Potrebbero piacerti anche
- CALENDERDocumento1 paginaCALENDERSachin AsherNessuna valutazione finora
- CareersDocumento1 paginaCareersSachin AsherNessuna valutazione finora
- InfrastructureDocumento4 pagineInfrastructureSachin AsherNessuna valutazione finora
- Facebook Audience Targeting ListDocumento1 paginaFacebook Audience Targeting ListSachin AsherNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Ciclo Di Verniciatura: Painting CycleDocumento1 paginaCiclo Di Verniciatura: Painting CycleMaffone NumerounoNessuna valutazione finora
- Work Method Statement of RCP Works Pipe LayingDocumento6 pagineWork Method Statement of RCP Works Pipe LayingLod.N.S100% (3)
- Deco Heavy Duty Adjustable Anchors Sales SheetsDocumento2 pagineDeco Heavy Duty Adjustable Anchors Sales SheetsPete SwiftNessuna valutazione finora
- Chapter 1 - Engineering Materials and Their Proper - 2012 - Engineering MaterialDocumento12 pagineChapter 1 - Engineering Materials and Their Proper - 2012 - Engineering MaterialDavidNessuna valutazione finora
- Is 6598 - 1972 Specification For Cellular Concrete For Thermal InsulationDocumento12 pagineIs 6598 - 1972 Specification For Cellular Concrete For Thermal InsulationPrapa KaranNessuna valutazione finora
- Manufacturing of Plastic ComponentsDocumento50 pagineManufacturing of Plastic ComponentsrameshwarmaNessuna valutazione finora
- Specifcation: Afro Addis TechDocumento5 pagineSpecifcation: Afro Addis TechbooNessuna valutazione finora
- SHRP A 407Documento184 pagineSHRP A 407adji234Nessuna valutazione finora
- Fiber Reinforced Composites A Review 2169 0022 1000341 PDFDocumento6 pagineFiber Reinforced Composites A Review 2169 0022 1000341 PDFAbd BaghadNessuna valutazione finora
- 3.properties of Fresh ConcreteDocumento17 pagine3.properties of Fresh ConcretedhanarajNessuna valutazione finora
- For Thermocouples, Wire and ConnectorsDocumento6 pagineFor Thermocouples, Wire and ConnectorsPrinceNessuna valutazione finora
- A-1 Proposed Filling Station (Caltex Station) : National RoadDocumento1 paginaA-1 Proposed Filling Station (Caltex Station) : National RoadCarmela Andrea BuenafeNessuna valutazione finora
- Line Pipes and Pipeline Coating Cost SummaryDocumento4 pagineLine Pipes and Pipeline Coating Cost Summarymuhammad AzharNessuna valutazione finora
- Industrial Training ReportDocumento66 pagineIndustrial Training Reportapi-373020854Nessuna valutazione finora
- Estimate 29 - 11Documento19 pagineEstimate 29 - 11Ositha WarunaNessuna valutazione finora
- Chloride Content of ConcreteDocumento5 pagineChloride Content of ConcreteudayNessuna valutazione finora
- RIL Polyethylene Price List Ex-Works And DepotsDocumento48 pagineRIL Polyethylene Price List Ex-Works And DepotsJaideep KumarNessuna valutazione finora
- Prodrain 10: Description PRODRAIN 10 Is A Draining Membrane WarningsDocumento2 pagineProdrain 10: Description PRODRAIN 10 Is A Draining Membrane WarningsItalianNessuna valutazione finora
- 20MnCr5, 17CrNi6-6, C10E and 20NiCrMoS2-2 case hardening steel gradesDocumento39 pagine20MnCr5, 17CrNi6-6, C10E and 20NiCrMoS2-2 case hardening steel gradesYokesh SamannanNessuna valutazione finora
- Hasil Tulangan Diperoleh Dari Luas Tulangan Atas (As Top) Terbesar Dan Luas Tulangan Bawah (As Min) Terbesar Melalui Program ETABSDocumento11 pagineHasil Tulangan Diperoleh Dari Luas Tulangan Atas (As Top) Terbesar Dan Luas Tulangan Bawah (As Min) Terbesar Melalui Program ETABSDendy NurrochimNessuna valutazione finora
- Metals and AlloysDocumento7 pagineMetals and Alloysjovi manabatNessuna valutazione finora
- Building Systems Classification DocumentDocumento48 pagineBuilding Systems Classification Documentabdullah sahibNessuna valutazione finora
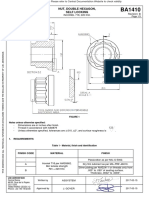
- Nut, Double Hexagon, Self Locking: Page 1/3Documento3 pagineNut, Double Hexagon, Self Locking: Page 1/3Renato WatanabeNessuna valutazione finora
- Measuring Masonry WorksDocumento6 pagineMeasuring Masonry WorksKimberly Wealth Meonada MagnayeNessuna valutazione finora
- BackDrop DetailsDocumento1 paginaBackDrop DetailsAndy LeNessuna valutazione finora
- JSS ACADEMY OF TECHNICAL EDUCATION, NOIDADocumento9 pagineJSS ACADEMY OF TECHNICAL EDUCATION, NOIDAsiddharth gautamNessuna valutazione finora
- Introdution To Concrete and Concrete Materials (Concrete Technology)Documento25 pagineIntrodution To Concrete and Concrete Materials (Concrete Technology)Shuvanjan Dahal100% (1)
- Asme B36.10M-2018 PDFDocumento36 pagineAsme B36.10M-2018 PDFCarlosIkeda100% (3)
- Allegheny 316 PDFDocumento13 pagineAllegheny 316 PDFJoshua WalkerNessuna valutazione finora
- ROAD AND PAVING COST ESTIMATES FOR VARIOUS REGIONSDocumento5 pagineROAD AND PAVING COST ESTIMATES FOR VARIOUS REGIONSntah84Nessuna valutazione finora