Potrebbero piacerti anche
- Thermal Considerations in Specifying Dry-Type TransformersDocumento9 pagineThermal Considerations in Specifying Dry-Type Transformersmohammadi123456Nessuna valutazione finora
- Hot Spot Temperatures in Power TransformersDocumento8 pagineHot Spot Temperatures in Power TransformersHosni Mohamed KassimNessuna valutazione finora
- The Role of Standards in Predicting Trace Heating Sheath TemperaturesDocumento10 pagineThe Role of Standards in Predicting Trace Heating Sheath TemperaturesAnji Reddy DNessuna valutazione finora
- Effect of High Temp ConductorsDocumento4 pagineEffect of High Temp Conductorsmrjack1Nessuna valutazione finora
- Generac - Gen Insulation ClassDocumento4 pagineGenerac - Gen Insulation Class6609503100% (1)
- Alternator Temperature RiseDocumento4 pagineAlternator Temperature Risekhudo100% (2)
- Initial Investigation in The Effect of Elevated Conductor Temperature Operation On Non-Ceramic InsulatorDocumento28 pagineInitial Investigation in The Effect of Elevated Conductor Temperature Operation On Non-Ceramic InsulatorDarwin DavidNessuna valutazione finora
- Dphe PDFDocumento4 pagineDphe PDFMutiaraNessuna valutazione finora
- Double Pipe Heat Exchanger Fabrication and StandardizationDocumento4 pagineDouble Pipe Heat Exchanger Fabrication and StandardizationMutiaraNessuna valutazione finora
- Ijmet 10 01 031Documento10 pagineIjmet 10 01 031IAEME PUBLICATIONNessuna valutazione finora
- Determination of Hot-Spot Temperature For ONANDocumento9 pagineDetermination of Hot-Spot Temperature For ONANsujit tiwariNessuna valutazione finora
- VASCONCELLOS, V - Artigo - 2018Documento10 pagineVASCONCELLOS, V - Artigo - 2018RichardNessuna valutazione finora
- Winding Temperature Measurement in A 154 KV Transformer Filled With Natural Ester FluidDocumento7 pagineWinding Temperature Measurement in A 154 KV Transformer Filled With Natural Ester FluidSuprodip DasNessuna valutazione finora
- IJMET - 10 - 01 - 031 With Cover Page v2Documento11 pagineIJMET - 10 - 01 - 031 With Cover Page v2Dibyendu KonarNessuna valutazione finora
- Pierens - 2011 PDFDocumento5 paginePierens - 2011 PDFAli AHNessuna valutazione finora
- Jpconf8 97 012219Documento6 pagineJpconf8 97 012219Madhu JbNessuna valutazione finora
- Experiment 6 - Linear Conduction PDFDocumento13 pagineExperiment 6 - Linear Conduction PDFamir hamzahNessuna valutazione finora
- Introduction ThermosyphonDocumento4 pagineIntroduction Thermosyphonapi-19728721Nessuna valutazione finora
- The Basic of Electric Process HeatingDocumento8 pagineThe Basic of Electric Process HeatingAmir AmkaNessuna valutazione finora
- A Simple Hairdryer Experiment To Demonstrate The First Law of ThermodynamicsDocumento9 pagineA Simple Hairdryer Experiment To Demonstrate The First Law of ThermodynamicsOsama Bin AnwarNessuna valutazione finora
- Validation of The Fixed-Point Realization of The Thermocouple Scale Using A Radiation Thermometer in The Temperature Range Between The Freezing Points of Ag and PDDocumento10 pagineValidation of The Fixed-Point Realization of The Thermocouple Scale Using A Radiation Thermometer in The Temperature Range Between The Freezing Points of Ag and PDnauji_kNessuna valutazione finora
- G Ravi - Analysis of Transformer Temperature Rise and Loss of Life in The Presence of Harmonic Load CurrentsDocumento6 pagineG Ravi - Analysis of Transformer Temperature Rise and Loss of Life in The Presence of Harmonic Load CurrentskarnatisharathNessuna valutazione finora
- Temperature Measurement Version 1Documento25 pagineTemperature Measurement Version 1Didi AdilahNessuna valutazione finora
- Key PointsDocumento25 pagineKey PointsMustafa NaciNessuna valutazione finora
- Experiment 3 - Thermal ConductivityDocumento9 pagineExperiment 3 - Thermal ConductivitySaniha Aysha AjithNessuna valutazione finora
- Tae PDFDocumento27 pagineTae PDFHarsh PatelNessuna valutazione finora
- Experiment #1: Fourier'S Law: Conduction Along A Simple BarDocumento6 pagineExperiment #1: Fourier'S Law: Conduction Along A Simple Barmuhammad ahsanNessuna valutazione finora
- Experiment DescriptionDocumento9 pagineExperiment DescriptionPutu Diah Prajna ParamitaNessuna valutazione finora
- Determination of OD cooling parametersDocumento12 pagineDetermination of OD cooling parametersmpu682Nessuna valutazione finora
- Dynamic Thermal Modelling of Power Transformers: Doctoral DissertationDocumento131 pagineDynamic Thermal Modelling of Power Transformers: Doctoral DissertationK Vijay Bhaskar Reddy100% (1)
- Information Desk Ajay SysconDocumento8 pagineInformation Desk Ajay SysconSohel BangiNessuna valutazione finora
- GD 024Documento2 pagineGD 024Jorge Kovach AlvaradoNessuna valutazione finora
- Thermal ConductivityDocumento17 pagineThermal Conductivityقاسمي عندام50% (2)
- Thermal Analysis of Cables in Unfilled Troughs - Investigation of The IEC Standard (Leon2012)Documento9 pagineThermal Analysis of Cables in Unfilled Troughs - Investigation of The IEC Standard (Leon2012)daegerteNessuna valutazione finora
- Faculty of Engineering, Technology & Built EnvironmentDocumento12 pagineFaculty of Engineering, Technology & Built EnvironmentSky Onn0% (1)
- Rooftop Wiring Methods and Temperature CorrectionDocumento10 pagineRooftop Wiring Methods and Temperature CorrectionC GonzoNessuna valutazione finora
- Heat Transfer Lab Manual 2015-16Documento99 pagineHeat Transfer Lab Manual 2015-16Harshit Sinha100% (1)
- Jakubiak 1989Documento8 pagineJakubiak 1989chintan pandyaNessuna valutazione finora
- Small Scale ORC Plant Modeling With The AMESim Simulation ToolDocumento10 pagineSmall Scale ORC Plant Modeling With The AMESim Simulation ToolÜlkü Serçin SerçinoğluNessuna valutazione finora
- Finned Tube R134a CondenserDocumento12 pagineFinned Tube R134a CondensermattiturboNessuna valutazione finora
- 2018 Paris Session: Tim - Gradnik@eimv - SiDocumento9 pagine2018 Paris Session: Tim - Gradnik@eimv - SiVenkatasubramanian IyerNessuna valutazione finora
- Modelling Performance Electric Heater PDFDocumento23 pagineModelling Performance Electric Heater PDFFelipe FreitasNessuna valutazione finora
- Accurate Temperature Measurement Vital for Oil Tank Volume CalculationsDocumento6 pagineAccurate Temperature Measurement Vital for Oil Tank Volume CalculationsDirkMyburghNessuna valutazione finora
- Experimental Study AND Numerical Simulation OF Preform Infrared Radiative HeatingDocumento8 pagineExperimental Study AND Numerical Simulation OF Preform Infrared Radiative HeatingRafael Calle Napoleon LuisNessuna valutazione finora
- Air Temperature EffectDocumento7 pagineAir Temperature Effectvillaniea annisaNessuna valutazione finora
- Chapter 7 Thermal DesignDocumento28 pagineChapter 7 Thermal DesignettypasewangNessuna valutazione finora
- EKC 291 9 Heat ConductionDocumento11 pagineEKC 291 9 Heat ConductionLia HolmanNessuna valutazione finora
- Overview of Temperature Measurement and Calibration: Biometrix Corporation (800) - 890-8909 1Documento53 pagineOverview of Temperature Measurement and Calibration: Biometrix Corporation (800) - 890-8909 1amijetomar08Nessuna valutazione finora
- Heat Transfer Rates of Fins with Blind HolesDocumento3 pagineHeat Transfer Rates of Fins with Blind HolesHitesh BachhavNessuna valutazione finora
- International Communications in Heat and Mass Transfer: Sheng-Chung Tzeng, Tzer-Ming Jeng, Yi-Liang LinDocumento9 pagineInternational Communications in Heat and Mass Transfer: Sheng-Chung Tzeng, Tzer-Ming Jeng, Yi-Liang Linvijay2293Nessuna valutazione finora
- Instrument Technician Questions and AnswersDocumento4 pagineInstrument Technician Questions and AnswerszhangyiliNessuna valutazione finora
- Heat ExchangerDocumento4 pagineHeat ExchangerIzwanaRahimiNessuna valutazione finora
- Presentation Heat ExchhangerDocumento25 paginePresentation Heat ExchhangernagrajNessuna valutazione finora
- Energy ConsDocumento6 pagineEnergy ConsEmad AbdelsamadNessuna valutazione finora
- Energy Transfer - ThermoelectricDocumento20 pagineEnergy Transfer - ThermoelectricNarendra SinghNessuna valutazione finora
- Itc 90Documento24 pagineItc 90saravananNessuna valutazione finora
- Advancedmaterials PDFDocumento13 pagineAdvancedmaterials PDFshaonaaNessuna valutazione finora
- Review of Literature and Preliminary Experimental Thermosyphon LoopDocumento11 pagineReview of Literature and Preliminary Experimental Thermosyphon LoopspurwonofjpNessuna valutazione finora
- Icepak-Intro 14.5 L01 Agenda and ANSYS Intro PDFDocumento11 pagineIcepak-Intro 14.5 L01 Agenda and ANSYS Intro PDFAnonymous sAmJfcVNessuna valutazione finora
- Calculating Core TemperatureDocumento6 pagineCalculating Core TemperatureAnonymous sAmJfcVNessuna valutazione finora
- Electrical Transformer Thermal Analysys Using Ansys Fluent (CFD)Documento1 paginaElectrical Transformer Thermal Analysys Using Ansys Fluent (CFD)Anonymous sAmJfcVNessuna valutazione finora
- 02 2 Maxwell Eddy CurrentDocumento12 pagine02 2 Maxwell Eddy CurrentAnonymous sAmJfcVNessuna valutazione finora
- Models - Heat.electronic Enclosure CoolingDocumento20 pagineModels - Heat.electronic Enclosure CoolingAnonymous sAmJfcVNessuna valutazione finora
- Distribution TransformerDocumento17 pagineDistribution TransformerveerendraprasadNessuna valutazione finora
- Guaranteed Technical Particulars: 1. SpecificationsDocumento2 pagineGuaranteed Technical Particulars: 1. SpecificationsAnonymous sAmJfcVNessuna valutazione finora
- Commandbutton1 Commandbutton2: Shaft 2 Dia 0.5 Bevel 2 Dia 2Documento1 paginaCommandbutton1 Commandbutton2: Shaft 2 Dia 0.5 Bevel 2 Dia 2Anonymous sAmJfcVNessuna valutazione finora
- SolidWorks API Demystified: What is Covered HereDocumento8 pagineSolidWorks API Demystified: What is Covered HereAnonymous sAmJfcVNessuna valutazione finora
- 100kva Core Temp Rise Using With ComsolDocumento14 pagine100kva Core Temp Rise Using With ComsolAnonymous sAmJfcV100% (1)
- SolidWorks API Demystified: What is Covered HereDocumento8 pagineSolidWorks API Demystified: What is Covered HereAnonymous sAmJfcVNessuna valutazione finora
- Haritha ThesisDocumento105 pagineHaritha ThesisAnonymous sAmJfcVNessuna valutazione finora
- SolidWorks API Demystified: What is Covered HereDocumento8 pagineSolidWorks API Demystified: What is Covered HereAnonymous sAmJfcVNessuna valutazione finora
- Distribution TransformerDocumento17 pagineDistribution TransformerveerendraprasadNessuna valutazione finora
- Models - Mph.heat Transient AxiDocumento6 pagineModels - Mph.heat Transient AxiAnonymous sAmJfcVNessuna valutazione finora
- SolidWorks API Series 1 - Programming & Automation PDFDocumento268 pagineSolidWorks API Series 1 - Programming & Automation PDFAnonymous sAmJfcV86% (7)
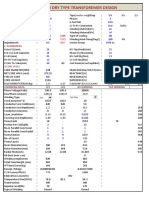
- Cast Resin Dry Type Transformer DesignDocumento1 paginaCast Resin Dry Type Transformer DesignAnonymous sAmJfcV100% (1)
- Transformers for the Metal Industry: Furnace and Rectifier TypesDocumento3 pagineTransformers for the Metal Industry: Furnace and Rectifier Typesjoydeep_d3232Nessuna valutazione finora
- Models - Acdc.ecore TransformerDocumento34 pagineModels - Acdc.ecore TransformerAnonymous sAmJfcVNessuna valutazione finora
- Models - Llse.busbar LlseDocumento12 pagineModels - Llse.busbar LlseAnonymous sAmJfcVNessuna valutazione finora
- 100kva Dry Main and CoreDocumento1 pagina100kva Dry Main and CoreAnonymous sAmJfcVNessuna valutazione finora
- Vpi Resin Impregnated Dry Type TransformerDocumento9 pagineVpi Resin Impregnated Dry Type Transformershona_shanuNessuna valutazione finora
- Cast Resin Dry Type Transformer DesignDocumento1 paginaCast Resin Dry Type Transformer DesignAnonymous sAmJfcV100% (1)
- SolidWorks Simulation Black BookDocumento40 pagineSolidWorks Simulation Black BookAnonymous sAmJfcV50% (6)
- Siemens MS2014Documento4 pagineSiemens MS2014Carlos TuestaNessuna valutazione finora
- Induction Motor I 01 Mail GoogDocumento249 pagineInduction Motor I 01 Mail GoogAnonymous sAmJfcVNessuna valutazione finora
- 5cast Resin Dry-Type TransformerDocumento2 pagine5cast Resin Dry-Type TransformerAnonymous sAmJfcVNessuna valutazione finora
- Epoxylite TSA 220 - TDS - 2008Documento3 pagineEpoxylite TSA 220 - TDS - 2008Anonymous sAmJfcVNessuna valutazione finora
- (26 22 10) Dry Type TransformersDocumento5 pagine(26 22 10) Dry Type TransformersAnonymous sAmJfcVNessuna valutazione finora
- Excel Bill of Materials Bom TemplateDocumento8 pagineExcel Bill of Materials Bom TemplateRavi ChhawdiNessuna valutazione finora
- Modification Adjustment During Upgrade - Software Logistics - SCN WikiDocumento4 pagineModification Adjustment During Upgrade - Software Logistics - SCN Wikipal singhNessuna valutazione finora
- 021SAACK Burner Operating Instructions PDFDocumento136 pagine021SAACK Burner Operating Instructions PDFmekidmu tadesse100% (1)
- Offshore Wind Turbine 6mw Robust Simple EfficientDocumento4 pagineOffshore Wind Turbine 6mw Robust Simple EfficientCristian Jhair PerezNessuna valutazione finora
- Sci7 Q1 Wk-5 Module-5Documento15 pagineSci7 Q1 Wk-5 Module-5Lester Noel RosalesNessuna valutazione finora
- WCM - March 2017-Final Version PDF - 4731677 - 01Documento211 pagineWCM - March 2017-Final Version PDF - 4731677 - 01Antonio VargasNessuna valutazione finora
- Rpo 1Documento496 pagineRpo 1Sean PrescottNessuna valutazione finora
- Unitary Small Air-Conditioners and Air-Source Heat Pumps (Includes Mixed-Match Coils) (RATED BELOW 65,000 BTU/H) Certification ProgramDocumento65 pagineUnitary Small Air-Conditioners and Air-Source Heat Pumps (Includes Mixed-Match Coils) (RATED BELOW 65,000 BTU/H) Certification ProgramAmer GaladNessuna valutazione finora
- Chapter One: Business Studies Class XI Anmol Ratna TuladharDocumento39 pagineChapter One: Business Studies Class XI Anmol Ratna TuladharAahana AahanaNessuna valutazione finora
- An RNA Vaccine Drives Expansion and Efficacy of claudin-CAR-T Cells Against Solid TumorsDocumento9 pagineAn RNA Vaccine Drives Expansion and Efficacy of claudin-CAR-T Cells Against Solid TumorsYusuf DemirNessuna valutazione finora
- MR15 Mechanical Engineering SyllabusDocumento217 pagineMR15 Mechanical Engineering Syllabusramji_kkpNessuna valutazione finora
- Impression Techniques in Complete Denture Patients: A ReviewDocumento6 pagineImpression Techniques in Complete Denture Patients: A ReviewRoja AllampallyNessuna valutazione finora
- Course Handbook MSC Marketing Sept2022Documento58 pagineCourse Handbook MSC Marketing Sept2022Tauseef JamalNessuna valutazione finora
- 26th April 2021 ES Submission - CloudKitchens - ProfessorSriramDocumento16 pagine26th April 2021 ES Submission - CloudKitchens - ProfessorSriramSamarth LahotiNessuna valutazione finora
- Lks Bahasa Inggris Kelas Vii Semester 1 Dan 2Documento6 pagineLks Bahasa Inggris Kelas Vii Semester 1 Dan 2ꓰꓡꓡꓰꓠ.ꓓꓰꓖꓰꓠꓰꓣꓰꓢꓢ.Nessuna valutazione finora
- Extraform RsDocumento47 pagineExtraform RsCarlos David Duran AvilaNessuna valutazione finora
- Gamma World Character SheetDocumento1 paginaGamma World Character SheetDr8chNessuna valutazione finora
- COP2251 Syllabus - Ellis 0525Documento9 pagineCOP2251 Syllabus - Ellis 0525Satish PrajapatiNessuna valutazione finora
- After EffectsDocumento56 pagineAfter EffectsRodrigo ArgentoNessuna valutazione finora
- Cats - CopioniDocumento64 pagineCats - CopioniINES ALIPRANDINessuna valutazione finora
- Online Music QuizDocumento3 pagineOnline Music QuizGiang VõNessuna valutazione finora
- p2 - Guerrero Ch13Documento40 paginep2 - Guerrero Ch13JerichoPedragosa88% (17)
- Self-Learning Module in General Chemistry 1 LessonDocumento9 pagineSelf-Learning Module in General Chemistry 1 LessonGhaniella B. JulianNessuna valutazione finora
- Design Your Loyalty Program in 2 WeeksDocumento53 pagineDesign Your Loyalty Program in 2 WeeksLorena TacuryNessuna valutazione finora
- Bosch Committed to Outsourcing to Boost CompetitivenessDocumento4 pagineBosch Committed to Outsourcing to Boost CompetitivenessPriya DubeyNessuna valutazione finora
- Batool2019 Article ANanocompositePreparedFromMagn PDFDocumento10 pagineBatool2019 Article ANanocompositePreparedFromMagn PDFmazharNessuna valutazione finora
- Sales Account Manager (Building Construction Segment) - Hilti UAEDocumento2 pagineSales Account Manager (Building Construction Segment) - Hilti UAESomar KarimNessuna valutazione finora
- 1 Univalent Functions The Elementary Theory 2018Documento12 pagine1 Univalent Functions The Elementary Theory 2018smpopadeNessuna valutazione finora
- BILL of Entry (O&A) PDFDocumento3 pagineBILL of Entry (O&A) PDFHiJackNessuna valutazione finora
- Assessment (L4) : Case Analysis: Managerial EconomicsDocumento4 pagineAssessment (L4) : Case Analysis: Managerial EconomicsRocel DomingoNessuna valutazione finora