Potrebbero piacerti anche
- Building Energy Modeling: An ASHRAE Certification Study GuideDocumento90 pagineBuilding Energy Modeling: An ASHRAE Certification Study GuideFaheem MushtaqNessuna valutazione finora
- Crate Engines GM PerformanceDocumento2 pagineCrate Engines GM PerformanceRenan ViniciusNessuna valutazione finora
- Digital Electronics Interview Questions PDFDocumento3 pagineDigital Electronics Interview Questions PDFSanjeev100% (2)
- BS 5892-3 1992 Railway Rolling Stock Materials - Part 3 Specification For Monobloc Wheels For Traction and Trailing Stock PDFDocumento30 pagineBS 5892-3 1992 Railway Rolling Stock Materials - Part 3 Specification For Monobloc Wheels For Traction and Trailing Stock PDFPhillip Miller100% (1)
- En10083 2Documento2 pagineEn10083 2Sezgin BayrakNessuna valutazione finora
- 2 1 - 6 The UK National Annex To BS EN 1993 1 10 2005 and PD 6695 1 10 2009 - 1Documento6 pagine2 1 - 6 The UK National Annex To BS EN 1993 1 10 2005 and PD 6695 1 10 2009 - 1Dino NoNessuna valutazione finora
- Bs1449 1Documento39 pagineBs1449 1Sintha AidroosNessuna valutazione finora
- BS en 10210-2-2019Documento46 pagineBS en 10210-2-2019Federico De MartiniNessuna valutazione finora
- BS 57 (1951)Documento23 pagineBS 57 (1951)dapsiduNessuna valutazione finora
- BS 1134 2010, Assessment of Surface PDFDocumento60 pagineBS 1134 2010, Assessment of Surface PDFyahiabia100% (1)
- EN 10025: 2004 Is The New European Standard For Structural Steel.Documento6 pagineEN 10025: 2004 Is The New European Standard For Structural Steel.Alin DavidNessuna valutazione finora
- Iso 286-2Documento55 pagineIso 286-2Alexander Zuñiga Valbuena100% (2)
- Part Submission ChecklistDocumento8 paginePart Submission ChecklistGeovanny HernándezNessuna valutazione finora
- BS EN ISO 23278-2009 MT AcceptanceDocumento10 pagineBS EN ISO 23278-2009 MT AcceptanceVuong Tran Van100% (1)
- BS 1140 PDFDocumento23 pagineBS 1140 PDFjensdcvNessuna valutazione finora
- Astm B166 2019Documento9 pagineAstm B166 2019reza acbariNessuna valutazione finora
- ISO Metric Screw Threads: Part 2: Specification For Selected Limits of SizeDocumento48 pagineISO Metric Screw Threads: Part 2: Specification For Selected Limits of Sizedoyenofcastle100% (1)
- BS en 12062Documento16 pagineBS en 12062Einsteinw275% (4)
- Industrial radiography A Complete Guide - 2019 EditionDa EverandIndustrial radiography A Complete Guide - 2019 EditionNessuna valutazione finora
- Casting Slides 103-130Documento28 pagineCasting Slides 103-130Swaraj PrakashNessuna valutazione finora
- Iso 4759-1 2000 PDFDocumento8 pagineIso 4759-1 2000 PDFangelokyo100% (1)
- BS-970!3!1991-Specification For Wrought Steels For Mechanical and Allied Engineering PurposesDocumento38 pagineBS-970!3!1991-Specification For Wrought Steels For Mechanical and Allied Engineering PurposesEric Mellier100% (1)
- TCSP10403R0Documento30 pagineTCSP10403R0BADRI VENKATESHNessuna valutazione finora
- BS en 1011-3Documento32 pagineBS en 1011-3lok kkNessuna valutazione finora
- DIN en 1369 - 2013-01 - Magnetic Particle TestingDocumento1 paginaDIN en 1369 - 2013-01 - Magnetic Particle TestingdanmertzNessuna valutazione finora
- Def Stan 01-8Documento33 pagineDef Stan 01-8pradellesNessuna valutazione finora
- Astm Se-273Documento5 pagineAstm Se-273Deyci Yamile Peña SantosNessuna valutazione finora
- Aws A2.4 - 1998 PDFDocumento118 pagineAws A2.4 - 1998 PDFLongTuanNessuna valutazione finora
- Din en 1011-2Documento58 pagineDin en 1011-2mohamed ahmed100% (3)
- MGS2000HV 50Hz 11kVDocumento4 pagineMGS2000HV 50Hz 11kVFaheem MushtaqNessuna valutazione finora
- Codeofpracticefor Designandconstructionof MachinefoundationsDocumento6 pagineCodeofpracticefor Designandconstructionof MachinefoundationsMalar ManoharanNessuna valutazione finora
- Iso 4386-1 1992Documento13 pagineIso 4386-1 1992german2639931100% (1)
- BS 00084-2007Documento66 pagineBS 00084-2007jjdNessuna valutazione finora
- EN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFDocumento32 pagineEN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFJoao MendesNessuna valutazione finora
- Din 17100Documento5 pagineDin 17100Akhmad ZaenudinNessuna valutazione finora
- BS en ISO 12781-2-2011 - Geometrical Product Specifications (GPS) - Flatness - Part 2 - Specification OperatorsDocumento24 pagineBS en ISO 12781-2-2011 - Geometrical Product Specifications (GPS) - Flatness - Part 2 - Specification OperatorsCristiano LigabòNessuna valutazione finora
- En12663 - 2000 - e - Railway Applications - Structural Requirements of Railway Vehicle BodiesDocumento20 pagineEn12663 - 2000 - e - Railway Applications - Structural Requirements of Railway Vehicle BodiesCarlos TouretNessuna valutazione finora
- ISO 128-Part 34 2001Documento17 pagineISO 128-Part 34 2001Pushkar GopalNessuna valutazione finora
- Iso 3834 2 2005 en PDFDocumento6 pagineIso 3834 2 2005 en PDFRamamoorthy SundarNessuna valutazione finora
- BS 21 - 1985Documento22 pagineBS 21 - 1985Anonymous gFPYO5Iv6100% (2)
- BS 709 Destructive TestingDocumento17 pagineBS 709 Destructive TestingGabrieleNessuna valutazione finora
- BS en 00755-6-2008Documento15 pagineBS en 00755-6-2008Luis SierraNessuna valutazione finora
- BS en 13018-2016 - (2019-03-04 - 11-08-44 Am)Documento12 pagineBS en 13018-2016 - (2019-03-04 - 11-08-44 Am)Carlos pereira do nascimento silvaNessuna valutazione finora
- Earthing Table 54GDocumento2 pagineEarthing Table 54GFaheem Mushtaq100% (1)
- En Iso 10675-1 2013 - RTDocumento22 pagineEn Iso 10675-1 2013 - RTMohamed ZahranNessuna valutazione finora
- BS en 10305-1-2016Documento32 pagineBS en 10305-1-2016Dejan Antanasijevic100% (1)
- E446 PDFDocumento3 pagineE446 PDFjaskaran singhNessuna valutazione finora
- BS 7668.2004Documento19 pagineBS 7668.2004yy2010Nessuna valutazione finora
- BS en 25817Documento21 pagineBS en 25817Liviu Alexandru75% (4)
- BS en Iso 14731-2019Documento20 pagineBS en Iso 14731-2019Hüseyin BuğdaycıNessuna valutazione finora
- En Iso 13919-1 - 1996Documento9 pagineEn Iso 13919-1 - 1996MNessuna valutazione finora
- Integrated Computational Materials Engineering (ICME) for Metals: Concepts and Case StudiesDa EverandIntegrated Computational Materials Engineering (ICME) for Metals: Concepts and Case StudiesNessuna valutazione finora
- BS en 14399-9 2009Documento26 pagineBS en 14399-9 2009Kristina KaskNessuna valutazione finora
- Belgian Standard ISO 10863 2020 EN ISO 10863 2020 NBN EN ISO 10863 2020Documento12 pagineBelgian Standard ISO 10863 2020 EN ISO 10863 2020 NBN EN ISO 10863 2020Luong Ho Vu100% (1)
- BS 5996-1993 Ut PDFDocumento15 pagineBS 5996-1993 Ut PDFmithileshNessuna valutazione finora
- EN ISO 17659 (2004) (E) CodifiedDocumento7 pagineEN ISO 17659 (2004) (E) CodifiedAmy DavisNessuna valutazione finora
- BS en Iso 9445 (2006)Documento26 pagineBS en Iso 9445 (2006)Syerifaizal Hj. MustaphaNessuna valutazione finora
- En 462 1 PDFDocumento12 pagineEn 462 1 PDFGabriele67% (3)
- Iso 13920 (1996) PDFDocumento13 pagineIso 13920 (1996) PDFFakrul Hasan100% (1)
- Is 3601 PDFDocumento24 pagineIs 3601 PDFNagendra Kumar100% (1)
- M. F. Bukhina, S. K. Kurlyand - Low-Temperature Behaviour of Elastomers (New Concepts in Polymer Science) - Brill Academic Publishers (2007)Documento197 pagineM. F. Bukhina, S. K. Kurlyand - Low-Temperature Behaviour of Elastomers (New Concepts in Polymer Science) - Brill Academic Publishers (2007)Mothafukin MorrisseyNessuna valutazione finora
- BS en 01173-2008Documento10 pagineBS en 01173-2008DJAlIL RonaLDONessuna valutazione finora
- BS 4929-2Documento15 pagineBS 4929-2Олег Соловьев100% (1)
- BS 00093-2008Documento26 pagineBS 00093-2008Sith SopanhaNessuna valutazione finora
- BS 1134-2Documento23 pagineBS 1134-2Narin PoonpunchaiNessuna valutazione finora
- 4613 Surface Integrity Functional Analysis in Hard Turning AISI 8620 Case Hardened Steel Through 3D Topographical MeasurementDocumento6 pagine4613 Surface Integrity Functional Analysis in Hard Turning AISI 8620 Case Hardened Steel Through 3D Topographical MeasurementGilmar BatalhaNessuna valutazione finora
- Geometrical Tolerancing On Technical Drawings: IS: 8000 (Part IV) - 1976Documento7 pagineGeometrical Tolerancing On Technical Drawings: IS: 8000 (Part IV) - 1976jijinjohnNessuna valutazione finora
- Indian StandardsDocumento3 pagineIndian StandardsC V CHANDRASHEKARANessuna valutazione finora
- Bnl20 r0058 750gpm@12bar Haseen Habib DTD 9apr20Documento22 pagineBnl20 r0058 750gpm@12bar Haseen Habib DTD 9apr20Faheem MushtaqNessuna valutazione finora
- Mega Force Engine Data SheetDocumento3 pagineMega Force Engine Data SheetFaheem Mushtaq100% (2)
- Vertical Tank Sizing Guide: Gallons Diameter Shell HeightDocumento1 paginaVertical Tank Sizing Guide: Gallons Diameter Shell HeightFaheem MushtaqNessuna valutazione finora
- Submittal 500 GPM at 10 BAR Non Listed End SuctionDocumento47 pagineSubmittal 500 GPM at 10 BAR Non Listed End SuctionFaheem MushtaqNessuna valutazione finora
- Appendix D - Default Construction MaterialsDocumento8 pagineAppendix D - Default Construction MaterialsFaheem MushtaqNessuna valutazione finora
- Mirza Zahid Zafar S/O Mirza Muzafar Hussain Zafar 414/aa Ptchs Canal GardenDocumento1 paginaMirza Zahid Zafar S/O Mirza Muzafar Hussain Zafar 414/aa Ptchs Canal GardenFaheem MushtaqNessuna valutazione finora
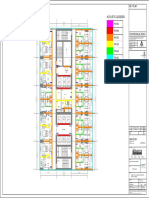
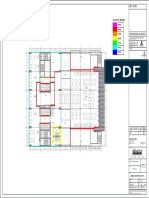
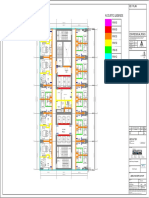
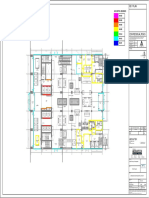
- Acoustic Legends:: Key PlanDocumento1 paginaAcoustic Legends:: Key PlanFaheem MushtaqNessuna valutazione finora
- Cable Size - Voltage DropDocumento5 pagineCable Size - Voltage DropFaheem MushtaqNessuna valutazione finora
- Allocated Timelines For HVAC WorksDocumento1 paginaAllocated Timelines For HVAC WorksFaheem MushtaqNessuna valutazione finora
- Acoustic Legends:: Key PlanDocumento1 paginaAcoustic Legends:: Key PlanFaheem MushtaqNessuna valutazione finora
- Key Plan: Acoustic LegendsDocumento1 paginaKey Plan: Acoustic LegendsFaheem MushtaqNessuna valutazione finora
- Acoustic Legends:: Key PlanDocumento1 paginaAcoustic Legends:: Key PlanFaheem MushtaqNessuna valutazione finora
- Key Plan: Acoustic LegendsDocumento1 paginaKey Plan: Acoustic LegendsFaheem MushtaqNessuna valutazione finora
- Key Plan: Acoustic LegendsDocumento1 paginaKey Plan: Acoustic LegendsFaheem MushtaqNessuna valutazione finora
- Acoustic Legends:: Key PlanDocumento1 paginaAcoustic Legends:: Key PlanFaheem MushtaqNessuna valutazione finora
- Key Plan: Acoustic LegendsDocumento1 paginaKey Plan: Acoustic LegendsFaheem MushtaqNessuna valutazione finora
- 3 Marla 18x40 GF PlanDocumento2 pagine3 Marla 18x40 GF PlanFaheem MushtaqNessuna valutazione finora
- Floor Usage SheetDocumento1 paginaFloor Usage SheetFaheem MushtaqNessuna valutazione finora
- HSD Tanks Check ListDocumento1 paginaHSD Tanks Check ListFaheem Mushtaq100% (1)
- Softwash ComparatorDocumento5 pagineSoftwash ComparatorFaheem MushtaqNessuna valutazione finora
- Irgb 4064 DPBFDocumento11 pagineIrgb 4064 DPBFKrista TranNessuna valutazione finora
- Technical FeasibilityDocumento5 pagineTechnical FeasibilityMelody ArgenteraNessuna valutazione finora
- 0108E - Report of Welders-OperatorsDocumento6 pagine0108E - Report of Welders-OperatorsErick AlvarezNessuna valutazione finora
- Lect-6 - Economics of Chemical PlantsDocumento36 pagineLect-6 - Economics of Chemical Plantsmaged1998Nessuna valutazione finora
- Bee Course File (19-20) I SemDocumento31 pagineBee Course File (19-20) I SembhaveshNessuna valutazione finora
- Contoh Program Penjumlahan Dan PengurangDocumento5 pagineContoh Program Penjumlahan Dan Pengurangabdul hakimNessuna valutazione finora
- Lab 31Documento8 pagineLab 31net fliNessuna valutazione finora
- Hangzhou Chenrui Air Separator Installation Manufacture CO., LTDDocumento10 pagineHangzhou Chenrui Air Separator Installation Manufacture CO., LTDTonyNessuna valutazione finora
- Mine Survey CertificationDocumento37 pagineMine Survey CertificationAgustin Eliasta Ginting100% (1)
- Print PDFDocumento11 paginePrint PDFFe CasarolliNessuna valutazione finora
- TR 541 2Documento78 pagineTR 541 2Omar Marghani SalmaNessuna valutazione finora
- CPB 20104 Mass Transfer 2 UniKL MICET Experiment 1: Cooling TowerDocumento20 pagineCPB 20104 Mass Transfer 2 UniKL MICET Experiment 1: Cooling TowerSiti Hajar Mohamed100% (6)
- Huawei Smart PV Solution Anti-PID Module Application Guide (Internal) V1.1Documento21 pagineHuawei Smart PV Solution Anti-PID Module Application Guide (Internal) V1.1freeware freeNessuna valutazione finora
- Omfb MTC 11.12.23Documento2 pagineOmfb MTC 11.12.23obviousplatinum2Nessuna valutazione finora
- Partner Colibri II O2010 Euenapen 545196762Documento13 paginePartner Colibri II O2010 Euenapen 545196762Popescu OvidiuNessuna valutazione finora
- Gujarat Technological University: A Project Report On:-Automatic Water Purification SystemDocumento11 pagineGujarat Technological University: A Project Report On:-Automatic Water Purification SystemJay KakadiyaNessuna valutazione finora
- KinematicsDocumento33 pagineKinematicsErik MagnoNessuna valutazione finora
- Off Budgell FRCR - VerificationDocumento46 pagineOff Budgell FRCR - VerificationAmr MuhammedNessuna valutazione finora
- Quadrature Amplitude ModulationDocumento10 pagineQuadrature Amplitude ModulationSafirinaFebryantiNessuna valutazione finora
- Blockchain Technology in AdvertisingDocumento20 pagineBlockchain Technology in AdvertisingKittuNessuna valutazione finora
- Geology 1Documento2 pagineGeology 1Mike SantosNessuna valutazione finora
- 02 21 23 VBNC Drill Rig Filter ChartDocumento2 pagine02 21 23 VBNC Drill Rig Filter Chartvoisey warehouse foracoNessuna valutazione finora
- 7708 DAQ Card DatasheetDocumento2 pagine7708 DAQ Card DatasheetSerbanescu AndreiNessuna valutazione finora
- Brl-Arpa Doploc Satellite Detection Complex PDFDocumento226 pagineBrl-Arpa Doploc Satellite Detection Complex PDFClifford StoneNessuna valutazione finora
- Outline Spesifikasi BPKPDocumento44 pagineOutline Spesifikasi BPKPnadyaNessuna valutazione finora