Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- New UTDocumento17 pagineNew UTNayan VyasNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- E1135 PDF - 2Documento5 pagineE1135 PDF - 2Nayan VyasNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- New UTDocumento17 pagineNew UTNayan VyasNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
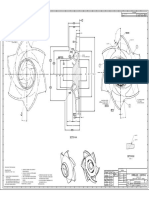
- 11 4 15 Cast PackageDocumento26 pagine11 4 15 Cast PackageNayan VyasNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Ac7114-1 Rev H Audit Criteria For Nondestructive Testing Facility Penetrant Survey-1Documento33 pagineAc7114-1 Rev H Audit Criteria For Nondestructive Testing Facility Penetrant Survey-1Nayan VyasNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- E 1219 Method CDocumento6 pagineE 1219 Method CNayan Vyas100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- ASTM E 125 - 63 (Reapproved 03) PDFDocumento3 pagineASTM E 125 - 63 (Reapproved 03) PDFseulementanonymeNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Mild Steel Welding ElectrodesDocumento10 pagineMild Steel Welding ElectrodesNayan VyasNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- TPG-AC7114 - Audit Criteria For Nondestructive Testing (NDT) Suppliers Accreditation ProgramDocumento37 pagineTPG-AC7114 - Audit Criteria For Nondestructive Testing (NDT) Suppliers Accreditation ProgramNayan VyasNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- TPG-AC7114 - Audit Criteria For Nondestructive Testing (NDT) Suppliers Accreditation ProgramDocumento37 pagineTPG-AC7114 - Audit Criteria For Nondestructive Testing (NDT) Suppliers Accreditation ProgramNayan VyasNessuna valutazione finora
- Ultrasonics Demo PDocumento315 pagineUltrasonics Demo PNayan VyasNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- 3001 Rev.0 - Liquid Penetrant Testing Level 1 & 2 Combined - Note BookDocumento57 pagine3001 Rev.0 - Liquid Penetrant Testing Level 1 & 2 Combined - Note BookNayan Vyas100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Disclosure To Promote The Right To InformationDocumento18 pagineDisclosure To Promote The Right To InformationNayan VyasNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- 2001 Rev.0 - Magnetic Particle Testing Level 1 & 2 Combined - Note BookDocumento70 pagine2001 Rev.0 - Magnetic Particle Testing Level 1 & 2 Combined - Note BookNayan VyasNessuna valutazione finora
- 1002 Rev.0 - Product Technology - Note BookDocumento100 pagine1002 Rev.0 - Product Technology - Note BookNayan VyasNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- INDTT 2014training ProgrammeDocumento6 pagineINDTT 2014training ProgrammeNayan VyasNessuna valutazione finora
- Purchase Order OriginalDocumento3 paginePurchase Order OriginalNayan VyasNessuna valutazione finora
- Ams 2175Documento21 pagineAms 2175vasek28100% (4)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Sr. No. Diploma Passing Branch Degree Eligible Course Name of Institute Board TotalDocumento19 pagineSr. No. Diploma Passing Branch Degree Eligible Course Name of Institute Board TotalNayan VyasNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Analysis of Miss Call Issue V2 0Documento8 pagineAnalysis of Miss Call Issue V2 0Armaghan AhmadNessuna valutazione finora
- 1-Host Interface Manual Version 1.1Documento13 pagine1-Host Interface Manual Version 1.1Jahongir RaimbekovNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- JNCIE-SP Tech Lab v1.1Documento509 pagineJNCIE-SP Tech Lab v1.1leehsiehyang100% (3)
- New MRB Report Notification - Scheduled-Maintenance-Seminar - Part3Documento40 pagineNew MRB Report Notification - Scheduled-Maintenance-Seminar - Part3Gyogi MitsutaNessuna valutazione finora
- IEEE STD 522-2004 IEEE Guide For Testing Turn Insulation of Form-Wound Stator Coils For Alternating-Current Electric MachinesDocumento26 pagineIEEE STD 522-2004 IEEE Guide For Testing Turn Insulation of Form-Wound Stator Coils For Alternating-Current Electric MachinesBraulio VillaNessuna valutazione finora
- Renault Airbag PinoutsDocumento11 pagineRenault Airbag PinoutsATMMOBILIS100% (3)
- TRKD API Developer's GuideDocumento867 pagineTRKD API Developer's GuideRaja Alagarsamy0% (1)
- An Introduction To Ipsec: Bezawada Bruhadeshwar, International Institute of Information Technology, HyderabadDocumento40 pagineAn Introduction To Ipsec: Bezawada Bruhadeshwar, International Institute of Information Technology, Hyderabadkhalid_saeed1025867Nessuna valutazione finora
- Home Language Contact Help CatalogDocumento19 pagineHome Language Contact Help CatalogclaytoncageNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Manual - iGO Primo 2.0Documento134 pagineManual - iGO Primo 2.0emersonsfcNessuna valutazione finora
- Kia Rio - BDDocumento85 pagineKia Rio - BDkusanagishanNessuna valutazione finora
- NC Trainer MitsubishiDocumento2 pagineNC Trainer MitsubishialfinmustafidaNessuna valutazione finora
- Inlocuire Dist k4m PDFDocumento7 pagineInlocuire Dist k4m PDFMugur AchiteiNessuna valutazione finora
- TM 9-2320-338-10Documento1.120 pagineTM 9-2320-338-10Advocate100% (2)
- RCS PNM E00 20151124Documento23 pagineRCS PNM E00 20151124Cuong TranNessuna valutazione finora
- 54 States of Usa and Their Telephone CodesDocumento3 pagine54 States of Usa and Their Telephone CodesMuhammad TalhaNessuna valutazione finora
- Oam 101430 bp04 DocDocumento44 pagineOam 101430 bp04 DocAshok ThiyagarajanNessuna valutazione finora
- Innovations in EducationDocumento120 pagineInnovations in EducationhurshawkNessuna valutazione finora
- FactoryTalk Batch - User Guide PDFDocumento820 pagineFactoryTalk Batch - User Guide PDFVÕ QUỐC HIỆUNessuna valutazione finora
- Aps 31253 CDL 20Documento7 pagineAps 31253 CDL 20M H Khan RonyNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Radio Frequency Engineering - GSM and WCDMA Single Site Verification SSV PDFDocumento8 pagineRadio Frequency Engineering - GSM and WCDMA Single Site Verification SSV PDFmusabNessuna valutazione finora
- Truck Adblue Emulator For Mercedez Benz User ManualDocumento5 pagineTruck Adblue Emulator For Mercedez Benz User ManualMuhamedomar Jojo JojoNessuna valutazione finora
- Drill StringDocumento47 pagineDrill StringTôn Quốc ViệtNessuna valutazione finora
- Concentric-Lay-Stranded Aluminum 1350 Conductors: Standard Specification ForDocumento11 pagineConcentric-Lay-Stranded Aluminum 1350 Conductors: Standard Specification ForAlexis AguillonNessuna valutazione finora
- Guidelines For Endpoint Config2 v2Documento9 pagineGuidelines For Endpoint Config2 v2Amon SimelaneNessuna valutazione finora
- Request For Quotation (RFQ) File Services For Sourcing in Low Cost CountriesDocumento10 pagineRequest For Quotation (RFQ) File Services For Sourcing in Low Cost CountriessusCitiesNessuna valutazione finora
- Iso 11171 2020Documento15 pagineIso 11171 2020Saul GomezNessuna valutazione finora
- USP-Fume Hood 150428Documento63 pagineUSP-Fume Hood 150428Anonymous cZ0Sn4hxF100% (1)
- Configuring SLD Security RolesDocumento3 pagineConfiguring SLD Security Roleshaja5419Nessuna valutazione finora
- EI-1599 - Dirt Defence FiltersDocumento19 pagineEI-1599 - Dirt Defence FiltersfuelcombNessuna valutazione finora