Potrebbero piacerti anche
- Part K MATERIALS 430 - Erstl - K - Egstl - K-CV - 2013Documento209 paginePart K MATERIALS 430 - Erstl - K - Egstl - K-CV - 2013Dave DumontNessuna valutazione finora
- 32-Ve-711 (Hydrostatic Test Procedure Piping - FT Gas) A11 PDFDocumento5 pagine32-Ve-711 (Hydrostatic Test Procedure Piping - FT Gas) A11 PDFMarlon TurnerNessuna valutazione finora
- 4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Documento8 pagine4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Randu WatangNessuna valutazione finora
- Hse Manual: Hot TappingDocumento12 pagineHse Manual: Hot TappingGary Drimie100% (1)
- Autoclave Expansion of Portland Cement: Standard Test Method ForDocumento4 pagineAutoclave Expansion of Portland Cement: Standard Test Method ForSebastián RodríguezNessuna valutazione finora
- Hydrotest Prosedure - All ProjectDocumento7 pagineHydrotest Prosedure - All ProjectRony Sevenfold SweetChild OfMine'Rezpec100% (1)
- Pneumatic TestDocumento10 paginePneumatic Testchitobarba19726762100% (3)
- Astm D113-07Documento4 pagineAstm D113-07Edwin CahuatijoNessuna valutazione finora
- 1.hydrostatic Test and Flushing (R2)Documento19 pagine1.hydrostatic Test and Flushing (R2)sethu1091100% (8)
- Section 1 General Requirements: 1.1 ScopeDocumento5 pagineSection 1 General Requirements: 1.1 ScopethanghanvicoNessuna valutazione finora
- Saep 1146Documento8 pagineSaep 1146Ronanki RaviNessuna valutazione finora
- Pressure Test ProcedureDocumento6 paginePressure Test ProcedureAppleuk SudarNessuna valutazione finora
- Engineering ProceduresDocumento23 pagineEngineering ProceduresadammzjinNessuna valutazione finora
- Shop Inspection & Test procedure-GVK-1Documento7 pagineShop Inspection & Test procedure-GVK-1Sungil ChoiNessuna valutazione finora
- FAT ProcedureDocumento7 pagineFAT ProcedureOlek TybińskiNessuna valutazione finora
- Section 2 Mechanical and Technological TestsDocumento11 pagineSection 2 Mechanical and Technological Testsramy abazaNessuna valutazione finora
- Pneumatic Testing Procedure For Mechanical EquipmentDocumento39 paginePneumatic Testing Procedure For Mechanical EquipmentCepi Sindang KamulanNessuna valutazione finora
- Method Statemant HydroDocumento8 pagineMethod Statemant Hydrojay_rajeshirkeNessuna valutazione finora
- Hydrostatic Test ProcedureDocumento3 pagineHydrostatic Test ProceduregabrielNessuna valutazione finora
- Quality Procedure For Pressure Test (Hydro) : QCP-HP110Documento9 pagineQuality Procedure For Pressure Test (Hydro) : QCP-HP110AAISATNessuna valutazione finora
- Qcs 2010 Part 8.05 Valves, Penstocks and AppurtenancesDocumento18 pagineQcs 2010 Part 8.05 Valves, Penstocks and AppurtenancesRotsapNayrbNessuna valutazione finora
- OKITP01 - PruebaPresión Rev.1Documento13 pagineOKITP01 - PruebaPresión Rev.1Hugo Fiusa AlvarezNessuna valutazione finora
- Test API RP 1111Documento2 pagineTest API RP 1111Nguyễn QuânNessuna valutazione finora
- Centrifugal Chiller TC Procedure PDFDocumento25 pagineCentrifugal Chiller TC Procedure PDFChia Woon LimNessuna valutazione finora
- Inspection of Subsea and Surface Wellhead & Christmas Tree EquipmentDocumento14 pagineInspection of Subsea and Surface Wellhead & Christmas Tree Equipmentshifa100% (1)
- US EPA Method 5Documento42 pagineUS EPA Method 5Yudha FirmansyahNessuna valutazione finora
- SPC-0804.02-96.58 Rev D2 Hydrostatic Pressure Testing of PipingDocumento23 pagineSPC-0804.02-96.58 Rev D2 Hydrostatic Pressure Testing of Pipingsdb91Nessuna valutazione finora
- D1160Documento18 pagineD1160guadalupegomezperezNessuna valutazione finora
- INSPECCIÓNDocumento4 pagineINSPECCIÓNEnd LabNessuna valutazione finora
- Hydrostatic Leak Testing Procedure: Authorized byDocumento10 pagineHydrostatic Leak Testing Procedure: Authorized byEdAlmNessuna valutazione finora
- Fluid Sealing Standards For NMEJ StandardsDocumento9 pagineFluid Sealing Standards For NMEJ Standardsamol1321Nessuna valutazione finora
- Fire Protection Test ProcedureDocumento7 pagineFire Protection Test Procedurekunalji_jainNessuna valutazione finora
- 510 Closed Exam A, Rev 9Documento21 pagine510 Closed Exam A, Rev 9Pamela Lee100% (1)
- Taping and Chilled Water Pipe InstallationDocumento13 pagineTaping and Chilled Water Pipe InstallationProject enghvacNessuna valutazione finora
- Offshore Mooring ChainDocumento33 pagineOffshore Mooring ChainNguyen ThangNessuna valutazione finora
- 13 - Exhibit D Hydro. Test. Cross Country PLDocumento12 pagine13 - Exhibit D Hydro. Test. Cross Country PLMoaatazz NouisriNessuna valutazione finora
- Hydrostatic Test Procedure R0Documento10 pagineHydrostatic Test Procedure R0mhajaraswadi2023Nessuna valutazione finora
- Bs en 10025 2Documento13 pagineBs en 10025 2Valesh MonisNessuna valutazione finora
- Hydro TestDocumento12 pagineHydro TestEndika Alfan100% (2)
- Vessel Pressure TestingDocumento3 pagineVessel Pressure Testingalokbdas100% (1)
- Ressure Test Procedure For Piping SystemDocumento5 pagineRessure Test Procedure For Piping SystemKyaw Kyaw AungNessuna valutazione finora
- Hydrostatic Test Procedure Storage TankDocumento15 pagineHydrostatic Test Procedure Storage TankYuwantoniAl75% (4)
- 510 Closed Exam A Rev 9Documento24 pagine510 Closed Exam A Rev 9tommy3021Nessuna valutazione finora
- HSE Guide For Hot Tapping Part 1-13Documento4 pagineHSE Guide For Hot Tapping Part 1-13abhisheknharanghat100% (1)
- Accord Boiler Safety Program Infopack PDFDocumento10 pagineAccord Boiler Safety Program Infopack PDFTimeNessuna valutazione finora
- NABL 106 - Specific Criteria For Fluid Flow Testing Laboratories PDFDocumento13 pagineNABL 106 - Specific Criteria For Fluid Flow Testing Laboratories PDFzilangamba_s45350% (1)
- Mechanical Running Test Procedure For Air CompressorDocumento7 pagineMechanical Running Test Procedure For Air CompressorkhozaqiNessuna valutazione finora
- Procedure Pneumatic TestDocumento4 pagineProcedure Pneumatic TestSalman Khan100% (1)
- Allegheny Bradford Corporation: Craftsmen in StainlessDocumento11 pagineAllegheny Bradford Corporation: Craftsmen in Stainlessアルビン ベネNessuna valutazione finora
- Vessel Pressure TestingDocumento3 pagineVessel Pressure TestingYetkin ErdoğanNessuna valutazione finora
- AMEC Specification For Titanium 01Documento9 pagineAMEC Specification For Titanium 01cenkturkerNessuna valutazione finora
- Commissioning of Fire SuppressionDocumento4 pagineCommissioning of Fire SuppressionNguyễn Tuấn SươngNessuna valutazione finora
- PR303 - 5+00+en - Invecchiamento BMWDocumento11 paginePR303 - 5+00+en - Invecchiamento BMWAnonymous 8Z2HZ5JP7100% (1)
- Pipe Hydrotest ProcedureDocumento3 paginePipe Hydrotest ProcedurejacquesmayolNessuna valutazione finora
- ASTM D-D113-07 Standard Test Method For Ductility of Bituminous Materials PDFDocumento4 pagineASTM D-D113-07 Standard Test Method For Ductility of Bituminous Materials PDFhenry rojasNessuna valutazione finora
- Client Approval Remarks: Rev Date Descriptions Prepared by Reviewed by Approved byDocumento7 pagineClient Approval Remarks: Rev Date Descriptions Prepared by Reviewed by Approved bySARSAN NDTNessuna valutazione finora
- How to prepare Welding Procedures for Oil & Gas PipelinesDa EverandHow to prepare Welding Procedures for Oil & Gas PipelinesValutazione: 5 su 5 stelle5/5 (1)
- Hydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ADa EverandHydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ANessuna valutazione finora
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ADa EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANessuna valutazione finora
- Pocket Guide to Preventing Process Plant Materials Mix-upsDa EverandPocket Guide to Preventing Process Plant Materials Mix-upsNessuna valutazione finora
- Power House 1Documento1 paginaPower House 1ecsuperalNessuna valutazione finora
- Power HouseDocumento1 paginaPower HouseecsuperalNessuna valutazione finora
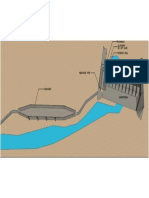
- Dam & DesanderDocumento1 paginaDam & DesanderecsuperalNessuna valutazione finora
- Hydro Sample Site PlanDocumento1 paginaHydro Sample Site PlanecsuperalNessuna valutazione finora
- Ambient Noise Level Std.Documento1 paginaAmbient Noise Level Std.ecsuperalNessuna valutazione finora
- Copper Water and Gas Tube According ASTM B 88 - Imperial UnitsDocumento3 pagineCopper Water and Gas Tube According ASTM B 88 - Imperial UnitsecsuperalNessuna valutazione finora
- Alstom HP 1103 PerformanceDocumento2 pagineAlstom HP 1103 PerformanceecsuperalNessuna valutazione finora
- BS4504 PN 16 Flange DimensionsDocumento3 pagineBS4504 PN 16 Flange DimensionsecsuperalNessuna valutazione finora
- Electrical Test Sheet: Ele/Tss/At 300 X Commissioning E 4Documento18 pagineElectrical Test Sheet: Ele/Tss/At 300 X Commissioning E 4ecsuperalNessuna valutazione finora
- Electrical Test Sheet: Standard For Combined Cycle Power PlantDocumento26 pagineElectrical Test Sheet: Standard For Combined Cycle Power PlantecsuperalNessuna valutazione finora
- 哈尔滨汽轮机厂有限责任公司指导性技术文件 Harbin Turbine Company Limited Guiding Technical DocumentDocumento18 pagine哈尔滨汽轮机厂有限责任公司指导性技术文件 Harbin Turbine Company Limited Guiding Technical DocumentecsuperalNessuna valutazione finora
- Central Philippine University College of Engineering SECOND SEMESTER S.Y. 2005-2006 Work Term ReportDocumento17 pagineCentral Philippine University College of Engineering SECOND SEMESTER S.Y. 2005-2006 Work Term ReportecsuperalNessuna valutazione finora
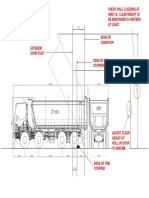
- Dump Truck IllustrationDocumento1 paginaDump Truck IllustrationecsuperalNessuna valutazione finora
- Request For Welding Procedure ApprovalDocumento18 pagineRequest For Welding Procedure Approvalecsuperal100% (1)
- Request For Welding Procedure ApprovalDocumento13 pagineRequest For Welding Procedure ApprovalecsuperalNessuna valutazione finora
- All Intervals From G For Guitar (Ear Training Exercise)Documento1 paginaAll Intervals From G For Guitar (Ear Training Exercise)dalcha100% (1)
- Chapter 11Documento53 pagineChapter 11Vijendhar ReddyNessuna valutazione finora
- The Role of Virtual Reality Simulation in Surgical Training in The Light of COVID-19 PandemicDocumento13 pagineThe Role of Virtual Reality Simulation in Surgical Training in The Light of COVID-19 PandemicIván Hernández FloresNessuna valutazione finora
- Pedestrian Safety AnalysisDocumento12 paginePedestrian Safety Analysispartha sreekarNessuna valutazione finora
- Chapter 04 Chemical EquilibriumDocumento150 pagineChapter 04 Chemical Equilibriumnoel100% (6)
- Crane Wheels-General InformationDocumento3 pagineCrane Wheels-General InformationArvind VaishNessuna valutazione finora
- Inform: Extending PhoenicsDocumento42 pagineInform: Extending PhoenicsrsigorNessuna valutazione finora
- Sri Chaitanya: KEY SheetDocumento13 pagineSri Chaitanya: KEY SheetMODALAVALASA SRIHARSHANessuna valutazione finora
- How To Read An ODBC Trace FileDocumento13 pagineHow To Read An ODBC Trace FileganeshharidasNessuna valutazione finora
- 808D ADV Commiss Man 1218 en-USDocumento480 pagine808D ADV Commiss Man 1218 en-USBaldev SinghNessuna valutazione finora
- Module 3Documento10 pagineModule 3Michael godsonNessuna valutazione finora
- Microsoft WordDocumento79 pagineMicrosoft Wordthamel_09Nessuna valutazione finora
- Digital Control SystemDocumento34 pagineDigital Control SystemLaxman Koirala100% (3)
- E Rich Burn Control System: With Stablesense™ TechnologyDocumento4 pagineE Rich Burn Control System: With Stablesense™ TechnologyYasir JamilNessuna valutazione finora
- B28 VivaDocumento27 pagineB28 VivashubhamNessuna valutazione finora
- Water Cooled Chiller Operation & Maintenance ManualDocumento13 pagineWater Cooled Chiller Operation & Maintenance ManualPaul KwongNessuna valutazione finora
- Cost Center Budget Availability Control - S - 4 HANA 1909Documento24 pagineCost Center Budget Availability Control - S - 4 HANA 1909sekhar dattaNessuna valutazione finora
- Full Test Bank For Understanding Pathophysiology 6Th Edition by Huether PDF Docx Full Chapter ChapterDocumento36 pagineFull Test Bank For Understanding Pathophysiology 6Th Edition by Huether PDF Docx Full Chapter Chapterexequycheluract6oi100% (9)
- Maths Shortcuts by DayTodayGKDocumento20 pagineMaths Shortcuts by DayTodayGKAnand KesarkarNessuna valutazione finora
- MS Word 3Documento2 pagineMS Word 3Misha RaviNessuna valutazione finora
- Omnibus Risk EstimatorDocumento6 pagineOmnibus Risk EstimatorConta do CerberusNessuna valutazione finora
- System Administration JakartaDocumento347 pagineSystem Administration JakartaLorena Castillero80% (10)
- HPLC and GC by S NarwadiyaDocumento8 pagineHPLC and GC by S Narwadiyasnarwadiya100% (2)
- JAVA NotesDocumento12 pagineJAVA NotesVarun BawaNessuna valutazione finora
- Atmos S 351 - Service ManualDocumento40 pagineAtmos S 351 - Service ManualcuetlaxochitlNessuna valutazione finora
- Register Transfer LanguageDocumento11 pagineRegister Transfer LanguageShiva IdokNessuna valutazione finora
- Purified Water Specification From European Pharmacopoeia Edition 8Documento3 paginePurified Water Specification From European Pharmacopoeia Edition 8puut100% (1)
- Sentiment AnalysisDocumento5 pagineSentiment AnalysisShruti PantNessuna valutazione finora
- WJMDocumento6 pagineWJMAldianivo Nur FaizNessuna valutazione finora
- Kou2003 PDFDocumento6 pagineKou2003 PDFGe EffgenNessuna valutazione finora