Potrebbero piacerti anche
- SA Steam GenerationDocumento6 pagineSA Steam GenerationRajagopalNessuna valutazione finora
- Shell Vitrea OilsDocumento3 pagineShell Vitrea OilsRajagopalNessuna valutazione finora
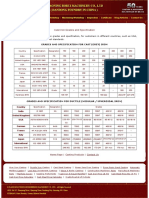
- Cast Iron Grades and SpecificationDocumento1 paginaCast Iron Grades and SpecificationRajagopal100% (1)
- Sealing EfficiencyDocumento20 pagineSealing EfficiencyRajagopalNessuna valutazione finora
- Alpharex3 Time Switch Brochure 03Documento16 pagineAlpharex3 Time Switch Brochure 03RajagopalNessuna valutazione finora
- T8T5 Emergency Conversion PackDocumento1 paginaT8T5 Emergency Conversion PackRajagopalNessuna valutazione finora
- Ge Runout BasicsDocumento14 pagineGe Runout BasicsRajagopal100% (1)
- SKF Stroboscopes TKRS SeriesDocumento2 pagineSKF Stroboscopes TKRS SeriesRajagopalNessuna valutazione finora
- SumitomoDocumento271 pagineSumitomoRajagopal60% (5)
- Cyclone SeparatorsDocumento5 pagineCyclone SeparatorsRajagopalNessuna valutazione finora
- Comparison of CO2 SystemsDocumento38 pagineComparison of CO2 SystemsRajagopalNessuna valutazione finora
- Radial Thrust BRG Case StudiesDocumento14 pagineRadial Thrust BRG Case StudiesRajagopal100% (1)
- Belt Conveyor Design-DunlopDocumento161 pagineBelt Conveyor Design-Dunlopadi_ganteng12100% (36)
- Conveyor Belting - Manual For Mechanical EngineersDocumento70 pagineConveyor Belting - Manual For Mechanical Engineersmzarei_1982Nessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Langson Energy Inc-White-Paper-2011-11 Gas Pressure LetdownDocumento5 pagineLangson Energy Inc-White-Paper-2011-11 Gas Pressure LetdowncanscotNessuna valutazione finora
- HT PD Estimate RevisedDocumento6 pagineHT PD Estimate RevisedparameswarikumarNessuna valutazione finora
- Gorenje Napa 276846Documento77 pagineGorenje Napa 276846kilimandzaro70Nessuna valutazione finora
- En SUNLIGHT Reserve Power Batteries VRLA SPA Sales Web1Documento7 pagineEn SUNLIGHT Reserve Power Batteries VRLA SPA Sales Web1didier_oNessuna valutazione finora
- BF Series Pneumatic Actuator (E-350-08)Documento24 pagineBF Series Pneumatic Actuator (E-350-08)JhonNessuna valutazione finora
- Spare Parts Programs For HV Equipment: Grid SolutionsDocumento2 pagineSpare Parts Programs For HV Equipment: Grid Solutionswael alaliNessuna valutazione finora
- Urea Granulation TechnologyDocumento13 pagineUrea Granulation TechnologyRong RêuNessuna valutazione finora
- Specification of Chilled Water PumpsDocumento8 pagineSpecification of Chilled Water PumpsssarangNessuna valutazione finora
- Energy Efficiency Policy: Dr. Paul KomorDocumento21 pagineEnergy Efficiency Policy: Dr. Paul KomorsulemankhalidNessuna valutazione finora
- FB Extruders Ex0621 Datasheet en DataDocumento2 pagineFB Extruders Ex0621 Datasheet en DatafarshidNessuna valutazione finora
- BP Statistical-Reviewofworldenergy 2011Documento28 pagineBP Statistical-Reviewofworldenergy 2011Ridhanda Putra KotoNessuna valutazione finora
- SCO and ProceduresDocumento9 pagineSCO and ProceduresAngel LealNessuna valutazione finora
- Calculator Centrifugal Fan - Google SearchDocumento2 pagineCalculator Centrifugal Fan - Google SearchJebDesNessuna valutazione finora
- Im Smartcool e 6877419 V1.5.0 10 14Documento222 pagineIm Smartcool e 6877419 V1.5.0 10 14Dak SerikNessuna valutazione finora
- RA 10601 Irr OcrDocumento44 pagineRA 10601 Irr OcrJerry SerapionNessuna valutazione finora
- SB Industrial Washer Brochure PDFDocumento4 pagineSB Industrial Washer Brochure PDFAl AdcockNessuna valutazione finora
- Steel Grades ComparisonDocumento14 pagineSteel Grades Comparisonhasan_676489616Nessuna valutazione finora
- General Catalogue 2010 2011 en 08Documento43 pagineGeneral Catalogue 2010 2011 en 08Carlos PinheiroNessuna valutazione finora
- Transformer Design and Manufacturing Manual - Robert G. Wolpert (2004)Documento130 pagineTransformer Design and Manufacturing Manual - Robert G. Wolpert (2004)jimmy67music100% (4)
- Project Takeoff SheetDocumento0 pagineProject Takeoff SheetMahibul HasanNessuna valutazione finora
- PICV-Fig1932 IOM-Hatts PDFDocumento4 paginePICV-Fig1932 IOM-Hatts PDFSujit RajanNessuna valutazione finora
- Account Summary For Account Number 055359277-1: Electric BillDocumento2 pagineAccount Summary For Account Number 055359277-1: Electric BillDo Re MiNessuna valutazione finora
- BHEL Bhopal Report Hydro GeneratorDocumento45 pagineBHEL Bhopal Report Hydro GeneratorPuneet Pawar100% (3)
- Common Rail BrizgaljkeDocumento8 pagineCommon Rail BrizgaljkeJovo PavlovicNessuna valutazione finora
- 11 8022 BRO HYSYS Petroleum Refining PDFDocumento2 pagine11 8022 BRO HYSYS Petroleum Refining PDFBashar Al ZoobaidiNessuna valutazione finora
- High Performance Condenser Tube Cleaning SystemDocumento5 pagineHigh Performance Condenser Tube Cleaning SystemKrizia Meiahn CatalonNessuna valutazione finora
- Line Distance Protection Relay Rcs 902aDocumento36 pagineLine Distance Protection Relay Rcs 902aEng-Abdallh GremanNessuna valutazione finora
- Influence of Cutting Tool Geometry On Cutting ForcesDocumento5 pagineInfluence of Cutting Tool Geometry On Cutting ForcesNicolas RiosNessuna valutazione finora
- Robotics and Manipulators For Reactor Pressure Vessel Head InspectionDocumento6 pagineRobotics and Manipulators For Reactor Pressure Vessel Head InspectionSEP-PublisherNessuna valutazione finora
- 45 Samss 008Documento7 pagine45 Samss 008naruto256Nessuna valutazione finora