Potrebbero piacerti anche
- Principio de Funcionamiento de La Energía GeotérmicaDocumento38 paginePrincipio de Funcionamiento de La Energía GeotérmicaEsau Sibaja Gonzalez67% (3)
- Simetria AxialDocumento8 pagineSimetria AxialEsau Sibaja GonzalezNessuna valutazione finora
- 1.5 Ley de GaussDocumento8 pagine1.5 Ley de GaussEsau Sibaja GonzalezNessuna valutazione finora
- Materias 5 SemestreDocumento14 pagineMaterias 5 SemestreEsau Sibaja GonzalezNessuna valutazione finora
- PRUEBA DE VARIACIONES PORCENTUALES 8°basico 2019Documento2 paginePRUEBA DE VARIACIONES PORCENTUALES 8°basico 2019Karina Cortés Palma75% (4)
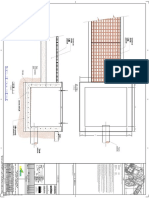
- Ecp Uor 19028 Gor Id01 0 Civ PL 028 - V01Documento1 paginaEcp Uor 19028 Gor Id01 0 Civ PL 028 - V01Joaquin Fernando Galindo RozoNessuna valutazione finora
- Recibo CfeDocumento2 pagineRecibo CfePedro Daniel AcevesNessuna valutazione finora
- Proyectos de Inversión Conceptos BásicosDocumento19 pagineProyectos de Inversión Conceptos BásicosCuenta Internet GratisNessuna valutazione finora
- Cuadro Foda AmenazasDocumento14 pagineCuadro Foda Amenazasalexandra ninatanta aldanaNessuna valutazione finora
- PSU Historia DEMRE Democracia y DesarrolloDocumento34 paginePSU Historia DEMRE Democracia y DesarrolloMiguel Angel Toledo AcevedoNessuna valutazione finora
- Antecedentes Del Cacao y Chocolate e InformacionDocumento3 pagineAntecedentes Del Cacao y Chocolate e InformacionmisheleNessuna valutazione finora
- Laura Catalina Lozano SernaDocumento10 pagineLaura Catalina Lozano SernaLaura CatalinaNessuna valutazione finora
- Subcontratación ClacsoDocumento420 pagineSubcontratación ClacsoEdgar Belmont100% (1)
- Incidencia de Las Tasas de Cambio en La Fijacion de PreciosDocumento11 pagineIncidencia de Las Tasas de Cambio en La Fijacion de Preciossandra_0527Nessuna valutazione finora
- La Evolución Del Pensamiento Administrativo y Su ImportanciaDocumento5 pagineLa Evolución Del Pensamiento Administrativo y Su ImportanciaAndres MartínezNessuna valutazione finora
- Procedimiento de Residuos SolidosDocumento7 pagineProcedimiento de Residuos Solidosgomezgamf100% (1)
- Hoja de Trabajo-FuncionesDocumento3 pagineHoja de Trabajo-FuncionesDiego AlvarezNessuna valutazione finora
- Business LawDocumento1 paginaBusiness LawVale Villegas PérezNessuna valutazione finora
- 2.3.2 Políticas y ProcedimientosDocumento8 pagine2.3.2 Políticas y ProcedimientosErika Elizabeth100% (1)
- Actividad 7. Ensayo Economia ColombianaDocumento5 pagineActividad 7. Ensayo Economia ColombianaAnny Carolina BorjaNessuna valutazione finora
- Guia de DiagnosticoDocumento6 pagineGuia de DiagnosticoJaime AlvarezNessuna valutazione finora
- Agitadores Industriales A Medida Verticales Horizontales FLUIDMIXDocumento12 pagineAgitadores Industriales A Medida Verticales Horizontales FLUIDMIXJuan Jose CayetanoNessuna valutazione finora
- Monografia TLC Peru Con EeuuDocumento13 pagineMonografia TLC Peru Con EeuuAlexis V. SanchezNessuna valutazione finora
- Actividad 11 Evidencia 6 Caso Palma BunDocumento3 pagineActividad 11 Evidencia 6 Caso Palma Bungina diaz100% (1)
- Ley 6990-Ley de Incentivos para El Desarrollo TuristicoDocumento7 pagineLey 6990-Ley de Incentivos para El Desarrollo TuristicoVictor MartinezNessuna valutazione finora
- Caminemos JuntosDocumento488 pagineCaminemos JuntosalexNessuna valutazione finora
- RetencionDocumento2 pagineRetencionYorlys MonteroNessuna valutazione finora
- Informe LocalizacionDocumento25 pagineInforme LocalizacionAnaly MCNessuna valutazione finora
- EntornoDocumento32 pagineEntornoKarenNessuna valutazione finora
- Cuestionario de EditorialDocumento6 pagineCuestionario de EditorialOdalis Elena Aguilar FloresNessuna valutazione finora
- Trabajo Practico 4Documento9 pagineTrabajo Practico 4Gustavo AguierreNessuna valutazione finora
- Normas ApaDocumento8 pagineNormas ApaLAURA CAMILA ALFONSO LOPEZNessuna valutazione finora
- Proceso de Planeación FinancieraDocumento3 pagineProceso de Planeación FinancieraDiego OssaNessuna valutazione finora
- Redes UrbanasDocumento10 pagineRedes UrbanasShirley Guzman RondanNessuna valutazione finora