Potrebbero piacerti anche
- SG Iron and Cast Iron Material SpecificationsDocumento9 pagineSG Iron and Cast Iron Material Specificationsvtsusr fvNessuna valutazione finora
- Aspac Royalloy enDocumento7 pagineAspac Royalloy enNugroho Faris SudrajatNessuna valutazione finora
- ST Stainless CatalogueDocumento71 pagineST Stainless CatalogueBenjamin RattharojthakunNessuna valutazione finora
- ASTM A325: ScopeDocumento2 pagineASTM A325: ScopetylerstearnsNessuna valutazione finora
- Copper Alloy C52400Documento9 pagineCopper Alloy C52400Sivaram Kottali100% (1)
- 40Cr SteelDocumento2 pagine40Cr SteelPablo TapiaNessuna valutazione finora
- Kaiser Aluminum Shapes Soft Alloy PDFDocumento18 pagineKaiser Aluminum Shapes Soft Alloy PDFgerrzen64Nessuna valutazione finora
- Technical DataDocumento17 pagineTechnical Datat_syamprasadNessuna valutazione finora
- 380.1 PropiedadesDocumento3 pagine380.1 PropiedadesNini CortesNessuna valutazione finora
- Soldadura de Hierro ColadoDocumento10 pagineSoldadura de Hierro ColadoclnNessuna valutazione finora
- Din 1681-GS 60Documento9 pagineDin 1681-GS 60Vishnu AgawaneNessuna valutazione finora
- SS 304Documento4 pagineSS 304Imtinan Mohsin100% (1)
- Preheat Ions For A 514 Grade B MaterialDocumento2 paginePreheat Ions For A 514 Grade B Materialjrod64Nessuna valutazione finora
- Saben Silver Steel 1.2210: C Si MN CR Mo W V CoDocumento1 paginaSaben Silver Steel 1.2210: C Si MN CR Mo W V CoBernice JohnsonNessuna valutazione finora
- Grade AssabDocumento3 pagineGrade AssabAshishNessuna valutazione finora
- Technical Data: ApplicationsDocumento3 pagineTechnical Data: ApplicationssushmaxNessuna valutazione finora
- AISI 1024 Steel, 1024 Stainless Steel, 1024 Alloy Structural SteelDocumento2 pagineAISI 1024 Steel, 1024 Stainless Steel, 1024 Alloy Structural SteelDhileepan Kumarasamy67% (3)
- Alumec PDFDocumento7 pagineAlumec PDFetamil87Nessuna valutazione finora
- Welding Cast IronDocumento10 pagineWelding Cast IronRoberto CordovaNessuna valutazione finora
- Free Machining Steel BrochureDocumento4 pagineFree Machining Steel BrochureKunal PandeyNessuna valutazione finora
- AK Hot Rolled Steel 062212 HSLA 60Documento6 pagineAK Hot Rolled Steel 062212 HSLA 60Alexandre Lima LopesNessuna valutazione finora
- Anchor Rods: ManufacturingDocumento22 pagineAnchor Rods: Manufacturingjacopap100% (1)
- Asm Alloy Digest SampleDocumento2 pagineAsm Alloy Digest SampleSteve OoiNessuna valutazione finora
- Trelleborg Bollard GuideDocumento9 pagineTrelleborg Bollard Guidenmh43Nessuna valutazione finora
- Application - Cast Iron RepairDocumento16 pagineApplication - Cast Iron RepairAnonymous L0ChmPGNessuna valutazione finora
- ST Lawrence Ultra-MetDocumento6 pagineST Lawrence Ultra-Metmpcd07Nessuna valutazione finora
- Cutting Edge BrochureDocumento2 pagineCutting Edge BrochureKen SmithNessuna valutazione finora
- 014 ToolsteelDocumento36 pagine014 ToolsteelSamrat SinghNessuna valutazione finora
- Dura Bar Machining GuideDocumento4 pagineDura Bar Machining GuidericassterNessuna valutazione finora
- Stainless Steel Structure Design HandbookDocumento20 pagineStainless Steel Structure Design Handbookgnino2Nessuna valutazione finora
- Stainless SteelDocumento6 pagineStainless SteelNiko NištićNessuna valutazione finora
- WC 6000Documento3 pagineWC 6000Sameer KhanNessuna valutazione finora
- Assab TableDocumento8 pagineAssab TableIhfan MohdNessuna valutazione finora
- AR235 Product Data Sheet 2012 04 01Documento2 pagineAR235 Product Data Sheet 2012 04 01Baihaki StNessuna valutazione finora
- ASSAB Tool Steel Performance Comparison ChartDocumento1 paginaASSAB Tool Steel Performance Comparison ChartNugroho Faris Sudrajat100% (2)
- Pro Dec PlateDocumento9 paginePro Dec PlateAbe VoigNessuna valutazione finora
- High Speed Steel PDFDocumento1 paginaHigh Speed Steel PDFYogesh PatelNessuna valutazione finora
- Duplex Stainless SteelDocumento24 pagineDuplex Stainless SteeljeffreymacaseroNessuna valutazione finora
- 25CR20NIDocumento2 pagine25CR20NIShariq KhanNessuna valutazione finora
- A514 Grade S Brochure 06-25-08Documento2 pagineA514 Grade S Brochure 06-25-08anjangandak2932Nessuna valutazione finora
- Guide To Selection: Hot Rolled Carbon Steel BarsDocumento4 pagineGuide To Selection: Hot Rolled Carbon Steel BarsJess OrtonNessuna valutazione finora
- Stainless Steel Grade 304 (UNS S30400)Documento4 pagineStainless Steel Grade 304 (UNS S30400)105034412Nessuna valutazione finora
- PB Alumec EnglishDocumento12 paginePB Alumec EnglishByron RodriguezNessuna valutazione finora
- 65 45 12 Ductile IronDocumento2 pagine65 45 12 Ductile IronD_D_76100% (1)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantDa EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantValutazione: 3.5 su 5 stelle3.5/5 (3)
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopDa EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopValutazione: 4.5 su 5 stelle4.5/5 (2)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyDa EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNessuna valutazione finora
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkDa EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNessuna valutazione finora
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersDa EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersValutazione: 3.5 su 5 stelle3.5/5 (2)
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesDa EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesValutazione: 4 su 5 stelle4/5 (1)
- Data Chart For Threads by MARYLANDDocumento71 pagineData Chart For Threads by MARYLANDN.Palaniappan100% (6)
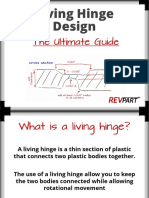
- Living Hinge Design: The Ultimate GuideDocumento18 pagineLiving Hinge Design: The Ultimate GuidesansagithNessuna valutazione finora
- Calculation of Plate ThicknessDocumento2 pagineCalculation of Plate ThicknesssansagithNessuna valutazione finora
- Vacuum Metalized Surfaces: Figure M5.6.1: Setup For Vacuum Evaporation Physical Vapour DepositionDocumento6 pagineVacuum Metalized Surfaces: Figure M5.6.1: Setup For Vacuum Evaporation Physical Vapour DepositionsansagithNessuna valutazione finora
- Layout Approval 2016 17Documento3 pagineLayout Approval 2016 17sansagithNessuna valutazione finora
- AB Steel For Moulds EngDocumento28 pagineAB Steel For Moulds EngsansagithNessuna valutazione finora
- Parts Produced by Planning, Shaping and Slotting: Process DescriptionDocumento7 pagineParts Produced by Planning, Shaping and Slotting: Process DescriptionsansagithNessuna valutazione finora
- Injection Molding Designguide 0914 PDFDocumento11 pagineInjection Molding Designguide 0914 PDFsansagithNessuna valutazione finora
- 3403 PDFDocumento17 pagine3403 PDFsansagithNessuna valutazione finora
- Mold Flow Insight TrainingDocumento1 paginaMold Flow Insight TrainingsansagithNessuna valutazione finora
- Junior Tech Fest - 2015: Dr. K. Kadir VeluDocumento1 paginaJunior Tech Fest - 2015: Dr. K. Kadir VelusansagithNessuna valutazione finora
- QMC001 01 GBDocumento16 pagineQMC001 01 GBsansagithNessuna valutazione finora
- Welding 200708Documento17 pagineWelding 200708sansagithNessuna valutazione finora
- D1300 Internal Circlips - Circlips For Bores - DIN 472: Manufacturer's ChoiceDocumento5 pagineD1300 Internal Circlips - Circlips For Bores - DIN 472: Manufacturer's Choicerb andhaleNessuna valutazione finora
- Drill Tap ChartDocumento1 paginaDrill Tap ChartsansagithNessuna valutazione finora
- Diagonal Chart For Determining Punch Area PDFDocumento1 paginaDiagonal Chart For Determining Punch Area PDFsansagithNessuna valutazione finora
- Conversions Between Surface Measuring SystemsDocumento1 paginaConversions Between Surface Measuring SystemssansagithNessuna valutazione finora
- Technical Bulletin: Chemical Compositions of Commonly Stocked SteelsDocumento1 paginaTechnical Bulletin: Chemical Compositions of Commonly Stocked SteelssansagithNessuna valutazione finora
- 4 TH Semester Practical Mark Sheet BATCH-PMT/H/2011Documento15 pagine4 TH Semester Practical Mark Sheet BATCH-PMT/H/2011sansagithNessuna valutazione finora
- Specification FOR 53gradeordinaryportlandcement: Indian StandardDocumento20 pagineSpecification FOR 53gradeordinaryportlandcement: Indian StandardVivekChaudharyNessuna valutazione finora
- Is - 1862 - 1981Documento5 pagineIs - 1862 - 1981kumar QANessuna valutazione finora
- Cast Bullet Alloys & Alloy MaintenanceDocumento15 pagineCast Bullet Alloys & Alloy MaintenanceagabattiNessuna valutazione finora
- Basic Calculations PDFDocumento1 paginaBasic Calculations PDFSanthosh Kumar100% (1)
- ASTM A723 A723M Standard Specification For Alloy Forgings For High-Strength Pressure Component Application PDFDocumento4 pagineASTM A723 A723M Standard Specification For Alloy Forgings For High-Strength Pressure Component Application PDFmitchialiNessuna valutazione finora
- Steel Slag in ConcreteDocumento4 pagineSteel Slag in ConcreteGreissy Margory Reynaga CalderonNessuna valutazione finora
- MB Hospital Construction Nov08Documento8 pagineMB Hospital Construction Nov08Rao MadepalliNessuna valutazione finora
- D 517 - 98 Rduxny05oaDocumento3 pagineD 517 - 98 Rduxny05oael kevinsio el kevinsoNessuna valutazione finora
- Stress AnalysisDocumento60 pagineStress AnalysisTejas DesaiNessuna valutazione finora
- 1-Internal Heat GainDocumento15 pagine1-Internal Heat GainWunNa100% (1)
- Tips For Defect Free Injection MoldingDocumento33 pagineTips For Defect Free Injection MoldingjaonnNessuna valutazione finora
- Renzo PianoDocumento19 pagineRenzo PianoRohit AroraNessuna valutazione finora
- Glo Sikacontrol Aer 200 PDocumento4 pagineGlo Sikacontrol Aer 200 PKing MKNessuna valutazione finora
- Flow of Real FluidDocumento52 pagineFlow of Real FluidADIL BAHNessuna valutazione finora
- Coriolis Flow MeterDocumento4 pagineCoriolis Flow MeterIsares PodkohNessuna valutazione finora
- Short AnswerDocumento10 pagineShort AnswerNarendra Singh Shekhawat100% (1)
- Wrapping Coating Application SequenceDocumento2 pagineWrapping Coating Application SequencesenthilkumarNessuna valutazione finora
- (Schulz, 2001) : (Söhn-01bDocumento4 pagine(Schulz, 2001) : (Söhn-01bsyed_amir_iqbalNessuna valutazione finora
- Start Up System and Seperator Logics - 660MW (DHI Make) BoilerDocumento44 pagineStart Up System and Seperator Logics - 660MW (DHI Make) BoilerHemendra VermaNessuna valutazione finora
- Lecture-10 Analysis and Design of Flate Plates and Flat SlabsDocumento64 pagineLecture-10 Analysis and Design of Flate Plates and Flat Slabskamra khanNessuna valutazione finora
- One-Way Joist SlabDocumento11 pagineOne-Way Joist SlabGui Per100% (1)
- Constants and Reminders: 1 KW Is 3412 Btu/hr. 1 FT Is 30.48 CMDocumento8 pagineConstants and Reminders: 1 KW Is 3412 Btu/hr. 1 FT Is 30.48 CMyaprak döner0% (1)
- Types of Structural FormsDocumento21 pagineTypes of Structural FormsCorwyn Byrne88% (8)
- Ceramic Microsphere - G-SeriesDocumento2 pagineCeramic Microsphere - G-Seriessriatul2006Nessuna valutazione finora
- Refinery Furnace DesignDocumento27 pagineRefinery Furnace DesignGuillermoNessuna valutazione finora
- Stress CorrosionDocumento13 pagineStress CorrosionAbhinav GuptaNessuna valutazione finora
- Bucyrus Welding EcommendationsDocumento108 pagineBucyrus Welding Ecommendationsvarthot100% (3)
- Putalibazar-10 Ward OfficeDocumento18 paginePutalibazar-10 Ward OfficeRam Prasad AwasthiNessuna valutazione finora
- ICC ES Sika Anchorfix 3001Documento29 pagineICC ES Sika Anchorfix 3001Duban Alexis OspinaNessuna valutazione finora
- Base Plate & Anchor Bolt - BP1Documento20 pagineBase Plate & Anchor Bolt - BP1munishant1Nessuna valutazione finora