Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
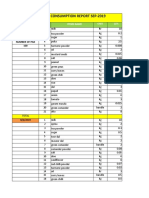
- Daily Staff Food Consumption Reports Sep-2019Documento4 pagineDaily Staff Food Consumption Reports Sep-2019Manjit RawatNessuna valutazione finora
- Doctors ListDocumento212 pagineDoctors ListSaranya Chandrasekar33% (3)
- Sav4747 PDFDocumento49 pagineSav4747 PDFAndres Antonio Moreno CastroNessuna valutazione finora
- J130KDocumento6 pagineJ130KBelkisa ŠaćiriNessuna valutazione finora
- Sample SWMSDocumento4 pagineSample SWMSJuma KavesuNessuna valutazione finora
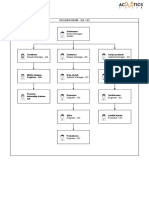
- Organogram - Qa / QC: Srinivasan SrinivasanDocumento4 pagineOrganogram - Qa / QC: Srinivasan SrinivasanGowtham VenkatNessuna valutazione finora
- Mainstreaming Gad Budget in The SDPDocumento14 pagineMainstreaming Gad Budget in The SDPprecillaugartehalagoNessuna valutazione finora
- Biopolymers: Overview of Several Properties and Consequences On Their ApplicationsDocumento10 pagineBiopolymers: Overview of Several Properties and Consequences On Their ApplicationsrafacpereiraNessuna valutazione finora
- Libro Resumenes 2012Documento735 pagineLibro Resumenes 2012fdobonat613100% (2)
- Ventricular Septal DefectDocumento8 pagineVentricular Septal DefectWidelmark FarrelNessuna valutazione finora
- Neuro M Summary NotesDocumento4 pagineNeuro M Summary NotesNishikaNessuna valutazione finora
- 2 Dawn150Documento109 pagine2 Dawn150kirubelNessuna valutazione finora
- Quality Factor of Inductor and CapacitorDocumento4 pagineQuality Factor of Inductor and CapacitoradimeghaNessuna valutazione finora
- University of Puerto Rico at PonceDocumento16 pagineUniversity of Puerto Rico at Ponceapi-583167359Nessuna valutazione finora
- READING 4 UNIT 8 Crime-Nurse Jorge MonarDocumento3 pagineREADING 4 UNIT 8 Crime-Nurse Jorge MonarJORGE ALEXANDER MONAR BARRAGANNessuna valutazione finora
- Psychoanalysis AND History: Freud: Dreaming, Creativity and TherapyDocumento2 paginePsychoanalysis AND History: Freud: Dreaming, Creativity and TherapyJuan David Millán MendozaNessuna valutazione finora
- Dr. Sajjad Hussain Sumrra Isomerism (CHEM-305) Inorganic Chemistry-IIDocumento48 pagineDr. Sajjad Hussain Sumrra Isomerism (CHEM-305) Inorganic Chemistry-IITanya DilshadNessuna valutazione finora
- Guides To The Freshwater Invertebrates of Southern Africa Volume 2 - Crustacea IDocumento136 pagineGuides To The Freshwater Invertebrates of Southern Africa Volume 2 - Crustacea IdaggaboomNessuna valutazione finora
- UK Tax SystemDocumento13 pagineUK Tax SystemMuhammad Sajid Saeed100% (1)
- ATI Respiratory PowerpointDocumento90 pagineATI Respiratory PowerpointAnn KelseaNessuna valutazione finora
- Uas MR1Documento2 pagineUas MR1IvanNessuna valutazione finora
- Art of Facing InterviewsDocumento15 pagineArt of Facing Interviewskrish_cvr2937100% (2)
- انظمة انذار الحريقDocumento78 pagineانظمة انذار الحريقAhmed AliNessuna valutazione finora
- CXC - Past - Paper - 2022 Solutions PDFDocumento17 pagineCXC - Past - Paper - 2022 Solutions PDFDarren Fraser100% (1)
- Phardose Lab Prep 19 30Documento4 paginePhardose Lab Prep 19 30POMPEYO BARROGANessuna valutazione finora
- Unit 8 Packet KeyDocumento21 pagineUnit 8 Packet KeyHiddenNessuna valutazione finora
- Inlet Manifold Pressure - Test: Testing and AdjustingDocumento2 pagineInlet Manifold Pressure - Test: Testing and AdjustingAbdoulaye Boua BERTHENessuna valutazione finora
- Offender TypologiesDocumento8 pagineOffender TypologiesSahil AnsariNessuna valutazione finora
- PPR Soft Copy Ayurvedic OkDocumento168 paginePPR Soft Copy Ayurvedic OkKetan KathaneNessuna valutazione finora
- Yogananda Scientific HealingDocumento47 pagineYogananda Scientific HealingSagar Pandya100% (4)