Potrebbero piacerti anche
- Manual Del ProyectoDocumento9 pagineManual Del ProyectoJesus Almir Esteban ReyesNessuna valutazione finora
- Procesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109Da EverandProcesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109Nessuna valutazione finora
- Manual de Funcionamiento Transportadora de AmpolletasDocumento43 pagineManual de Funcionamiento Transportadora de AmpolletasAlejandro Hernandez SicachaNessuna valutazione finora
- Arranque secuencial de motores con ArduinoDocumento43 pagineArranque secuencial de motores con ArduinovidenerNessuna valutazione finora
- Trabajo de DiplomaDocumento65 pagineTrabajo de DiplomaErichel Espinosa AlmanzaNessuna valutazione finora
- Operacion Del Centro de MecanizadoDocumento46 pagineOperacion Del Centro de MecanizadoMayrita M RojasNessuna valutazione finora
- Diseño de IndustriaDocumento260 pagineDiseño de IndustriaJipson PinNessuna valutazione finora
- Reporte Final ResidenciaDocumento30 pagineReporte Final ResidenciadavidNessuna valutazione finora
- Manual de Operación y Mantenimiento: AdvertenciaDocumento186 pagineManual de Operación y Mantenimiento: AdvertenciaKaty Beitia50% (2)
- Estimador de torque de motor paso a pasoDocumento84 pagineEstimador de torque de motor paso a pasogaviotasilvestreNessuna valutazione finora
- ELfllojcDocumento199 pagineELfllojcCarlos ChalcoNessuna valutazione finora
- Informe AutomatizacionDocumento15 pagineInforme AutomatizacionIsrael LopezNessuna valutazione finora
- Aponte Libias RolandoDocumento89 pagineAponte Libias RolandoTito MamaniNessuna valutazione finora
- Proyecto de Grado Velocimetro Henry MayorgaDocumento118 pagineProyecto de Grado Velocimetro Henry MayorgaRobert Cuevas Poma50% (2)
- ENTREGABLE 2Documento9 pagineENTREGABLE 2deyvineusebioarteagaNessuna valutazione finora
- Tesina EdgarDocumento80 pagineTesina EdgarEdgar FosadoNessuna valutazione finora
- PD 622 Car and Van Play Detector Operator's ManualDocumento34 paginePD 622 Car and Van Play Detector Operator's ManualCapacitaciones CDA y Mecanica S.ANessuna valutazione finora
- Prensa dobladora: solución a problema hidráulicoDocumento21 paginePrensa dobladora: solución a problema hidráulicoZharick ReyesNessuna valutazione finora
- Estudio Estadistico LT Con PSCADDocumento82 pagineEstudio Estadistico LT Con PSCADCarlos Lino Rojas AgüeroNessuna valutazione finora
- Control Manual para CNCDocumento170 pagineControl Manual para CNCEduardo TeslaNessuna valutazione finora
- TESIS - Control AutomáticoDocumento400 pagineTESIS - Control AutomáticoJose Orellana100% (2)
- Lab 10 AutomatizacionDocumento17 pagineLab 10 Automatizacionelias.huisacaynaNessuna valutazione finora
- Llenadora y Selladora de BotelllasDocumento10 pagineLlenadora y Selladora de BotelllasFrancisco Guzman50% (2)
- Hantek Osciloscopio EspañolDocumento45 pagineHantek Osciloscopio EspañolRonald100% (6)
- Practica 10 Circuitos Secuenciales de ElectrohidraulicaDocumento66 paginePractica 10 Circuitos Secuenciales de ElectrohidraulicaYaeel LuleNessuna valutazione finora
- Brazo Neumático Memoria Técnico DescriptivaDocumento19 pagineBrazo Neumático Memoria Técnico DescriptivaJuan PonceNessuna valutazione finora
- Cuaderno de Informe 6Documento10 pagineCuaderno de Informe 6Alex TitM.Nessuna valutazione finora
- Jose - Guadalupe - Albiter - González Alatamirano - Vinalay - Arturo Vázquez - Vázquez - Javier - SantosDocumento68 pagineJose - Guadalupe - Albiter - González Alatamirano - Vinalay - Arturo Vázquez - Vázquez - Javier - SantosJavier Vazquez VazquezNessuna valutazione finora
- RDC 6442 GDocumento51 pagineRDC 6442 GSCI TelemandosNessuna valutazione finora
- Manual de Operacion MaquinaDocumento29 pagineManual de Operacion MaquinaJUAN SEBASTIAN MARTINEZ DIAZNessuna valutazione finora
- Excavadora R140W-9S Hiunday Operacion y ManttoDocumento188 pagineExcavadora R140W-9S Hiunday Operacion y ManttoBeder Mauricio Cayatopa QuispeNessuna valutazione finora
- Automatización planta potabilizadora aguaDocumento0 pagineAutomatización planta potabilizadora aguaJose FlorezNessuna valutazione finora
- CMV Manual de operación y prácticas del centro de maquinado verticalDocumento204 pagineCMV Manual de operación y prácticas del centro de maquinado verticalPeter GonzalesNessuna valutazione finora
- IS_automatismosem3Documento12 pagineIS_automatismosem3Jeason PalaciosNessuna valutazione finora
- Proyecto de Grado111Documento121 pagineProyecto de Grado111Hernan SemperteguiNessuna valutazione finora
- Sistema de monitoreo y control de cámaras de seguridad con app AndroidDocumento123 pagineSistema de monitoreo y control de cámaras de seguridad con app AndroidGloria Prado RodriguezNessuna valutazione finora
- Mantenimiento IndustrialDocumento7 pagineMantenimiento IndustrialjesusgaonamedranoNessuna valutazione finora
- Modelo de ProyectoDocumento49 pagineModelo de Proyectowilmer torres padillaNessuna valutazione finora
- Practicas de Arranque de MotoresDocumento170 paginePracticas de Arranque de MotoresFelipe Alfredo Apresa GonzalezNessuna valutazione finora
- Sistema de Automatización de Procesos IndustrialesDocumento51 pagineSistema de Automatización de Procesos IndustrialesMark CalderonNessuna valutazione finora
- Laboratorio Fluidsim AutomatizacionDocumento18 pagineLaboratorio Fluidsim Automatizaciondiego alejandro hernandez romeroNessuna valutazione finora
- Fluid SimDocumento9 pagineFluid SimVictor Javier ZavaletaNessuna valutazione finora
- M Aquinas Dee Levac I On y Transport eDocumento245 pagineM Aquinas Dee Levac I On y Transport eJhon Arnol JimenezNessuna valutazione finora
- VVHH 2ruedasDocumento124 pagineVVHH 2ruedasjaspepa2010Nessuna valutazione finora
- Automatización Líneas de ProducciónDocumento35 pagineAutomatización Líneas de ProducciónJhack Ender Ancalle IngaNessuna valutazione finora
- PROYECTODocumento74 paginePROYECTOkenny yeltzinNessuna valutazione finora
- Informe de PracticasDocumento31 pagineInforme de PracticaspapuvillaNessuna valutazione finora
- R290LC-7A MantenimientoDocumento194 pagineR290LC-7A MantenimientoJonh86% (7)
- U2 Hacer ZmedDocumento18 pagineU2 Hacer ZmedEddy ZacariasNessuna valutazione finora
- Curso Torno ImocomDocumento42 pagineCurso Torno ImocomGerman Raygoza BarajasNessuna valutazione finora
- DOP-B M EN 20100531 Parte1Documento230 pagineDOP-B M EN 20100531 Parte1Ivan SilvaNessuna valutazione finora
- Dispensador bebidas automatizadoDocumento12 pagineDispensador bebidas automatizadoMiguel UribeNessuna valutazione finora
- Tablero didáctico electrónico automotrizDocumento25 pagineTablero didáctico electrónico automotrizManuel AlquizaletNessuna valutazione finora
- TIEMPOSDocumento144 pagineTIEMPOSRoy Mauricio CharriNessuna valutazione finora
- Trabajo PLCDocumento8 pagineTrabajo PLCVictor ContrerasNessuna valutazione finora
- Manual de operación de CNC HNC-21/22Documento124 pagineManual de operación de CNC HNC-21/22Alejandro OsorioNessuna valutazione finora
- PLC SDocumento148 paginePLC Slordkyori100% (2)
- Manual Jumo ImagoDocumento88 pagineManual Jumo ImagoBryanTANessuna valutazione finora
- Serso-Pets-015 Cambio de Polines de Carga, Retorno e Impacto - Fajas Transportadoras N°8.Documento5 pagineSerso-Pets-015 Cambio de Polines de Carga, Retorno e Impacto - Fajas Transportadoras N°8.michelNessuna valutazione finora
- Instalacion TurboDocumento2 pagineInstalacion TurboemibenitezNessuna valutazione finora
- Electivo Fisica 07abril FuerzasDocumento7 pagineElectivo Fisica 07abril FuerzastemulentiaNessuna valutazione finora
- 5 Medidores de Flujo en Tuberias 2dosem2018Documento12 pagine5 Medidores de Flujo en Tuberias 2dosem2018Jimmy Alexander Barrera ÁlvarezNessuna valutazione finora
- Transformación de EnergiaDocumento7 pagineTransformación de EnergiacrisjsalinasescuderoNessuna valutazione finora
- Filosofía de Control Del Sistema de Lubricación GG RB211 Módulo D LL-1Documento14 pagineFilosofía de Control Del Sistema de Lubricación GG RB211 Módulo D LL-1garciahoNessuna valutazione finora
- Laboratorio de PsicrometríaDocumento17 pagineLaboratorio de PsicrometríaOmarCruzOrtegaNessuna valutazione finora
- Taller 2 Compresor EstacionarioDocumento19 pagineTaller 2 Compresor EstacionarioJose Huaytalla100% (2)
- Problemas de transferencia de calor unidimensional y bidimensionalDocumento4 pagineProblemas de transferencia de calor unidimensional y bidimensionalnoeNessuna valutazione finora
- Guía KV motores dronesDocumento7 pagineGuía KV motores dronesRoberto Riaño RodríguezNessuna valutazione finora
- Balotario Mecanica T Oruga 2Documento4 pagineBalotario Mecanica T Oruga 2Brayan PacciNessuna valutazione finora
- Fisica I - FluidosDocumento56 pagineFisica I - FluidosIvan FonsecaNessuna valutazione finora
- Diseño de probador de cuerpos de aceleración electrónicoDocumento154 pagineDiseño de probador de cuerpos de aceleración electrónicoSipudieras VerNessuna valutazione finora
- Ae. 1.1.1. Ifim04Documento8 pagineAe. 1.1.1. Ifim04Dailyn NoveloNessuna valutazione finora
- Bah-01-02 96108451 - TP - 804002 - Afabaqeox1Documento2 pagineBah-01-02 96108451 - TP - 804002 - Afabaqeox1alvarezalejandro25Nessuna valutazione finora
- Informe de Movimieto en Dos Dimencion ApaDocumento20 pagineInforme de Movimieto en Dos Dimencion ApaBadbuny BadbunyNessuna valutazione finora
- Soluciones de Las Ecuaciones de Convección para Una Placa PlanaDocumento5 pagineSoluciones de Las Ecuaciones de Convección para Una Placa PlanaRAUL APAZA ROQUENessuna valutazione finora
- 5-51 Septima Edicion Juan Tamayo ArguelloDocumento2 pagine5-51 Septima Edicion Juan Tamayo ArguelloJuan Tamayo50% (2)
- MEE09K034Documento82 pagineMEE09K034AgassisRodriguesNessuna valutazione finora
- Análisis matricial estructurasDocumento6 pagineAnálisis matricial estructurasYuryPaniaguaNessuna valutazione finora
- Diferencias Entre Cámaras de Combustión (Teoría)Documento4 pagineDiferencias Entre Cámaras de Combustión (Teoría)isidroromero87Nessuna valutazione finora
- Bombas en Buque TanquesDocumento80 pagineBombas en Buque Tanquesalfredo100% (7)
- A) Índice de Serviciabilidad Inicial (P)Documento7 pagineA) Índice de Serviciabilidad Inicial (P)01-IC-HU-CINTHYA MILAGROS HUAYTA GAMARRANessuna valutazione finora
- Canilleras verticales WA470 guía instalaciónDocumento10 pagineCanilleras verticales WA470 guía instalaciónraul carvajal rozasNessuna valutazione finora
- F1 - S06 - PPT - Segunda Ley de Newton y Sus AplicacionesDocumento16 pagineF1 - S06 - PPT - Segunda Ley de Newton y Sus AplicacionesJair LópezNessuna valutazione finora
- Hse-06-04 Procedimiento Operativo VibrocompactadorDocumento4 pagineHse-06-04 Procedimiento Operativo VibrocompactadorHidalgo Sto IsaNessuna valutazione finora
- DesaireadorDocumento5 pagineDesaireadorEdiberto Gonzalez Martinez100% (1)
- 6 Ejercicios Gases IdealesDocumento1 pagina6 Ejercicios Gases IdealesisabelNessuna valutazione finora
- FT Problemas 3Documento2 pagineFT Problemas 3ALAN MENDOZA OCAMPO50% (2)
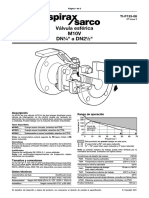
- Válvula Esférica M10V DN " A DN2 ": Descripción Rango de OperaciónDocumento3 pagineVálvula Esférica M10V DN " A DN2 ": Descripción Rango de OperaciónMarcelo NoleNessuna valutazione finora