valutazione finora
- Refractory Nitrogen Compounds in Hydrocr PDFDocumento6 pagineRefractory Nitrogen Compounds in Hydrocr PDFmarraezNessuna valutazione finora
- Process Profits W SimulationDocumento4 pagineProcess Profits W SimulationmarraezNessuna valutazione finora
- Process Profits W SimulationDocumento4 pagineProcess Profits W SimulationmarraezNessuna valutazione finora
- Five Best PracticesDocumento10 pagineFive Best PracticesAntHony K-ianNessuna valutazione finora
- Hydro Cracking For Maximizing Middle Dis PDFDocumento9 pagineHydro Cracking For Maximizing Middle Dis PDFmarraezNessuna valutazione finora
- Some Aspects of Petroleum Refinery Simulation: A: The Nature of Crude OilDocumento22 pagineSome Aspects of Petroleum Refinery Simulation: A: The Nature of Crude OilmarraezNessuna valutazione finora
- Ordouei Mohammad HosseinDocumento159 pagineOrdouei Mohammad HosseinmarraezNessuna valutazione finora
- Lysaght SmartrussDocumento2 pagineLysaght Smartrussiker880% (1)
- Recondition BatteryDocumento46 pagineRecondition Batteryafic219473100% (1)
- Find Serial Number of Computer in Windows 10Documento2 pagineFind Serial Number of Computer in Windows 10GabbarNessuna valutazione finora
- Paver BlockDocumento16 paginePaver BlockRavinder Singh100% (1)
- Ormin ElementaryDocumento19 pagineOrmin ElementaryPRC Board100% (1)
- NIC Components NTC-T SeriesDocumento10 pagineNIC Components NTC-T SeriesNICCompNessuna valutazione finora
- Saes T 629Documento10 pagineSaes T 629Azhar Saqlain.Nessuna valutazione finora
- RE14092021Documento2 pagineRE14092021francis puthuserilNessuna valutazione finora
- Table StructureDocumento180 pagineTable StructureVictor PathakNessuna valutazione finora
- LGP4247L-12LPB-3P Eay62608902 PLDF-L103B Psu SM PDFDocumento74 pagineLGP4247L-12LPB-3P Eay62608902 PLDF-L103B Psu SM PDF00dark100% (1)
- Rainwater and Stormwater Harvesting Systems: Continuing Education From The American Society of Plumbing EngineersDocumento8 pagineRainwater and Stormwater Harvesting Systems: Continuing Education From The American Society of Plumbing Engineers185412Nessuna valutazione finora
- Relationship of EN 954-1 and IEC 61508 Standards PDFDocumento2 pagineRelationship of EN 954-1 and IEC 61508 Standards PDFfitasmounirNessuna valutazione finora
- Modelsim TutorialDocumento26 pagineModelsim Tutorialsachinshetty001Nessuna valutazione finora
- Project Example 1Documento10 pagineProject Example 1dervingameNessuna valutazione finora
- Ac Repair Doha QatarDocumento5 pagineAc Repair Doha QatarperfectsolutionqaseoNessuna valutazione finora
- Chapter 10 ExamDocumento10 pagineChapter 10 ExamOngHongTeckNessuna valutazione finora
- Precast Capping Beam Formers DatasheetDocumento2 paginePrecast Capping Beam Formers Datasheetsantoshgpr100% (1)
- 300-430-ENWLSI Implementing Cisco Enterprise Wireless Networks PDFDocumento3 pagine300-430-ENWLSI Implementing Cisco Enterprise Wireless Networks PDFEdu100% (1)
- 20v4000enDocumento266 pagine20v4000enMario MartinezNessuna valutazione finora
- Wind Load Calculation As Per ASCE 7 10Documento8 pagineWind Load Calculation As Per ASCE 7 10ani145yadav100% (1)
- Ricoh Shotmaster ZoomDocumento17 pagineRicoh Shotmaster Zoommanana mappleNessuna valutazione finora
- Mechanical Spring MEDocumento89 pagineMechanical Spring MEimranNessuna valutazione finora
- Kočnice Shimano BR-M422Documento1 paginaKočnice Shimano BR-M422salecello2113Nessuna valutazione finora
- Overview of Roles in Solution Manager (SAP Library - SAP Solution Manager)Documento3 pagineOverview of Roles in Solution Manager (SAP Library - SAP Solution Manager)Sravan Kumar PendyalaNessuna valutazione finora
- E5263 - M4A87TD EVO PDFDocumento76 pagineE5263 - M4A87TD EVO PDFLeandro Henrique AgostinhoNessuna valutazione finora
- AC DC AcDocumento3 pagineAC DC AcPhani KumarNessuna valutazione finora
- DASApplicationForm PDFDocumento3 pagineDASApplicationForm PDFEngr.Hamid Ismail CheemaNessuna valutazione finora
- VVP Engineering College: Assignment 2Documento12 pagineVVP Engineering College: Assignment 2Fake 1Nessuna valutazione finora
- Pdca Cycle Problem SolvedDocumento3 paginePdca Cycle Problem Solvedjose luisNessuna valutazione finora
- Alignment Test DrillingDocumento4 pagineAlignment Test DrillingVivek Fegade33% (3)