Potrebbero piacerti anche
- 2016 Liturgical Calendar: Liturgy OfficeDocumento8 pagine2016 Liturgical Calendar: Liturgy Officeibnu.asad984Nessuna valutazione finora
- 2016 Liturgical Calendar: Liturgy OfficeDocumento8 pagine2016 Liturgical Calendar: Liturgy Officeibnu.asad984Nessuna valutazione finora
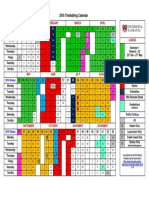
- 2016 Timetabling CalendarDocumento1 pagina2016 Timetabling Calendaribnu.asad984Nessuna valutazione finora
- Recomm2015 2016Documento2 pagineRecomm2015 2016ibnu.asad984Nessuna valutazione finora
- School Calendar: Queensland State SchoolsDocumento1 paginaSchool Calendar: Queensland State Schoolsibnu.asad984Nessuna valutazione finora
- February 2016: Sun Mon Tue Wed Thu Fri SatDocumento1 paginaFebruary 2016: Sun Mon Tue Wed Thu Fri SatWilly ChandraNessuna valutazione finora
- 2016 Monthly CalendarDocumento12 pagine2016 Monthly Calendaribnu.asad984Nessuna valutazione finora
- 2016 Training Materials CatalogDocumento24 pagine2016 Training Materials Catalogibnu.asad984Nessuna valutazione finora
- WeldingDocumento4 pagineWeldingibnu.asad984Nessuna valutazione finora
- 13 BridgeDocumento25 pagine13 Bridgeibnu.asad984Nessuna valutazione finora
- Welded Excutive SummDocumento36 pagineWelded Excutive Summibnu.asad984Nessuna valutazione finora
- Welding Application Spring 2016Documento10 pagineWelding Application Spring 2016ibnu.asad984Nessuna valutazione finora
- Fab-Welding Supervisors and Inspector Dates and InformationDocumento2 pagineFab-Welding Supervisors and Inspector Dates and Informationibnu.asad984Nessuna valutazione finora
- 1221 Hot Gas and Extrusion Welding Jan 2016Documento2 pagine1221 Hot Gas and Extrusion Welding Jan 2016ibnu.asad984Nessuna valutazione finora
- WeldDocumento2 pagineWeldibnu.asad984Nessuna valutazione finora
- Appendix C - Welding Specification For Fabrication of Piping SystemsDocumento33 pagineAppendix C - Welding Specification For Fabrication of Piping Systemsibnu.asad9840% (1)
- p24 Course Description Welding Technology Courseplan 2016Documento3 paginep24 Course Description Welding Technology Courseplan 2016ibnu.asad984Nessuna valutazione finora
- MC2034 Weld Rods - v4Documento2 pagineMC2034 Weld Rods - v4ibnu.asad984Nessuna valutazione finora
- 16 17 Dept Flow Charts v2 0Documento17 pagine16 17 Dept Flow Charts v2 0ibnu.asad984Nessuna valutazione finora
- MC2034 Weld Rods - v4Documento2 pagineMC2034 Weld Rods - v4ibnu.asad984Nessuna valutazione finora
- Highly Competitive Programs Chart 2015-2016Documento3 pagineHighly Competitive Programs Chart 2015-2016ibnu.asad984Nessuna valutazione finora
- 2015 Programs Book List PricesDocumento13 pagine2015 Programs Book List Pricesibnu.asad984Nessuna valutazione finora
- Tws School CatalogDocumento76 pagineTws School Catalogibnu.asad984Nessuna valutazione finora
- FIEA Events 2016 One Page FlyerDocumento1 paginaFIEA Events 2016 One Page Flyeribnu.asad984Nessuna valutazione finora
- Gs 16 1 Distributed Ledger TechnologyDocumento88 pagineGs 16 1 Distributed Ledger Technologyibnu.asad984Nessuna valutazione finora
- Competitive Programs For CanadaDocumento41 pagineCompetitive Programs For Canadaferoz_bilalNessuna valutazione finora
- CCC 2015 2016 Fee ChartDocumento5 pagineCCC 2015 2016 Fee Chartibnu.asad984Nessuna valutazione finora
- AWS Weld Symbol ChartDocumento1 paginaAWS Weld Symbol ChartExsan OthmanNessuna valutazione finora
- New Technologies 112515Documento29 pagineNew Technologies 112515ibnu.asad984Nessuna valutazione finora
- h2020 wp1617 Fet - enDocumento41 pagineh2020 wp1617 Fet - enibnu.asad984Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Plumbing FixturesDocumento58 paginePlumbing Fixturessarah jane loma100% (1)
- Welding Processes Part 2Documento64 pagineWelding Processes Part 2Asad Bin Ala QatariNessuna valutazione finora
- Material Science & MetallurgyDocumento2 pagineMaterial Science & Metallurgysameer_m_daniNessuna valutazione finora
- Anodeless Meter RisersDocumento3 pagineAnodeless Meter RisersAdam KnottNessuna valutazione finora
- Rigid Graphite Felt Thermal Insulation: Order Information:e.g. DirectionsDocumento2 pagineRigid Graphite Felt Thermal Insulation: Order Information:e.g. DirectionsMADDI MADHAV.Nessuna valutazione finora
- Tabel Carbon, Alloy and Stainless Steel Pipes - ASME - ANSI B36 (WWW - Engineeringtoolbox.com Steel-Pipes-Dimensions-D - 43.html)Documento7 pagineTabel Carbon, Alloy and Stainless Steel Pipes - ASME - ANSI B36 (WWW - Engineeringtoolbox.com Steel-Pipes-Dimensions-D - 43.html)yusak santosoNessuna valutazione finora
- 10.forged Fittings SlokDocumento30 pagine10.forged Fittings Slokcenter steel110Nessuna valutazione finora
- Bayou Concrete Weight Coating PDFDocumento2 pagineBayou Concrete Weight Coating PDFTinuoye Folusho OmotayoNessuna valutazione finora
- Skolan CatalogDocumento14 pagineSkolan CataloguaeradsNessuna valutazione finora
- CFFC STD CompletoDocumento31 pagineCFFC STD CompletolcandoNessuna valutazione finora
- Dievar D20140715 PDFDocumento16 pagineDievar D20140715 PDFRizal IephoNessuna valutazione finora
- Case Studies Catalogue: Lik HungDocumento22 pagineCase Studies Catalogue: Lik HungE DaeNessuna valutazione finora
- Concrete FormworkDocumento43 pagineConcrete Formworkyrdgcgf5664100% (4)
- Fishing Boat ProjectDocumento7 pagineFishing Boat ProjectStephen DuamorNessuna valutazione finora
- Positive Material Identification Report: PMI - Just in CaseDocumento1 paginaPositive Material Identification Report: PMI - Just in CaseJuan CarlosNessuna valutazione finora
- Kaabsan Price ListDocumento1 paginaKaabsan Price Listdenis yatichNessuna valutazione finora
- Novacast: Stainless Steel Sa - 351 Cf8MDocumento1 paginaNovacast: Stainless Steel Sa - 351 Cf8Mdillipsh123Nessuna valutazione finora
- W Stacbond Metallic Colors STB TMC 102Documento2 pagineW Stacbond Metallic Colors STB TMC 102Reona VulpeNessuna valutazione finora
- Advantages of Steel As A Structural MaterialDocumento3 pagineAdvantages of Steel As A Structural MaterialIrfan MunirNessuna valutazione finora
- Dr. Fixit Pidicrete URP 171 1 PDFDocumento4 pagineDr. Fixit Pidicrete URP 171 1 PDFManish Khaling RaiNessuna valutazione finora
- DOWSIL™ 737 Neutral Cure Sealant Clear: FeaturesDocumento2 pagineDOWSIL™ 737 Neutral Cure Sealant Clear: FeaturesVíctor FaucheretNessuna valutazione finora
- Munro c301Documento8 pagineMunro c301m4x4rtNessuna valutazione finora
- EIM G12 Module 7 Q1Documento19 pagineEIM G12 Module 7 Q1KAGIG TVNessuna valutazione finora
- Structural Steel Bills of QuantitiesDocumento2 pagineStructural Steel Bills of QuantitiesSitche ZisoNessuna valutazione finora
- Header LateralsDocumento2 pagineHeader LateralsRuvi MuhammadNessuna valutazione finora
- 11 Lecture 11 - Beam - Design - ExamplesDocumento65 pagine11 Lecture 11 - Beam - Design - ExamplesManoj SharmaNessuna valutazione finora
- Material Manpower Equipment CostDocumento220 pagineMaterial Manpower Equipment CostMJ100% (3)
- Irc107 2013Documento24 pagineIrc107 2013rahulNessuna valutazione finora
- 4 Effect of Drying Methods and Sand Additiveon Shrinkage Cracks of An Expansive Soil PDFDocumento13 pagine4 Effect of Drying Methods and Sand Additiveon Shrinkage Cracks of An Expansive Soil PDFYousif MawloodNessuna valutazione finora
- Provision of Special Confining Reinforcement in FootingDocumento1 paginaProvision of Special Confining Reinforcement in FootingSS INFRAZONENessuna valutazione finora