Potrebbero piacerti anche
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209Da EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Nessuna valutazione finora
- EMBUTIDODocumento23 pagineEMBUTIDOOsman Ureta CalixtoNessuna valutazione finora
- EmbutidoDocumento11 pagineEmbutidoAldair Hernandez Santos100% (1)
- Doblado 20201Documento13 pagineDoblado 20201Cristian Daniel Coral SánchezNessuna valutazione finora
- DobladoDocumento12 pagineDobladoLuis VivesNessuna valutazione finora
- Embutido de MetalesDocumento21 pagineEmbutido de MetalesJose Roberto Davila VielmaNessuna valutazione finora
- Problemas de LaminadoDocumento14 pagineProblemas de LaminadogerardoNessuna valutazione finora
- 4 DEFORMACION PLASTICA - EMBUTIDO TEORIA y PROB 2019 - ENVIAR PDFDocumento3 pagine4 DEFORMACION PLASTICA - EMBUTIDO TEORIA y PROB 2019 - ENVIAR PDFGreg Javier SaavedraNessuna valutazione finora
- MatriceriaDocumento7 pagineMatriceriarozureNessuna valutazione finora
- Dobladora de LaminaDocumento2 pagineDobladora de Laminamariangie0% (1)
- Doblado y Embutido TeoriaDocumento9 pagineDoblado y Embutido Teoriagg21dNessuna valutazione finora
- Evaluacion FresadoraDocumento4 pagineEvaluacion Fresadoraretro73Nessuna valutazione finora
- Dimensionamiento de Una MatrizDocumento33 pagineDimensionamiento de Una MatrizSebastiánSalas0% (2)
- EmbutidoDocumento20 pagineEmbutidoPatrickGustavoSuyoMarinNessuna valutazione finora
- Apuntes Procesado de Chapa 1Documento16 pagineApuntes Procesado de Chapa 1Pedro Soria Martinez100% (1)
- PREGUNTAS DE REFORZAMIENT1 (Autoguardado)Documento11 paginePREGUNTAS DE REFORZAMIENT1 (Autoguardado)daniel ramosNessuna valutazione finora
- Doblado de MetalesDocumento27 pagineDoblado de MetalesJavier Francisco100% (1)
- Calculador de EngranajesDocumento1 paginaCalculador de EngranajesHERNANNessuna valutazione finora
- TaladradoDocumento23 pagineTaladradoKevin López100% (1)
- Ejemplo Calculo de Muelles para TroquelesDocumento4 pagineEjemplo Calculo de Muelles para TroquelesjdcarvajalNessuna valutazione finora
- Fuerzas en Procesos de TorneadoDocumento13 pagineFuerzas en Procesos de TorneadoVictor Sepúlveda100% (1)
- PunzonadoDocumento12 paginePunzonadoFernando IguiniNessuna valutazione finora
- Formulas de EstiradoDocumento3 pagineFormulas de EstiradoAntonio MartinezNessuna valutazione finora
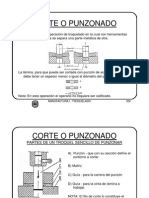
- Corte o PunzonadoDocumento28 pagineCorte o PunzonadoRafael Ramírez Medina0% (1)
- Torneado ConicoDocumento21 pagineTorneado ConicoJorge Ernesto Torres TorresNessuna valutazione finora
- TroqueladoDocumento40 pagineTroqueladoEdgar Diaz PerezNessuna valutazione finora
- EMBUTIDODocumento45 pagineEMBUTIDOIkky JqNessuna valutazione finora
- Operaciones de EstiradoDocumento2 pagineOperaciones de EstiradoGerson Delgado FarfanNessuna valutazione finora
- Laboratorio de Conformados "Doblado"Documento10 pagineLaboratorio de Conformados "Doblado"Milton RiveraNessuna valutazione finora
- Ejercicio Combinados de MecanizadosDocumento8 pagineEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosNessuna valutazione finora
- FRESADODocumento6 pagineFRESADOJudith CervantesNessuna valutazione finora
- DanlyIEM Postes Bujes PulgadasDocumento40 pagineDanlyIEM Postes Bujes PulgadasLeo VillagránNessuna valutazione finora
- Tipos de Cilindrado y Refrentado INTECAPDocumento5 pagineTipos de Cilindrado y Refrentado INTECAPMaJo ArchilaNessuna valutazione finora
- Recti Fica DoDocumento21 pagineRecti Fica DoZairaValderramaNessuna valutazione finora
- 1conceptos de Operaciones Basicas y Complementarias de Un TornoDocumento9 pagine1conceptos de Operaciones Basicas y Complementarias de Un TornoLorenzo QuintanaNessuna valutazione finora
- Matric EroDocumento22 pagineMatric EroRuben MondragonNessuna valutazione finora
- EMBUTICIONDocumento13 pagineEMBUTICIONMelisa LinarelloNessuna valutazione finora
- Fresadora Problemas PrototipoDocumento13 pagineFresadora Problemas PrototipoIvanSnikeNessuna valutazione finora
- Clase 3 MatriceriaDocumento18 pagineClase 3 MatriceriaDavy JonesNessuna valutazione finora
- Clase de Fresado 2015 Taller Mecanico PDFDocumento95 pagineClase de Fresado 2015 Taller Mecanico PDFFabian RiquelmeNessuna valutazione finora
- Unidad 43: RimadoDocumento4 pagineUnidad 43: RimadoJancarlos Perez CalixtoNessuna valutazione finora
- Cuestiones y Problemas Basicos1pp 2023 RespuestasDocumento12 pagineCuestiones y Problemas Basicos1pp 2023 Respuestasmariafe BellidoNessuna valutazione finora
- Las BrocasDocumento11 pagineLas BrocasmonicaNessuna valutazione finora
- Teoria Sobre ChapaDocumento20 pagineTeoria Sobre ChapacosmeNessuna valutazione finora
- Seleccion de Insertos y Portaherramientas para Tornos, de Acuerdo A La ISODocumento34 pagineSeleccion de Insertos y Portaherramientas para Tornos, de Acuerdo A La ISOgdfg100% (1)
- CNC Exercises Milling SpanishDocumento39 pagineCNC Exercises Milling SpanishDaniel UtreraNessuna valutazione finora
- Tipos de Tolerancias de RoscasDocumento3 pagineTipos de Tolerancias de Roscasjordizs100% (2)
- Fuerza y Potencia de CorteDocumento10 pagineFuerza y Potencia de CorteAnthony D. Escobar100% (1)
- Conicidad Convergencia Inclinacion o Pendiente PDFDocumento12 pagineConicidad Convergencia Inclinacion o Pendiente PDFmarco100% (1)
- Preguntas Del Capitulo 14Documento3 paginePreguntas Del Capitulo 14andyNessuna valutazione finora
- ElectroerocionDocumento16 pagineElectroerocionalexanderNessuna valutazione finora
- Semana 17 HexagonoDocumento12 pagineSemana 17 HexagonosergioNessuna valutazione finora
- Mecanizado de Una Pieza en TornoDocumento2 pagineMecanizado de Una Pieza en TornoFernando TapiaNessuna valutazione finora
- Serrado y EscariadoDocumento10 pagineSerrado y Escariadoalberto gutierrezNessuna valutazione finora
- Protocolo Conformado de MetalesDocumento29 pagineProtocolo Conformado de MetalesAndy Ðota Saira HuarcayaNessuna valutazione finora
- Planificacion Del Diseno de Un MoldeDocumento8 paginePlanificacion Del Diseno de Un MoldeDaniel VilchesNessuna valutazione finora
- PMecanización Homework1 PillasaguaOrdoñez Paralelo1Documento14 paginePMecanización Homework1 PillasaguaOrdoñez Paralelo1Jorge Pillasagua100% (1)
- CIZALLADODocumento16 pagineCIZALLADOAldahir EMNessuna valutazione finora
- Proceso de EmbutidoDocumento16 pagineProceso de EmbutidoJulio Gamboa100% (1)
- Embutido de MetalesDocumento9 pagineEmbutido de MetalesMIGUELTRX100% (1)
- Diseño Perfil FX84-140Documento13 pagineDiseño Perfil FX84-140César Manuel Linch PeñaNessuna valutazione finora
- Analisis de Seejanza de Un Tunel de Agua Con 4 EscalasDocumento13 pagineAnalisis de Seejanza de Un Tunel de Agua Con 4 EscalasCésar Manuel Linch PeñaNessuna valutazione finora
- Consum EnergiaDocumento5 pagineConsum EnergiaCésar Manuel Linch PeñaNessuna valutazione finora
- Máquinas Hidráulicas (Turbinas)Documento21 pagineMáquinas Hidráulicas (Turbinas)César Manuel Linch Peña100% (1)
- Proceso de Consitucion de Una EmpresaDocumento13 pagineProceso de Consitucion de Una EmpresaCésar Manuel Linch PeñaNessuna valutazione finora
- Historia Del RectificadoDocumento5 pagineHistoria Del RectificadoCésar Manuel Linch Peña0% (1)
- Trabajo Maquinas-Bomba PeriféricaDocumento4 pagineTrabajo Maquinas-Bomba PeriféricaCésar Manuel Linch PeñaNessuna valutazione finora
- Capas Cilíndricas Bañada Por FluidoDocumento6 pagineCapas Cilíndricas Bañada Por FluidoCésar Manuel Linch PeñaNessuna valutazione finora
- Injector de Flujo LaminarDocumento16 pagineInjector de Flujo LaminarCésar Manuel Linch PeñaNessuna valutazione finora
- Metodos de LocaizacionDocumento14 pagineMetodos de LocaizacionCésar Manuel Linch PeñaNessuna valutazione finora
- Ejercicios 3.46 IncroperaDocumento7 pagineEjercicios 3.46 IncroperaCésar Manuel Linch PeñaNessuna valutazione finora
- Ejercicios Ingenieria EconomicaDocumento23 pagineEjercicios Ingenieria EconomicaCésar Manuel Linch PeñaNessuna valutazione finora
- Lab-Control de Velocidad de Los Motores de Induccion MonofasicosDocumento12 pagineLab-Control de Velocidad de Los Motores de Induccion MonofasicosCésar Manuel Linch PeñaNessuna valutazione finora
- Informe Represa Gallito CiegoDocumento22 pagineInforme Represa Gallito CiegoCésar Manuel Linch Peña80% (10)
- Aceites LubricantesDocumento9 pagineAceites LubricantesCésar Manuel Linch PeñaNessuna valutazione finora
- Avance III PresentaciónDocumento12 pagineAvance III Presentacióndavid marceloNessuna valutazione finora
- RP-MAT2-K19 - Manual de Corrección Ficha #19Documento9 pagineRP-MAT2-K19 - Manual de Corrección Ficha #19Abbys AbbysNessuna valutazione finora
- 2023-2 - Sa050403c Meteorologia y ClimatologiaDocumento15 pagine2023-2 - Sa050403c Meteorologia y ClimatologiaMiguel Angel Sullcaray CrispinNessuna valutazione finora
- 01Documento6 pagine01Robert Galan PonceNessuna valutazione finora
- TEST 1 Revisión NticsDocumento3 pagineTEST 1 Revisión NticsDaniel RiosNessuna valutazione finora
- Buenas Practicas en IndustrialesDocumento13 pagineBuenas Practicas en IndustrialesFreddy Carreño Alb100% (1)
- Test de La Figura HumanaDocumento42 pagineTest de La Figura HumanaLoredanna PallottaNessuna valutazione finora
- Viviendo El Cristianismo A FondoDocumento18 pagineViviendo El Cristianismo A FondoJEAN CAMBARNessuna valutazione finora
- Sistema de Refrigeración Por AbsorciónDocumento8 pagineSistema de Refrigeración Por AbsorciónBRAYAN ELIHÚ CHIRINOS PATIÑONessuna valutazione finora
- Formato de Tesis AVANCE 1 CAP IDocumento81 pagineFormato de Tesis AVANCE 1 CAP IEdgar ChNessuna valutazione finora
- Cotizacion TRIPLE A 26 - 1Documento1 paginaCotizacion TRIPLE A 26 - 1irvin calixNessuna valutazione finora
- Cultura TiahuanacoDocumento3 pagineCultura TiahuanacoPercy Alarcón67% (3)
- Estaciones de RadioDocumento11 pagineEstaciones de RadioVal VázquezNessuna valutazione finora
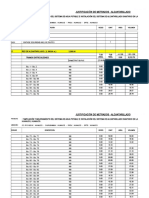
- Metrado D DesagueDocumento140 pagineMetrado D Desaguehxsey cryNessuna valutazione finora
- Unidad 1 - Ciencia e Ingeniería de Los MaterialesDocumento6 pagineUnidad 1 - Ciencia e Ingeniería de Los MaterialesEmmanuel MartinezNessuna valutazione finora
- 5° Las Pecaminosas Noches de Un NobleDocumento162 pagine5° Las Pecaminosas Noches de Un NobleAmy Baalzephon100% (1)
- LudicantosDocumento31 pagineLudicantosJorge Nuñez100% (1)
- Arduino Industrial PDFDocumento7 pagineArduino Industrial PDFEdwin AguilarNessuna valutazione finora
- Cementación ForzadaDocumento13 pagineCementación ForzadaEdmundo CruzNessuna valutazione finora
- Clase 6 B NeoplasticismoDocumento29 pagineClase 6 B NeoplasticismoBernardo AquinoNessuna valutazione finora
- Biteca,+3334 4116 1 PBDocumento11 pagineBiteca,+3334 4116 1 PBStiven GarzonNessuna valutazione finora
- Documento de AntonioDocumento7 pagineDocumento de AntonioDanny EscalanteNessuna valutazione finora
- Comunidad Primitiva EconomiaDocumento8 pagineComunidad Primitiva EconomiaPAOLA RAMIREZNessuna valutazione finora
- Lista de Precios Ferbras S.A. (Division PVC) HERRAJES - 02 de Abril de 2018Documento16 pagineLista de Precios Ferbras S.A. (Division PVC) HERRAJES - 02 de Abril de 2018Pedro Arroyo BelloNessuna valutazione finora
- Perls Hefferline y Goodman - Excitacion y Crecimiento de La Personalidad Humana - CompletoDocumento586 paginePerls Hefferline y Goodman - Excitacion y Crecimiento de La Personalidad Humana - CompletoVelse Maria Leon100% (8)
- Fiebre Del Nilo OccidentalDocumento14 pagineFiebre Del Nilo OccidentalCindy GalvanNessuna valutazione finora
- MERCOSURDocumento95 pagineMERCOSURInés RomanoNessuna valutazione finora
- Carta MecanismosDocumento11 pagineCarta MecanismosIvan MontoyaNessuna valutazione finora
- Fondo de Producción Limpia y Aspectos de Una AuditoriaDocumento24 pagineFondo de Producción Limpia y Aspectos de Una AuditoriaIgor Alejandro BustosNessuna valutazione finora
- Desarrollo de Urinario y GenitalDocumento15 pagineDesarrollo de Urinario y GenitalAx3L hushNessuna valutazione finora