Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Electrical Engineering Technician Part 1Documento4 pagineElectrical Engineering Technician Part 1kseenanan123Nessuna valutazione finora
- Motoreductor PDFDocumento13 pagineMotoreductor PDFCésaR SánchezNessuna valutazione finora
- 21 MagnetismDocumento5 pagine21 MagnetismYani AhmadNessuna valutazione finora
- Chapter27 PC PDFDocumento86 pagineChapter27 PC PDFShahxeb SajjadNessuna valutazione finora
- Lec 1 - DC Analysis - AnnotatedDocumento18 pagineLec 1 - DC Analysis - AnnotatedRainier Gemuel TomNessuna valutazione finora
- An Introduction To Applied Electromagnetics - and Optics PDFDocumento374 pagineAn Introduction To Applied Electromagnetics - and Optics PDFSyed Hassan Azeemi100% (1)
- Snist Et Question PaperDocumento2 pagineSnist Et Question PaperAzharNessuna valutazione finora
- Ee8401 - em Ii - Question Bank - Unit2Documento4 pagineEe8401 - em Ii - Question Bank - Unit2DEVINessuna valutazione finora
- Module 03Documento119 pagineModule 03umeshNessuna valutazione finora
- Physical and Magnetic Properties of Highly Aluminum Doped Strontium Ferrite Nanoparticles Prepared by Auto-Combustion RouteDocumento7 paginePhysical and Magnetic Properties of Highly Aluminum Doped Strontium Ferrite Nanoparticles Prepared by Auto-Combustion RouteSanjay MenonNessuna valutazione finora
- Cummins Power Command IWatch100Documento31 pagineCummins Power Command IWatch100Leo BurnsNessuna valutazione finora
- Unbalanced Magnetic ForcesDocumento10 pagineUnbalanced Magnetic Forcesrakeshee2007Nessuna valutazione finora
- Metrik Instruments I3g21eDocumento26 pagineMetrik Instruments I3g21esajjad ramezanzadehNessuna valutazione finora
- Physics 28 - Electrical Quantities 2Documento65 paginePhysics 28 - Electrical Quantities 2Christian PatriceNessuna valutazione finora
- Answers & Solutions: For For For For For JEE (MAIN) - 2021 (Online) Phase-1Documento22 pagineAnswers & Solutions: For For For For For JEE (MAIN) - 2021 (Online) Phase-1ik62299Nessuna valutazione finora
- Quiz PracticeDocumento20 pagineQuiz Practicerandy.piksNessuna valutazione finora
- PPMT TechnologyDocumento2 paginePPMT TechnologyTomislav JovanovicNessuna valutazione finora
- Basic Electrical Engineering - Class 2Documento24 pagineBasic Electrical Engineering - Class 2kenze bijuNessuna valutazione finora
- Complexity Theory of Psychopathology: ReviewedDocumento35 pagineComplexity Theory of Psychopathology: RevieweddimanzaNessuna valutazione finora
- Magnetic BearingDocumento21 pagineMagnetic Bearingrtech01Nessuna valutazione finora
- An Overview of Control Ice Cube RelaysDocumento5 pagineAn Overview of Control Ice Cube RelaysManuel HenriquezNessuna valutazione finora
- Cad Lab ManualDocumento1 paginaCad Lab ManualRAM SINGHNessuna valutazione finora
- Eoy Final Exam Study GuideDocumento14 pagineEoy Final Exam Study Guideapi-324757649Nessuna valutazione finora
- MagnetismDocumento5 pagineMagnetismAhmad ZebNessuna valutazione finora
- Electrical Engineering PDFDocumento31 pagineElectrical Engineering PDFRajat PratapNessuna valutazione finora
- Physics-2 Q4-Student SDocumento39 paginePhysics-2 Q4-Student Sjohnella gutayNessuna valutazione finora
- 18 Daftar Pustaka-DikonversiDocumento2 pagine18 Daftar Pustaka-DikonversiReyNessuna valutazione finora
- Lucas TVS Price List 12-10-2015Documento109 pagineLucas TVS Price List 12-10-2015Pragg Aggarwal100% (4)
- Chapter 5 Magnetism and Matter Physics Cbse Class 12Documento16 pagineChapter 5 Magnetism and Matter Physics Cbse Class 12HemnathpalaniNessuna valutazione finora
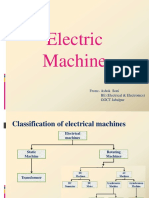
- Electric Machine: From:-Ashok Soni BE (Electrical & Electronics) GGCT JabalpurDocumento16 pagineElectric Machine: From:-Ashok Soni BE (Electrical & Electronics) GGCT JabalpurDharumanNessuna valutazione finora