Potrebbero piacerti anche
- Computer Aided Manufacturing: Pradip G Patel Department of Mechanical Engineering Vieat, Anita (Kim)Documento22 pagineComputer Aided Manufacturing: Pradip G Patel Department of Mechanical Engineering Vieat, Anita (Kim)Pradip PatelNessuna valutazione finora
- Biofuel PaperDocumento6 pagineBiofuel PaperPradip PatelNessuna valutazione finora
- Forms - Media - Commissionerate of Transport, Government of GujaratDocumento13 pagineForms - Media - Commissionerate of Transport, Government of GujaratPradip PatelNessuna valutazione finora
- Driving License - Services - Commissionerate of Transport, Government of GujaratDocumento4 pagineDriving License - Services - Commissionerate of Transport, Government of GujaratPradip PatelNessuna valutazione finora
- Subject-CAM (2171903) : Online Class TestDocumento1 paginaSubject-CAM (2171903) : Online Class TestPradip PatelNessuna valutazione finora
- GPSC 202122 32Documento1 paginaGPSC 202122 32Pradip PatelNessuna valutazione finora
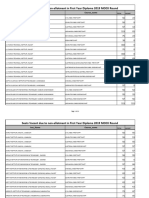
- Inst Branch Diploma Vacant PDFDocumento41 pagineInst Branch Diploma Vacant PDFPradip PatelNessuna valutazione finora
- Computer-Aided Part ProgrammingDocumento10 pagineComputer-Aided Part ProgrammingPradip PatelNessuna valutazione finora
- Gujarat Technological University: SUBJECT NAME: Computer Aided Manufacturing SUBJECT CODE: 2171903 BE Semester VIIDocumento4 pagineGujarat Technological University: SUBJECT NAME: Computer Aided Manufacturing SUBJECT CODE: 2171903 BE Semester VIIKrupal VithlaniNessuna valutazione finora
- Chapter 8 - Engine Lubrication & CoolingDocumento1 paginaChapter 8 - Engine Lubrication & CoolingPradip PatelNessuna valutazione finora
- Chapter 4 - Fuels & Its Supply System For SI and CI Engine: SR NoDocumento1 paginaChapter 4 - Fuels & Its Supply System For SI and CI Engine: SR NoPradip PatelNessuna valutazione finora
- EDM and Other NTMDocumento15 pagineEDM and Other NTMSyed Basith MNessuna valutazione finora
- CNC Manual Part ProgrammeDocumento23 pagineCNC Manual Part ProgrammePradip PatelNessuna valutazione finora
- Takshay PatelDocumento2 pagineTakshay PatelPradip PatelNessuna valutazione finora
- Answer Key Final Advt 118 2013 14Documento5 pagineAnswer Key Final Advt 118 2013 14Pradip PatelNessuna valutazione finora
- Massachusetts Institute of Technology Department of Physics Physics 8.01 Worked Example W13D1-1: U-Tube Oscillations SolutionDocumento3 pagineMassachusetts Institute of Technology Department of Physics Physics 8.01 Worked Example W13D1-1: U-Tube Oscillations SolutionkushanNessuna valutazione finora
- Unit 3Documento9 pagineUnit 3Pradip PatelNessuna valutazione finora
- GPSC Interview Questions and TipsDocumento4 pagineGPSC Interview Questions and TipsPradip PatelNessuna valutazione finora
- NoticeDocumento1 paginaNoticePradip PatelNessuna valutazione finora
- Mid Paper - CMDocumento2 pagineMid Paper - CMPradip PatelNessuna valutazione finora
- Final Answer Key Inspector of Motor Vehicles Class II For Automobile Engineering Mechanical Engineering English and Gujarati SubjectDocumento5 pagineFinal Answer Key Inspector of Motor Vehicles Class II For Automobile Engineering Mechanical Engineering English and Gujarati SubjectPradip PatelNessuna valutazione finora
- Final Answer Key Asstt Prof Mechanical Engineering Govt Engg College Class II Advt 48-63-2013 14 E D 08-03-2015 MAYDocumento1 paginaFinal Answer Key Asstt Prof Mechanical Engineering Govt Engg College Class II Advt 48-63-2013 14 E D 08-03-2015 MAYPradip PatelNessuna valutazione finora
- IndexDocumento3 pagineIndexPradip PatelNessuna valutazione finora
- ME 115 Dynamics of Machinery: Group Mel Ayala My LeDocumento10 pagineME 115 Dynamics of Machinery: Group Mel Ayala My LePradip PatelNessuna valutazione finora
- Lecture1 CastingDocumento3 pagineLecture1 CastingPradip PatelNessuna valutazione finora
- Chap 1 InroductionDocumento6 pagineChap 1 InroductionPradip PatelNessuna valutazione finora
- Module-3: Advanced Material Removal Processes: Lecture No-9Documento6 pagineModule-3: Advanced Material Removal Processes: Lecture No-9Pradip PatelNessuna valutazione finora
- 2.61 Internal Combustion Engines: Mit OpencoursewareDocumento5 pagine2.61 Internal Combustion Engines: Mit Opencoursewaregpk21Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Math 10 Q2 Week 5Documento3 pagineMath 10 Q2 Week 5Ken FerrolinoNessuna valutazione finora
- X500Documento3 pagineX500yu3zaNessuna valutazione finora
- CHMT 2009 Week 5 Coal PropertiesDocumento38 pagineCHMT 2009 Week 5 Coal PropertiesTiisetso MokwaneNessuna valutazione finora
- Magnetism NotesDocumento14 pagineMagnetism Notesapi-277818647Nessuna valutazione finora
- Bhagwat Gita in by EB KarkiDocumento97 pagineBhagwat Gita in by EB KarkiYogaguru Mohan100% (1)
- Murata Data Caps ESR ESLDocumento6 pagineMurata Data Caps ESR ESLecl_manNessuna valutazione finora
- 2023-1509 TopSolid'Design Library Designer's GuideDocumento21 pagine2023-1509 TopSolid'Design Library Designer's GuideMáy TiệnNessuna valutazione finora
- CSIE Fisa Disciplina - Baze de DateDocumento4 pagineCSIE Fisa Disciplina - Baze de DateCostin CheluNessuna valutazione finora
- Three - Dimensional Viscous Confinement and Cooling of Atoms by Resonance Radiation PressureDocumento6 pagineThree - Dimensional Viscous Confinement and Cooling of Atoms by Resonance Radiation PressureWenjun ZhangNessuna valutazione finora
- Implant TrainingDocumento5 pagineImplant Trainingrsrinath91Nessuna valutazione finora
- Ethoxy 1Documento77 pagineEthoxy 1HoshiNessuna valutazione finora
- Heat Fusion of Ice ReportDocumento8 pagineHeat Fusion of Ice Reporthasifah abdazizNessuna valutazione finora
- MicrowaveDocumento41 pagineMicrowaveMaryem MostafaNessuna valutazione finora
- V. Activities: A. Directions: Do The Activity Below. (20 PTS.) Note: Work On This OfflineDocumento7 pagineV. Activities: A. Directions: Do The Activity Below. (20 PTS.) Note: Work On This OfflineKeith Neomi CruzNessuna valutazione finora
- 1.summative-Test Math7Documento1 pagina1.summative-Test Math7Jaylor GaridoNessuna valutazione finora
- Coek - Info The Fabric of RealityDocumento5 pagineCoek - Info The Fabric of RealityFredioGemparAnarqiNessuna valutazione finora
- Project 10-Fittings DesignDocumento10 pagineProject 10-Fittings DesignVishwasen KhotNessuna valutazione finora
- 1SFC132367M0201 PSE Internal Modbus RTUDocumento22 pagine1SFC132367M0201 PSE Internal Modbus RTUAhmed OsmanNessuna valutazione finora
- Practical Report Guideline EEE250Documento8 paginePractical Report Guideline EEE250MOHD ASYRAAF BIN SAIDINNessuna valutazione finora
- Sample Chapter - Oil and Gas Well Drilling Technology PDFDocumento19 pagineSample Chapter - Oil and Gas Well Drilling Technology PDFDavid John100% (1)
- Pneumatic Conveying of Bulk Solids PDFDocumento231 paginePneumatic Conveying of Bulk Solids PDFCarloLopez100% (2)
- ElutriatorDocumento9 pagineElutriatoratiyorockfan9017Nessuna valutazione finora
- Stability Analysis of Steel Storage Rack Structures PDFDocumento7 pagineStability Analysis of Steel Storage Rack Structures PDFFabian Flemin BahamondeNessuna valutazione finora
- Systems - of - EquationsDocumento39 pagineSystems - of - EquationsAnonymous 5aPb088W100% (1)
- Teleprotection Over IP MPLS Network White PaperDocumento23 pagineTeleprotection Over IP MPLS Network White PaperLakshmi Kiran100% (1)
- Engine Control System Circuit Diagram: Without This Message by Purchasing NovapdfDocumento3 pagineEngine Control System Circuit Diagram: Without This Message by Purchasing NovapdfJose Luis Gutierrez TamayoNessuna valutazione finora
- The Big TEGO. Products Services Data Sheets-75-150-16!76!31-61Documento31 pagineThe Big TEGO. Products Services Data Sheets-75-150-16!76!31-61DWI RAHMASARI FATMAWATINessuna valutazione finora
- P 130881757895329843Documento44 pagineP 130881757895329843Vijay MohanNessuna valutazione finora
- Chapter 16 - Oral Radiography (Essentials of Dental Assisting)Documento96 pagineChapter 16 - Oral Radiography (Essentials of Dental Assisting)mussanteNessuna valutazione finora