Potrebbero piacerti anche
- Quezon City Department of The Building OfficialDocumento2 pagineQuezon City Department of The Building OfficialBrightNotes86% (7)
- Excavator Cat 322c Diagram HydDocumento2 pagineExcavator Cat 322c Diagram Hydmekanicobucaro100% (5)
- CIC BIM EIR With Sample Project EIR 2021Documento75 pagineCIC BIM EIR With Sample Project EIR 2021Cheung SUM YI100% (2)
- Jacketed PipingDocumento11 pagineJacketed PipingDhirendra Singh Rathore100% (7)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesDa EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesValutazione: 3.5 su 5 stelle3.5/5 (3)
- RISK ASSESSMENT REPORT - George Municipality - Tender ENG0042016 Installation of Perimeter Concrete Palisade FeDocumento10 pagineRISK ASSESSMENT REPORT - George Municipality - Tender ENG0042016 Installation of Perimeter Concrete Palisade FeemmyNessuna valutazione finora
- AIChe Paper 73a Improve Bolted Joint Reliability PaperDocumento10 pagineAIChe Paper 73a Improve Bolted Joint Reliability PaperCostynhaNessuna valutazione finora
- Diaphragm Elimination Using Taper-Lok - NPRADocumento11 pagineDiaphragm Elimination Using Taper-Lok - NPRAAntonio PerezNessuna valutazione finora
- The Use of Serrated Metallic Gaskets On Air CoolersDocumento12 pagineThe Use of Serrated Metallic Gaskets On Air Coolerssammar_10Nessuna valutazione finora
- All-in-One Manual of Industrial Piping Practice and MaintenanceDa EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceValutazione: 5 su 5 stelle5/5 (1)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyDa EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNessuna valutazione finora
- Expansion Bellows DesignDocumento4 pagineExpansion Bellows Designjhunkujha11Nessuna valutazione finora
- Diaphragm Elimination Using Taper-Lok - NPRADocumento11 pagineDiaphragm Elimination Using Taper-Lok - NPRAN. S. PanditNessuna valutazione finora
- AUC2008 CFER JX Casing FEA Final20080221Documento14 pagineAUC2008 CFER JX Casing FEA Final20080221leon_rodriguezNessuna valutazione finora
- Exchangers: Repairing Cracks in Refinery HeatDocumento4 pagineExchangers: Repairing Cracks in Refinery Heatramadoss_alwar7307Nessuna valutazione finora
- Spe 169190Documento10 pagineSpe 169190Lawrence MbahNessuna valutazione finora
- Tubesheets For U-Tube Heat ExchangersDocumento2 pagineTubesheets For U-Tube Heat Exchangerskinjalpatel12345Nessuna valutazione finora
- Anchoring of Monolithic Refractories - UkDocumento9 pagineAnchoring of Monolithic Refractories - Ukantoniorossini100% (1)
- SPE 169190 Improved Zonal Isolation in Open Hole ApplicationDocumento10 pagineSPE 169190 Improved Zonal Isolation in Open Hole ApplicationarlenNessuna valutazione finora
- Prevent Leaks in Heat ExchangersDocumento7 paginePrevent Leaks in Heat ExchangersNirmal SubudhiNessuna valutazione finora
- P 161 - Structural Behavior of Tubular SectionsDocumento28 pagineP 161 - Structural Behavior of Tubular SectionsprakashsomuNessuna valutazione finora
- New Welding Tubular Joint Used For JacketDocumento6 pagineNew Welding Tubular Joint Used For JacketTien Hong DoNessuna valutazione finora
- Pressure Seal ValveDocumento5 paginePressure Seal ValveWilson WongNessuna valutazione finora
- Fabrication Guidelines For Thin-Sheet Metallic Lining of Flue Gas Desulfurization SystemsDocumento31 pagineFabrication Guidelines For Thin-Sheet Metallic Lining of Flue Gas Desulfurization SystemsSaurabh VermaNessuna valutazione finora
- Gas Purging Optimizes Root WeldsDocumento3 pagineGas Purging Optimizes Root Weldsta_binhaaaNessuna valutazione finora
- Gapless Tube To Tube-Sheet Welding For Chemical and Petrochemical ApplicationDocumento12 pagineGapless Tube To Tube-Sheet Welding For Chemical and Petrochemical ApplicationMurugan RangarajanNessuna valutazione finora
- Spe-170480-Ms PDFDocumento12 pagineSpe-170480-Ms PDFSasha AlmeidaNessuna valutazione finora
- Flat End PlatesDocumento4 pagineFlat End Platesb_wooNessuna valutazione finora
- Guide To Compact Heat Ex Changers - Plate Heat ExchangerDocumento65 pagineGuide To Compact Heat Ex Changers - Plate Heat ExchangerFrank ChoiNessuna valutazione finora
- A Simple Approach To Hot Tap and Repair Sleeve Welding - tcm153-574205Documento13 pagineA Simple Approach To Hot Tap and Repair Sleeve Welding - tcm153-574205Charly RiveraNessuna valutazione finora
- GroutDocumento21 pagineGroutraahul_nNessuna valutazione finora
- Katalog CijeviDocumento73 pagineKatalog CijeviTheLizardKingNessuna valutazione finora
- Cam Profile and Spiral WoundDocumento6 pagineCam Profile and Spiral WoundmersiumNessuna valutazione finora
- Rehabilitation (Repair and Renovation) Metal Structures: Course 3Documento31 pagineRehabilitation (Repair and Renovation) Metal Structures: Course 3Alina CiuraruNessuna valutazione finora
- 4.2.2. ECM For Aboveground Closed Piping - Operational - Gas EmissionsDocumento3 pagine4.2.2. ECM For Aboveground Closed Piping - Operational - Gas EmissionseduardoNessuna valutazione finora
- Asme Power PresentationDocumento8 pagineAsme Power PresentationBardya SamiNessuna valutazione finora
- Guide To Joint Design For Welding Ship HullsDocumento6 pagineGuide To Joint Design For Welding Ship HullspakzoNessuna valutazione finora
- R 02 Danieli Corus - Blast Furnace Cast HouseDocumento11 pagineR 02 Danieli Corus - Blast Furnace Cast HouseSaptarshi SenguptaNessuna valutazione finora
- Inune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Documento30 pagineInune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Process EngineerNessuna valutazione finora
- Wellheads, Flow Control Eqpmt N FlowlinesDocumento131 pagineWellheads, Flow Control Eqpmt N FlowlinesEbenezer Amoah-KyeiNessuna valutazione finora
- 555 MMN332Documento16 pagine555 MMN332khaireddinNessuna valutazione finora
- Select Expansion Joints ProperlyDocumento4 pagineSelect Expansion Joints ProperlySeungmin Paek100% (2)
- Flange Closure Design Spreadsheet-11 AmerivenDocumento27 pagineFlange Closure Design Spreadsheet-11 AmerivenWilmer FigueraNessuna valutazione finora
- Expansion Joints How To Select and Maintain ThemDocumento6 pagineExpansion Joints How To Select and Maintain ThemSeungmin PaekNessuna valutazione finora
- Heat Exchanger DesignDocumento15 pagineHeat Exchanger Designcoldness_13Nessuna valutazione finora
- ES 49BranchConnectionsDocumento7 pagineES 49BranchConnectionsrodofgodNessuna valutazione finora
- Expansion Joints: Raison EtreDocumento2 pagineExpansion Joints: Raison EtreTAHIR MAHMOODNessuna valutazione finora
- 7.1 Conventional Approaches To Design Against Brittle FractureDocumento7 pagine7.1 Conventional Approaches To Design Against Brittle FracturemjinspectorNessuna valutazione finora
- Fluid Catalytic Cracking (FCC) Transfer Line Flexibility - Analysis and Design Considerations PDFDocumento2 pagineFluid Catalytic Cracking (FCC) Transfer Line Flexibility - Analysis and Design Considerations PDFAnonymous UoHUagNessuna valutazione finora
- AnchorDocumento5 pagineAnchorpadalakirankumarNessuna valutazione finora
- Agitated Vessel Heat TransferDocumento7 pagineAgitated Vessel Heat TransferalokbdasNessuna valutazione finora
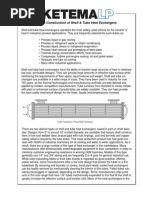
- Basic Construction of Shell & Tube Heat ExchangersDocumento12 pagineBasic Construction of Shell & Tube Heat ExchangerslatshareNessuna valutazione finora
- Module 4 Lecture 8 FinalDocumento17 pagineModule 4 Lecture 8 Finaltejap314Nessuna valutazione finora
- Types of Welding JointDocumento6 pagineTypes of Welding JointTesema TeshomeNessuna valutazione finora
- Shrinkage and Temperature ReinforcementDocumento5 pagineShrinkage and Temperature ReinforcementMustafaNessuna valutazione finora
- Armstrong Pumps Sigma Heat ExchangerDocumento32 pagineArmstrong Pumps Sigma Heat Exchangerelaineurb100% (1)
- Condenser and Heat Exchanger Tube RestorationDocumento6 pagineCondenser and Heat Exchanger Tube RestorationspalaniyandiNessuna valutazione finora
- Copper Flashings And Weatherings - A Practical HandbookDa EverandCopper Flashings And Weatherings - A Practical HandbookNessuna valutazione finora
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesDa EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNessuna valutazione finora
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysDa EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNessuna valutazione finora
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesDa EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNessuna valutazione finora
- GN 5860 Load Rings Continued: Safety InstructionsDocumento1 paginaGN 5860 Load Rings Continued: Safety InstructionsAlbertoNessuna valutazione finora
- GN 589 Lifting Points Continued: Safety InstructionsDocumento1 paginaGN 589 Lifting Points Continued: Safety InstructionsAlbertoNessuna valutazione finora
- Load Hooks: D LD e H H H H H K K K K C SDocumento2 pagineLoad Hooks: D LD e H H H H H K K K K C SAlbertoNessuna valutazione finora
- Jack Screw Plates Proposal For eDocumento2 pagineJack Screw Plates Proposal For eAlbertoNessuna valutazione finora
- Seismic Design Criteria For Sky Villa - JeddahDocumento7 pagineSeismic Design Criteria For Sky Villa - JeddahRatul RanjanNessuna valutazione finora
- Workplace Inspection Checklist TemplateDocumento5 pagineWorkplace Inspection Checklist Templatemyo lwinNessuna valutazione finora
- Automatic Line Break ControlDocumento2 pagineAutomatic Line Break Controlnizam17Nessuna valutazione finora
- Lux Levels FormatDocumento2 pagineLux Levels FormatMujammil SNessuna valutazione finora
- 2016, Djarwadi, D., Rehabilitation Downstream Slope of The Cacaban Dam Due To Wetting. Proceedings Intl Symposium 84th ICOLD Meeting JohannesburgDocumento25 pagine2016, Djarwadi, D., Rehabilitation Downstream Slope of The Cacaban Dam Due To Wetting. Proceedings Intl Symposium 84th ICOLD Meeting JohannesburgAnggun3196Nessuna valutazione finora
- The Goodheart-Willcox Co., Inc.: Publisher Tinley Park, IllinoisDocumento23 pagineThe Goodheart-Willcox Co., Inc.: Publisher Tinley Park, IllinoisSaurav ShresthaNessuna valutazione finora
- Tds - Emaco s66 CPDocumento2 pagineTds - Emaco s66 CPVenkata RaoNessuna valutazione finora
- Distribution Board Specification: PT Fuji SMBE IndonesiaDocumento2 pagineDistribution Board Specification: PT Fuji SMBE IndonesiajendrikoNessuna valutazione finora
- SANS1655ED1 1 - 04-10-22 - WP - TMDocumento15 pagineSANS1655ED1 1 - 04-10-22 - WP - TMjohndupNessuna valutazione finora
- Ssangyong - Compliance Statement-02022017Documento11 pagineSsangyong - Compliance Statement-02022017rexNessuna valutazione finora
- V47 Components From Crank To Link Head (Conical) : Crank and Crank PlateDocumento4 pagineV47 Components From Crank To Link Head (Conical) : Crank and Crank PlatebalaNessuna valutazione finora
- Compressed Air: Stäubli Invents Active SafetyDocumento12 pagineCompressed Air: Stäubli Invents Active SafetyAlper SakalsizNessuna valutazione finora
- Natural Ventilation Strategies in Tropical ClimateDocumento50 pagineNatural Ventilation Strategies in Tropical ClimateFirrdhaus Sahabuddin100% (3)
- Fundamentals of Beam Bracing Yura: Related PapersDocumento17 pagineFundamentals of Beam Bracing Yura: Related PapersM MushtaqNessuna valutazione finora
- Selection Chart of Products For Chemical AnchorsDocumento12 pagineSelection Chart of Products For Chemical Anchorsm_shahbaghiNessuna valutazione finora
- Mad Dog Primer BrochureDocumento2 pagineMad Dog Primer BrochureMad Dog Paint ProductsNessuna valutazione finora
- WABO Compression SealsDocumento4 pagineWABO Compression SealsAndy AcousticNessuna valutazione finora
- CellrodDocumento2 pagineCellrodjude tallyNessuna valutazione finora
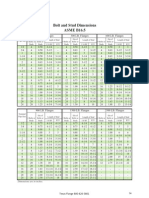
- Bolt and Stud DimentionDocumento1 paginaBolt and Stud DimentionwhngomjNessuna valutazione finora
- Vantage Engine Service ManualDocumento40 pagineVantage Engine Service ManualWaseem Khan100% (1)
- Sobha Hartland Greens - Phase 02: InvestmentsDocumento1 paginaSobha Hartland Greens - Phase 02: InvestmentsrajatNessuna valutazione finora
- Alluminium Composite Panel-FlexibondDocumento4 pagineAlluminium Composite Panel-Flexibondedars08Nessuna valutazione finora
- Ga 37-7,5 (Aii 382713)Documento146 pagineGa 37-7,5 (Aii 382713)Mohamad Bahrodin100% (1)
- Visual Inspection of Seamless PipesDocumento20 pagineVisual Inspection of Seamless PipesFasil Paruvanath100% (2)
- Dream Vacuum Manual For Central Vacuum SystemDocumento12 pagineDream Vacuum Manual For Central Vacuum SystemDonaldDesrosiersNessuna valutazione finora
- BOCWADocumento16 pagineBOCWAramesh rameshNessuna valutazione finora