Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Koc P 003Documento38 pagineKoc P 003Hari KrishnanNessuna valutazione finora
- RFQ FurnitureDocumento4 pagineRFQ FurnitureMushahid HussainNessuna valutazione finora
- 2 - SC2000 CNC System Software User's ManualDocumento64 pagine2 - SC2000 CNC System Software User's ManualJeff BanaganNessuna valutazione finora
- Updated Term Paper (5310) PDFDocumento21 pagineUpdated Term Paper (5310) PDFSourae MridhaNessuna valutazione finora
- Name of Work:Kgc - Rectification of Damaged Steel Liner Portion Inside The 51 Degree Pressure Shaft I of Dia 4.5metre at Kadamparai Power HouseDocumento4 pagineName of Work:Kgc - Rectification of Damaged Steel Liner Portion Inside The 51 Degree Pressure Shaft I of Dia 4.5metre at Kadamparai Power HouseJagan TnNessuna valutazione finora
- Joule UK Cyclone BrochureDocumento68 pagineJoule UK Cyclone BrochureIfeanyi E-AgwuegboNessuna valutazione finora
- Icaf Aislamiento y Proteccion PersonalDocumento1 paginaIcaf Aislamiento y Proteccion PersonalMiguel Martinez GuerreroNessuna valutazione finora
- BS en 10203-1991 (1999)Documento32 pagineBS en 10203-1991 (1999)Sainath AmudaNessuna valutazione finora
- Arcelomittal - SA - Hot-Dip Galvanised Cold Rolled and Hot Rolled Steel SubstrateDocumento10 pagineArcelomittal - SA - Hot-Dip Galvanised Cold Rolled and Hot Rolled Steel SubstrateHen8Nessuna valutazione finora
- Specification For General Requirements For Wrought Copper and Copper-Alloy Plate, Sheet, Strip, and Rolled BarDocumento16 pagineSpecification For General Requirements For Wrought Copper and Copper-Alloy Plate, Sheet, Strip, and Rolled BarJolettitoNessuna valutazione finora
- Lecture-14 Sheet Metal Forming ProcessesDocumento34 pagineLecture-14 Sheet Metal Forming ProcessesDida KhalingNessuna valutazione finora
- Building Technology 4 Specifications Writing and Quantity SurveyingDocumento5 pagineBuilding Technology 4 Specifications Writing and Quantity SurveyingShaina Marie CabreraNessuna valutazione finora
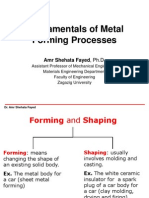
- Metal Forming 1Documento23 pagineMetal Forming 1Álvaro ArangoNessuna valutazione finora
- Product Data: Redux HP655Documento6 pagineProduct Data: Redux HP655ja_mufc_scribdNessuna valutazione finora
- Process Chart: Distance - Time Symbol ExplanationDocumento5 pagineProcess Chart: Distance - Time Symbol ExplanationDEEPAK YNessuna valutazione finora
- Boeing BMS (Boeing Material Specification)Documento7 pagineBoeing BMS (Boeing Material Specification)vic_ar_cla_ma100% (9)
- BS en 286-3Documento58 pagineBS en 286-3wi100% (4)
- Bend Deduction PDFDocumento4 pagineBend Deduction PDFsunilbholNessuna valutazione finora
- Ijapie 2017 02 220Documento7 pagineIjapie 2017 02 220Rui MatiasNessuna valutazione finora
- Product Manual Edition 6Documento288 pagineProduct Manual Edition 6Ganesh KumarNessuna valutazione finora
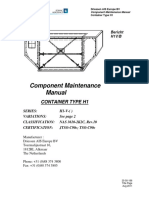
- Component Maintenance Manual: Container Type H1Documento73 pagineComponent Maintenance Manual: Container Type H1John CenaNessuna valutazione finora
- Sheet Metal Guide (Mate)Documento72 pagineSheet Metal Guide (Mate)aushad3m100% (5)
- MR Sultan Ethiopia Feb 24 Offer For 100 Bales Per Day Cotton Ginning & Pressing PlantDocumento11 pagineMR Sultan Ethiopia Feb 24 Offer For 100 Bales Per Day Cotton Ginning & Pressing Plantsultannesru2030Nessuna valutazione finora
- Vietnam Manufacturing Supporting Industry Yearbook 2014 2015Documento211 pagineVietnam Manufacturing Supporting Industry Yearbook 2014 2015Pike Andrew100% (1)
- PNS 1990 2004 Hot-Dip Zinc-Coated Carbon Steel SheetsDocumento23 paginePNS 1990 2004 Hot-Dip Zinc-Coated Carbon Steel SheetsStandpro Testing CenterNessuna valutazione finora
- Company ProfileDocumento11 pagineCompany ProfileVishnu DuttaNessuna valutazione finora
- Manufacturing of Steel Windows & Doors.Documento51 pagineManufacturing of Steel Windows & Doors.nagateja100% (1)
- Hydraulic Valve Spring CompressorDocumento39 pagineHydraulic Valve Spring CompressorJimboy S. Lara86% (7)