Potrebbero piacerti anche
- CANDU - 234-7 Turbine Gioverning SystemDocumento32 pagineCANDU - 234-7 Turbine Gioverning SystemGuruxyzNessuna valutazione finora
- How To Be Succe Ssfully Employed: By:-Prashant P Kulkarni Asst Engineer Thermal Power Station Bhusawal DeepnagarDocumento36 pagineHow To Be Succe Ssfully Employed: By:-Prashant P Kulkarni Asst Engineer Thermal Power Station Bhusawal Deepnagarsomay215Nessuna valutazione finora
- 210 MW LMW Turbine EmergenciesDocumento96 pagine210 MW LMW Turbine EmergenciesAshok Rasekar100% (4)
- Training Module On Turbine, Lub Oil, Gland Steam SystemDocumento228 pagineTraining Module On Turbine, Lub Oil, Gland Steam Systemdinesh7136100% (2)
- ChanakyaDocumento7 pagineChanakyasomay215Nessuna valutazione finora
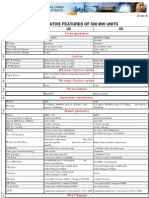
- Comparing features of 500 MW power plant units U5 and U6Documento3 pagineComparing features of 500 MW power plant units U5 and U6kaeng2k4Nessuna valutazione finora
- ChanakyaDocumento7 pagineChanakyasomay215Nessuna valutazione finora
- ChanakyaDocumento7 pagineChanakyasomay215Nessuna valutazione finora
- TSC1Documento10 pagineTSC1somay215Nessuna valutazione finora
- Ifsc Code of Icici Bank LTD - Bhusawal Maharashtra Branch, JalgaonDocumento2 pagineIfsc Code of Icici Bank LTD - Bhusawal Maharashtra Branch, Jalgaonsomay215Nessuna valutazione finora
- CHP LayoutDocumento1 paginaCHP Layoutsomay215Nessuna valutazione finora
- Reissuance Redemption Dividend Payment PDFDocumento2 pagineReissuance Redemption Dividend Payment PDFsomay215Nessuna valutazione finora
- Boilerwatercirculationpumps 131016123525 Phpapp02 PDFDocumento54 pagineBoilerwatercirculationpumps 131016123525 Phpapp02 PDFsomay215Nessuna valutazione finora
- BCW ManualDocumento55 pagineBCW Manualsomay215Nessuna valutazione finora
- Review Homework - Problems CH 3: 2, 4 Chapter 3Documento31 pagineReview Homework - Problems CH 3: 2, 4 Chapter 3hariniselvamaniNessuna valutazione finora
- Quality Circles 263Documento14 pagineQuality Circles 263Ajashra SharmaNessuna valutazione finora
- Equity Funds MarathiDocumento1 paginaEquity Funds Marathisomay215Nessuna valutazione finora
- Exploded MOM PDFDocumento1 paginaExploded MOM PDFSuseel Jai KrishnanNessuna valutazione finora
- What Is Mutual Fund-MarathiDocumento1 paginaWhat Is Mutual Fund-Marathisomay215Nessuna valutazione finora
- Group Mediclaim Policy ProspectusDocumento11 pagineGroup Mediclaim Policy ProspectusKausik DasNessuna valutazione finora
- Hero Passion Pro EbrouchureDocumento2 pagineHero Passion Pro Ebrouchuremohitsharma1986Nessuna valutazione finora
- Debt Funds - MarathiDocumento1 paginaDebt Funds - Marathisomay215Nessuna valutazione finora
- Kotak: Kotak Mutual Fund ViewDocumento2 pagineKotak: Kotak Mutual Fund ViewAbhijit DhadaNessuna valutazione finora
- VersionDocumento1 paginaVersiontiagomoyNessuna valutazione finora
- D101GGC TechProdSpecDocumento74 pagineD101GGC TechProdSpecjavirojasNessuna valutazione finora
- BPCL Outlet Locations in Rajasthan, Gujarat, Maharashtra and other statesDocumento126 pagineBPCL Outlet Locations in Rajasthan, Gujarat, Maharashtra and other statessomay21560% (10)
- BPCL Outlet Locations in Rajasthan, Gujarat, Maharashtra and other statesDocumento126 pagineBPCL Outlet Locations in Rajasthan, Gujarat, Maharashtra and other statessomay21560% (10)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Cantilever Retaining Wall AnalysisDocumento7 pagineCantilever Retaining Wall AnalysisChub BokingoNessuna valutazione finora
- Letter of Recommendation For Nicolas Hallett From Big Ten Network's Casey Peterson.Documento1 paginaLetter of Recommendation For Nicolas Hallett From Big Ten Network's Casey Peterson.Nic HallettNessuna valutazione finora
- Enhancing reliability of CRA piping welds with PAUTDocumento10 pagineEnhancing reliability of CRA piping welds with PAUTMohsin IamNessuna valutazione finora
- (Lesson 10-1) - Quality Assurance, Hemocytometry, Thoma PipetsDocumento22 pagine(Lesson 10-1) - Quality Assurance, Hemocytometry, Thoma PipetselleNessuna valutazione finora
- The Causes of Cyber Crime PDFDocumento3 pagineThe Causes of Cyber Crime PDFInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- QDA Miner 3.2 (With WordStat & Simstat)Documento6 pagineQDA Miner 3.2 (With WordStat & Simstat)ztanga7@yahoo.comNessuna valutazione finora
- Virgilio S. Delima V. Susan Mercaida Gois GR NO. 178352 - June 17, 2008 FactsDocumento6 pagineVirgilio S. Delima V. Susan Mercaida Gois GR NO. 178352 - June 17, 2008 FactsNikki BarenaNessuna valutazione finora
- Road Safety GOs & CircularsDocumento39 pagineRoad Safety GOs & CircularsVizag Roads100% (1)
- Pyramix V9.1 User Manual PDFDocumento770 paginePyramix V9.1 User Manual PDFhhyjNessuna valutazione finora
- Request Letter To EDC Used PE PipesDocumento1 paginaRequest Letter To EDC Used PE PipesBLGU Lake DanaoNessuna valutazione finora
- Illustrator CourseDocumento101 pagineIllustrator CourseGreivanNessuna valutazione finora
- Itec 3100 Student Response Lesson PlanDocumento3 pagineItec 3100 Student Response Lesson Planapi-346174835Nessuna valutazione finora
- VB 2Documento11 pagineVB 2Sudhir IkkeNessuna valutazione finora
- Courier - Capstone WebApp - Round 3 ReportDocumento23 pagineCourier - Capstone WebApp - Round 3 Reportmarmounette26Nessuna valutazione finora
- PaySlip ProjectDocumento2 paginePaySlip Projectharishgogula100% (1)
- UPGRADEDocumento2 pagineUPGRADEVedansh OswalNessuna valutazione finora
- A K A G .: RUN Umar Shok UptaDocumento2 pagineA K A G .: RUN Umar Shok UptaArun GuptaNessuna valutazione finora
- Financial ManagementDocumento21 pagineFinancial ManagementsumanNessuna valutazione finora
- nrcs143 009445Documento4 paginenrcs143 009445mdsaleemullaNessuna valutazione finora
- Warranty Information Emea and CisDocumento84 pagineWarranty Information Emea and CisHenriques BrunoNessuna valutazione finora
- GE Supplier Add Refresh FormDocumento1 paginaGE Supplier Add Refresh FormromauligouNessuna valutazione finora
- University Assignment Report CT7098Documento16 pagineUniversity Assignment Report CT7098Shakeel ShahidNessuna valutazione finora
- Critical Values For The Dickey-Fuller Unit Root T-Test StatisticsDocumento1 paginaCritical Values For The Dickey-Fuller Unit Root T-Test Statisticswjimenez1938Nessuna valutazione finora
- Maintenance: ASU-600 SeriesDocumento54 pagineMaintenance: ASU-600 SeriesMichael Maluenda Castillo100% (2)
- Library Management System (Final)Documento88 pagineLibrary Management System (Final)Ariunbat Togtohjargal90% (30)
- Nexus Undercarriage Cross Reference GuideDocumento185 pagineNexus Undercarriage Cross Reference GuideRomanNessuna valutazione finora
- Curriculum Vitae 2010Documento11 pagineCurriculum Vitae 2010ajombileNessuna valutazione finora
- Product Data: Airstream™ 42BHC, BVC System Fan CoilsDocumento40 pagineProduct Data: Airstream™ 42BHC, BVC System Fan CoilsMaxmore KarumamupiyoNessuna valutazione finora
- Acceptance and Presentment For AcceptanceDocumento27 pagineAcceptance and Presentment For AcceptanceAndrei ArkovNessuna valutazione finora
- ThesisDocumento18 pagineThesisapi-29776055293% (15)