Potrebbero piacerti anche
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheDa EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheValutazione: 4.5 su 5 stelle4.5/5 (2)
- Cylindrical Grinding MachineDocumento15 pagineCylindrical Grinding MachinerajanNessuna valutazione finora
- Centerless-Ground Parts PDFDocumento9 pagineCenterless-Ground Parts PDFrrameshsmitNessuna valutazione finora
- Grinding MachinesDocumento44 pagineGrinding MachinesPrashant Rao MeshramNessuna valutazione finora
- Finishing Operations Lec 4Documento27 pagineFinishing Operations Lec 4AnnieMalik100% (1)
- 01 ASME Thrufeed CenterlessDocumento6 pagine01 ASME Thrufeed CenterlessSachin AherNessuna valutazione finora
- A Grinding SystemDocumento29 pagineA Grinding Systemhal_nasik_planning5657100% (2)
- Lathe-1Documento26 pagineLathe-1Meer Umar100% (2)
- BME Lecture 5 ShaperDocumento6 pagineBME Lecture 5 ShaperRoop LalNessuna valutazione finora
- Resharpening & Inspection Cutting Tools PDFDocumento10 pagineResharpening & Inspection Cutting Tools PDFHeineken Ya PraneetpongrungNessuna valutazione finora
- Manufacturing of Spur Gear: Aim of The ExperimentDocumento5 pagineManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNessuna valutazione finora
- Lathe and Capstan & TurretDocumento13 pagineLathe and Capstan & TurretNishit Parmar100% (1)
- Measuring and InspectionDocumento124 pagineMeasuring and InspectionHuron Industrial SupplyNessuna valutazione finora
- Machine Tools and Machining1Documento62 pagineMachine Tools and Machining1Faisal MaqsoodNessuna valutazione finora
- LatheDocumento63 pagineLatheRandom100% (1)
- Centerless GrindingDocumento13 pagineCenterless GrindingrealexplorerNessuna valutazione finora
- Gear Cutting AttachmentDocumento40 pagineGear Cutting AttachmentGoutham Reddy100% (1)
- A Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Documento21 pagineA Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Raj ShreeNessuna valutazione finora
- Introduction To Universal Gear ShavingDocumento48 pagineIntroduction To Universal Gear ShavingNagesh KamannaNessuna valutazione finora
- Hobs Milling Cutters Ed0Documento16 pagineHobs Milling Cutters Ed0Hari PrasadNessuna valutazione finora
- Milling MachineDocumento43 pagineMilling MachineJUAN DAVID MOSQUERA GARCIANessuna valutazione finora
- ShaperDocumento20 pagineShaperMilan SainiNessuna valutazione finora
- What-When-How: of Errors in in GearsDocumento6 pagineWhat-When-How: of Errors in in Gearsragilfanofnokia100% (1)
- Shot Blasting Is A Rapid, Environment Friendly, CostDocumento10 pagineShot Blasting Is A Rapid, Environment Friendly, CostSulfikar SalimNessuna valutazione finora
- Tail Stock of LatheDocumento7 pagineTail Stock of LatheKIÊN HOÀNG TRUNG100% (1)
- The Indexing or Dividing Head For Milling MachineDocumento4 pagineThe Indexing or Dividing Head For Milling MachineDion Adi PutraNessuna valutazione finora
- Production Technology (IV Sem)Documento24 pagineProduction Technology (IV Sem)Shubham AgrawalNessuna valutazione finora
- Manufacturing of GearsDocumento47 pagineManufacturing of GearsMuhammad UmarNessuna valutazione finora
- Unit-II-Capstan & Turret LatheDocumento101 pagineUnit-II-Capstan & Turret LatheRavichandran GNessuna valutazione finora
- Element of CNC MachinesDocumento60 pagineElement of CNC MachinesGururaj Gadad100% (3)
- Lathe AccessoriesDocumento4 pagineLathe AccessoriesBOT-X GAMING100% (1)
- Mechanics Modeling of Sheet Metal Forming-Tang, Sing C. - Pan, Jwo-Society of Automotive Engineers, Inc. (2007)Documento300 pagineMechanics Modeling of Sheet Metal Forming-Tang, Sing C. - Pan, Jwo-Society of Automotive Engineers, Inc. (2007)cerverus13Nessuna valutazione finora
- Study of Dividing HeadsDocumento10 pagineStudy of Dividing HeadsChandan SrivastavaNessuna valutazione finora
- Lathes and Lathe Machining OperationsDocumento11 pagineLathes and Lathe Machining OperationsJunayed HasanNessuna valutazione finora
- Gears & Gear Manufacturing Processes-2Documento58 pagineGears & Gear Manufacturing Processes-2Yogesh DewangNessuna valutazione finora
- Lathe WorkDocumento186 pagineLathe WorkAjay Sharma100% (1)
- B.1.1 Spur Gears With Gearwheels-10Documento34 pagineB.1.1 Spur Gears With Gearwheels-10Ganapathy Subramaniam100% (1)
- Drilling Machine: Definition, Parts, Types, and Operations (With PDFDocumento20 pagineDrilling Machine: Definition, Parts, Types, and Operations (With PDFYash GohelNessuna valutazione finora
- Maag Gear Shaper CutterDocumento3 pagineMaag Gear Shaper CutterBrandoNessuna valutazione finora
- Sheetmetal IntroDocumento48 pagineSheetmetal IntroBharat M GajeraNessuna valutazione finora
- Milling Machine (Group 7)Documento52 pagineMilling Machine (Group 7)Faisal Maqsood100% (1)
- Drilling SRM UniviersityDocumento27 pagineDrilling SRM UniviersityBhavin Desai100% (2)
- Alignment Tests On Milling Machine (Metrology)Documento6 pagineAlignment Tests On Milling Machine (Metrology)Saikrishna Nagumalli67% (3)
- Lathe Diagram With ExplanationDocumento3 pagineLathe Diagram With ExplanationEnrico959Nessuna valutazione finora
- Axes Design Basics-Apr2018Documento76 pagineAxes Design Basics-Apr2018Srinivas MurthyNessuna valutazione finora
- GearingBasic 03Documento14 pagineGearingBasic 03Jojee MarieNessuna valutazione finora
- Drilling Machine and TypesDocumento15 pagineDrilling Machine and TypesFaisNessuna valutazione finora
- Center Less Grinding Article 01-05-07 - MMSDocumento4 pagineCenter Less Grinding Article 01-05-07 - MMStiendaicaNessuna valutazione finora
- Non Chip FormingDocumento33 pagineNon Chip FormingNur AmirahNessuna valutazione finora
- What Are Bend Allowance, Bend Deduction and K-FactorDocumento11 pagineWhat Are Bend Allowance, Bend Deduction and K-Factoritsme5616Nessuna valutazione finora
- Summary-Geometrical Tolerance - I - 07-2006 - Rev ADocumento10 pagineSummary-Geometrical Tolerance - I - 07-2006 - Rev AMhs EngineerNessuna valutazione finora
- Gear Metrology - Precision Gear and Gearbox ManufacturerDocumento6 pagineGear Metrology - Precision Gear and Gearbox ManufacturerSathya DharanNessuna valutazione finora
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDocumento7 pagineLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNessuna valutazione finora
- Ch-6 Reaming, Boring, BroachingDocumento58 pagineCh-6 Reaming, Boring, BroachingVikas PotluriNessuna valutazione finora
- EPM212 - Chapter 9 Slides GD T HandoutDocumento15 pagineEPM212 - Chapter 9 Slides GD T HandoutJosephRomeraloNessuna valutazione finora
- Unit 3 Press and Press Tools: StructureDocumento14 pagineUnit 3 Press and Press Tools: StructurePranav SharmaNessuna valutazione finora
- What Is Milling MachineDocumento6 pagineWhat Is Milling MachineGlenn VergaraNessuna valutazione finora
- MP-Term Work Part - 1Documento20 pagineMP-Term Work Part - 1Dhruv DesaiNessuna valutazione finora
- Tool Post GrinderDocumento28 pagineTool Post GrinderBoopathi KalaiNessuna valutazione finora
- MM Unit 4Documento21 pagineMM Unit 4Spartan 117100% (1)
- No: UON/OP/11 Issue No: 01 Rev No: 02Documento4 pagineNo: UON/OP/11 Issue No: 01 Rev No: 02romwamaNessuna valutazione finora
- A9131o14d 1a40mgy Ato - TMP Part5Documento1 paginaA9131o14d 1a40mgy Ato - TMP Part5romwamaNessuna valutazione finora
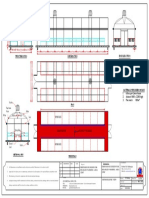
- Green House Layout-For Disabled Farmers - 2021Documento2 pagineGreen House Layout-For Disabled Farmers - 2021romwamaNessuna valutazione finora
- A9131o14d 1a40mgy Ato - TMP Part6Documento1 paginaA9131o14d 1a40mgy Ato - TMP Part6romwamaNessuna valutazione finora
- No: UON/OP/11 Issue No: 01 Rev No: 02Documento3 pagineNo: UON/OP/11 Issue No: 01 Rev No: 02romwamaNessuna valutazione finora
- A9131o14d 1a40mgy Ato - TMP Part7Documento1 paginaA9131o14d 1a40mgy Ato - TMP Part7romwamaNessuna valutazione finora
- Clutches Types 2Documento7 pagineClutches Types 2romwamaNessuna valutazione finora
- Shortlisting Summaries For Technologist Grade ABC, Ebe - Ad-2!25!21 - Applicants (23!03!2021)Documento2 pagineShortlisting Summaries For Technologist Grade ABC, Ebe - Ad-2!25!21 - Applicants (23!03!2021)romwamaNessuna valutazione finora
- Green House Layout-For Disabled Farmers 2Documento1 paginaGreen House Layout-For Disabled Farmers 2romwamaNessuna valutazione finora
- V6 Vs StraightDocumento13 pagineV6 Vs StraightromwamaNessuna valutazione finora
- Btech Past PapersDocumento5 pagineBtech Past PapersromwamaNessuna valutazione finora
- Centrifugal PumpsDocumento26 pagineCentrifugal PumpsromwamaNessuna valutazione finora
- Green House Layout - Fin 10-03-21-3Documento1 paginaGreen House Layout - Fin 10-03-21-3romwamaNessuna valutazione finora
- Transmi Ssi Onchai Ns Chai NDR I Vesandtypesofchai NsDocumento7 pagineTransmi Ssi Onchai Ns Chai NDR I Vesandtypesofchai NsromwamaNessuna valutazione finora
- Double IntegralDocumento1 paginaDouble IntegralromwamaNessuna valutazione finora
- Marksheet 20172018 F21 1 2 20 FEB116 0025Documento2 pagineMarksheet 20172018 F21 1 2 20 FEB116 0025romwamaNessuna valutazione finora
- New Doc 2018-10-05Documento1 paginaNew Doc 2018-10-05romwamaNessuna valutazione finora
- 4th Teaching TimetableDocumento2 pagine4th Teaching TimetableromwamaNessuna valutazione finora
- Ecological EconDocumento1 paginaEcological EconromwamaNessuna valutazione finora
- Gakuru Feared For His Life', Reveals Successor: Starehe Poll Loser Alleges Vote Stuffing in PetitionDocumento1 paginaGakuru Feared For His Life', Reveals Successor: Starehe Poll Loser Alleges Vote Stuffing in PetitionromwamaNessuna valutazione finora
- Conditions For RevivalDocumento1 paginaConditions For RevivalromwamaNessuna valutazione finora
- Centrifugal Pumps - Pumps - Machines - Fluid Mechanics - Engineering Reference With Worked ExamplesDocumento1 paginaCentrifugal Pumps - Pumps - Machines - Fluid Mechanics - Engineering Reference With Worked ExamplesromwamaNessuna valutazione finora
- Explanation of Pressure SensorsDocumento3 pagineExplanation of Pressure SensorsromwamaNessuna valutazione finora
- Prolific Mothers Who Literally Filled The WorldDocumento1 paginaProlific Mothers Who Literally Filled The WorldromwamaNessuna valutazione finora
- A Letter To The President PDFDocumento1 paginaA Letter To The President PDFromwamaNessuna valutazione finora
- Sol IntegralsDocumento18 pagineSol IntegralsEstefi PeñalozaNessuna valutazione finora
- Centrifugal PumpsDocumento26 pagineCentrifugal PumpsromwamaNessuna valutazione finora
- Vacancies May 2017 Description 2 PDFDocumento15 pagineVacancies May 2017 Description 2 PDFromwamaNessuna valutazione finora
- FLUID MECHANICS - Force On A Pipe ReducerDocumento1 paginaFLUID MECHANICS - Force On A Pipe ReducerromwamaNessuna valutazione finora
- Knec Technical Exam Timetable - July 2017Documento18 pagineKnec Technical Exam Timetable - July 2017romwama100% (1)
- E4 BDocumento4 pagineE4 BroyNessuna valutazione finora
- Ecodial ReportDocumento28 pagineEcodial ReportEngAhmed0% (1)
- Zoom Pet Upright: User GuideDocumento26 pagineZoom Pet Upright: User GuideUKNessuna valutazione finora
- JotamTechnologies ProfileDocumento12 pagineJotamTechnologies ProfileProjecte2Nessuna valutazione finora
- CBLM Use Hand ToolsDocumento55 pagineCBLM Use Hand ToolsJon Snow75% (12)
- FR-F700 Instruction Manual (Basic) - IB-0600176ENG-HDocumento165 pagineFR-F700 Instruction Manual (Basic) - IB-0600176ENG-Hduybac-spkhcmNessuna valutazione finora
- BS en 62305-3Documento0 pagineBS en 62305-3Petranthos100% (1)
- Rules of ThumbDocumento35 pagineRules of ThumbIbrahim Al-HammadiNessuna valutazione finora
- WA500-1 10001-UpDocumento933 pagineWA500-1 10001-UpRavinder Singh100% (5)
- Manufacturing of Soda Ash Via Solvay Process 1Documento12 pagineManufacturing of Soda Ash Via Solvay Process 1John Pan100% (1)
- (CAB 381 0.5) PDFDocumento2 pagine(CAB 381 0.5) PDFمحمد مقلدNessuna valutazione finora
- Ipak TrblshootDocumento150 pagineIpak TrblshootFrancisco RenteriaNessuna valutazione finora
- Hempel's Silicone Aluminium 56914: Product Characteristics Product DataDocumento3 pagineHempel's Silicone Aluminium 56914: Product Characteristics Product Dataehsan hatami100% (1)
- BFM 3A978 4 431 54237 7 2F1Documento10 pagineBFM 3A978 4 431 54237 7 2F1irajfarji2481Nessuna valutazione finora
- Steel Making IntroductionDocumento17 pagineSteel Making IntroductionHari sadu100% (2)
- Daikin PA Catalogue Revised Low ResDocumento32 pagineDaikin PA Catalogue Revised Low ResKartik PrabhakarNessuna valutazione finora
- Sublimation Heat Press Settings - Quick Reference GuideDocumento1 paginaSublimation Heat Press Settings - Quick Reference GuidecherNessuna valutazione finora
- Flat Rack Loading Guidelines 5-28 (NCB Revised Mod 2)Documento25 pagineFlat Rack Loading Guidelines 5-28 (NCB Revised Mod 2)Shane Anderson100% (1)
- PanX Installguide RevaDocumento67 paginePanX Installguide Revaalpharepair0% (1)
- Solid Waste Management - MaloosDocumento9 pagineSolid Waste Management - MaloosEdileane Faith SebastianNessuna valutazione finora
- Bosch PCS7A5B90A Installation and Users GuideDocumento20 pagineBosch PCS7A5B90A Installation and Users Guidesam huangNessuna valutazione finora
- HeinDocumento4 pagineHeinRam BabuNessuna valutazione finora
- 1 s2.0 S0017931021011261 MainDocumento27 pagine1 s2.0 S0017931021011261 MainKuwar Ranvijay Singh (B19ME040)Nessuna valutazione finora
- 1970 Richart Et Al - Vibrations of Soils and FoundationsDocumento39 pagine1970 Richart Et Al - Vibrations of Soils and FoundationsAlejandro PlazasNessuna valutazione finora
- Uccessful Deinking Plant Commissioning and Startup: Shop TalkDocumento5 pagineUccessful Deinking Plant Commissioning and Startup: Shop TalkMuhammad SafwanNessuna valutazione finora
- Clarify: 740 Premium SeriesDocumento7 pagineClarify: 740 Premium SeriesnodyyyNessuna valutazione finora
- Maintenance and Repair of Centrifugal PumpsDocumento4 pagineMaintenance and Repair of Centrifugal Pumpsaserf251Nessuna valutazione finora
- EHC1Documento30 pagineEHC1Jagadeesan SaiNessuna valutazione finora
- Pure Air Solutions BrochureDocumento4 paginePure Air Solutions BrochurePure air solutionsNessuna valutazione finora
- 1000SR Brochure 2017 EN PDFDocumento1 pagina1000SR Brochure 2017 EN PDFmarceloaav1Nessuna valutazione finora