Potrebbero piacerti anche
- DeNOx, DeSOx, and CO2 Removal Technology For Power PDFDocumento5 pagineDeNOx, DeSOx, and CO2 Removal Technology For Power PDFVudugundla KodandapaniNessuna valutazione finora
- Best Rotary Kiln Incinerator Manufacturers in India - BL EngineeringDocumento2 pagineBest Rotary Kiln Incinerator Manufacturers in India - BL Engineeringbl engineeringNessuna valutazione finora
- Chlorine: International Thermodynamic Tables of the Fluid StateDa EverandChlorine: International Thermodynamic Tables of the Fluid StateNessuna valutazione finora
- Effluent Treatment Plant (ETP) - Process Flow DiagramDocumento4 pagineEffluent Treatment Plant (ETP) - Process Flow DiagramshimanthNessuna valutazione finora
- A Review: Biogas Production From Bakery WasteDocumento5 pagineA Review: Biogas Production From Bakery WasteEditor IJTSRDNessuna valutazione finora
- Ethanol Process FundamentalsDocumento86 pagineEthanol Process FundamentalsEric NelsonNessuna valutazione finora
- Semiconductor Wastewater Treatment Using Tapioca Starch As A Natural CoagulantDocumento9 pagineSemiconductor Wastewater Treatment Using Tapioca Starch As A Natural Coagulanthuonggiangnguyen3011Nessuna valutazione finora
- MP305 PDFDocumento40 pagineMP305 PDFrichardstormNessuna valutazione finora
- Comparing Common Wastewater Aeration SolutionsDocumento2 pagineComparing Common Wastewater Aeration SolutionsprannoyNessuna valutazione finora
- Solid Waste Incinerator ManufacturersDocumento2 pagineSolid Waste Incinerator Manufacturersbl engineeringNessuna valutazione finora
- Extraction of Aromatics From Naphtha With Ionic LiquidsDocumento187 pagineExtraction of Aromatics From Naphtha With Ionic LiquidsATHUL100% (1)
- Assignment Tutorial WWWDocumento5 pagineAssignment Tutorial WWWZariq NazaruddinNessuna valutazione finora
- Synthesis of Furfural From Bagasse: Submitted To UIT-RGPVDocumento14 pagineSynthesis of Furfural From Bagasse: Submitted To UIT-RGPVvivekNessuna valutazione finora
- Australian Product HandbookDocumento88 pagineAustralian Product HandbookjarwokoesoemoNessuna valutazione finora
- MSDS Gengard GN8168Documento11 pagineMSDS Gengard GN8168carrspaintsNessuna valutazione finora
- MSW Final Process Tech Between Japan and IndDocumento8 pagineMSW Final Process Tech Between Japan and IndWanda Wawa EvirhaNessuna valutazione finora
- Sanitary Engineer II: Passbooks Study GuideDa EverandSanitary Engineer II: Passbooks Study GuideNessuna valutazione finora
- Water Treatment Processes and Microbial ReductionsDocumento35 pagineWater Treatment Processes and Microbial ReductionshuyenthaigiaNessuna valutazione finora
- George J.critsDocumento55 pagineGeorge J.critsshaburo100% (1)
- Low Cost AdsorbentsDocumento62 pagineLow Cost AdsorbentsEtelka David100% (1)
- Good One Chaube ZLD Techno Economic AnalysisDocumento5 pagineGood One Chaube ZLD Techno Economic AnalysisAmitNessuna valutazione finora
- Convert Ammonia To MethanolDocumento16 pagineConvert Ammonia To MethanolSuresh RamakrishnanNessuna valutazione finora
- Methane Syngas Methanol MicroprocessingDocumento14 pagineMethane Syngas Methanol MicroprocessingAtieyNoryhati-dzNessuna valutazione finora
- Safe handling guide for chlorosilanesDocumento26 pagineSafe handling guide for chlorosilanesWilliam ChangNessuna valutazione finora
- 2012 Coleman Anaerobic Digestion SSO Vs WWTPDocumento16 pagine2012 Coleman Anaerobic Digestion SSO Vs WWTPcolemanpf_39910546Nessuna valutazione finora
- U3S4-7 - Impact AssessmentDocumento11 pagineU3S4-7 - Impact AssessmentHieuNessuna valutazione finora
- Reverse Osmosis System FaridDocumento30 pagineReverse Osmosis System FaridAchFaridWadjdiNessuna valutazione finora
- New α-SABLIN Approach for Linear Alpha Olefins ProductionDocumento3 pagineNew α-SABLIN Approach for Linear Alpha Olefins Productionsk281Nessuna valutazione finora
- SO2 Removal Using Packed Column Scrubber TowerDocumento60 pagineSO2 Removal Using Packed Column Scrubber TowerAbrahamChongNessuna valutazione finora
- Bio Degradation of PlasticsDocumento24 pagineBio Degradation of PlasticsArchit Gupta100% (1)
- Air PollutionDocumento24 pagineAir Pollutionইসলামিক টিভি100% (1)
- Understanding and Eliminating Pressure Fluctuations in 2010 Process SafetyDocumento6 pagineUnderstanding and Eliminating Pressure Fluctuations in 2010 Process SafetyandriNessuna valutazione finora
- Project Report Carbon Footprint For Newspaper IndustryDocumento42 pagineProject Report Carbon Footprint For Newspaper IndustrydooriNessuna valutazione finora
- Energy Saving Denox - Catalysts: Ruedi Frey, Hitachi Zosen Inova, ZürichDocumento30 pagineEnergy Saving Denox - Catalysts: Ruedi Frey, Hitachi Zosen Inova, Zürichnay denNessuna valutazione finora
- Few2009 Envitech Ethanol ScrubberDocumento12 pagineFew2009 Envitech Ethanol ScrubberudaybhatkandeNessuna valutazione finora
- Odour Pollution: Sources, Effects and Control MethodsDocumento25 pagineOdour Pollution: Sources, Effects and Control MethodsDhananjay ShimpiNessuna valutazione finora
- Journal of Environmental Chemical Engineering: SciencedirectDocumento11 pagineJournal of Environmental Chemical Engineering: SciencedirectJavierNessuna valutazione finora
- Generic Design Assessment - Step 4 - Assessment of Westinghouse AP1000 - Civil Engineering and External Hazards PDFDocumento244 pagineGeneric Design Assessment - Step 4 - Assessment of Westinghouse AP1000 - Civil Engineering and External Hazards PDFKhan SalimNessuna valutazione finora
- Metro PWO Seminar May 23, 2012 Ammonia Based Aeration Control Case Study 2Documento44 pagineMetro PWO Seminar May 23, 2012 Ammonia Based Aeration Control Case Study 2Eko Setyo BudiNessuna valutazione finora
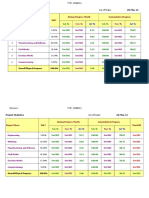
- Plant Nutrient Price Dashboard Weekly UpdateDocumento2 paginePlant Nutrient Price Dashboard Weekly UpdateAhmed SalehNessuna valutazione finora
- Clariant Brochure Methanol Synthesis 201711 ENDocumento16 pagineClariant Brochure Methanol Synthesis 201711 ENCrystal DaiNessuna valutazione finora
- CH2M HILL Wastewater Treatment Design OperationDocumento10 pagineCH2M HILL Wastewater Treatment Design OperationpennywiserNessuna valutazione finora
- 6 ReCiPe111Documento1.518 pagine6 ReCiPe111Krishan AcharyaNessuna valutazione finora
- SulfolaneAppendices A EDocumento158 pagineSulfolaneAppendices A Erkhandelwal9604Nessuna valutazione finora
- Aeration101 Scott Mulinix Presentation Rev1Documento43 pagineAeration101 Scott Mulinix Presentation Rev1jvan migvelNessuna valutazione finora
- Sodium BisulphateDocumento14 pagineSodium BisulphatemelvinkuriNessuna valutazione finora
- Activated CarbonDocumento3 pagineActivated CarbonHerik AziziNessuna valutazione finora
- Water Treatment Chemicals ListDocumento7 pagineWater Treatment Chemicals ListAlvin KimNessuna valutazione finora
- Random PackingDocumento4 pagineRandom PackingAadam AryanNessuna valutazione finora
- Industrial Water and Waste Water ManagementDocumento15 pagineIndustrial Water and Waste Water ManagementsagarNessuna valutazione finora
- Soil Cation Exchange Capacity: What It Is and How It Impacts Fertilizer ManagementDocumento31 pagineSoil Cation Exchange Capacity: What It Is and How It Impacts Fertilizer ManagementAaron RoyNessuna valutazione finora
- SCRCostManualchapter Draftforpubliccomment6!5!2015Documento101 pagineSCRCostManualchapter Draftforpubliccomment6!5!2015Mustika Putri PertiwiNessuna valutazione finora
- Sodium Bicarbonate For Flue Gas TreatmentDocumento12 pagineSodium Bicarbonate For Flue Gas Treatmentblabla21Nessuna valutazione finora
- Manufacturing Ammonium Sulphare From GypsumRich Flue GasesDocumento7 pagineManufacturing Ammonium Sulphare From GypsumRich Flue GasesAshwani KumarNessuna valutazione finora
- S Curves - DM PlantDocumento6 pagineS Curves - DM PlantnikunjNessuna valutazione finora
- Coagulants For Water TreatmentDocumento48 pagineCoagulants For Water Treatmenthafiz zain saeedNessuna valutazione finora
- Pulp Mill Odor ControlDocumento6 paginePulp Mill Odor Controlalakazum28Nessuna valutazione finora
- Amine SlimeDocumento24 pagineAmine SlimeganeshpicoNessuna valutazione finora
- Corrosion Failures: Theory, Case Studies, and SolutionsDa EverandCorrosion Failures: Theory, Case Studies, and SolutionsNessuna valutazione finora
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsDa EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNessuna valutazione finora
- Electro Chemistry AssignmentDocumento2 pagineElectro Chemistry AssignmentDeepak PradhanNessuna valutazione finora
- Structure of The EarthDocumento21 pagineStructure of The EarthKaren DarilaNessuna valutazione finora
- Mysore Road Plastic Industry ListDocumento6 pagineMysore Road Plastic Industry ListjafarptrNessuna valutazione finora
- BoilerDocumento48 pagineBoilerAbdallah Mansour100% (2)
- Separation NotesDocumento3 pagineSeparation NotesMeetaDeviNessuna valutazione finora
- Superlon1 PDFDocumento4 pagineSuperlon1 PDFmohd aliffNessuna valutazione finora
- Ammonium 2520sulphate Material 2520balance.Documento9 pagineAmmonium 2520sulphate Material 2520balance.AgadmatorNessuna valutazione finora
- Taco Expansion TankDocumento20 pagineTaco Expansion TankDhirendra Singh RathoreNessuna valutazione finora
- 01 U4 Guided Obj.v.ppDocumento5 pagine01 U4 Guided Obj.v.ppAntehyaNessuna valutazione finora
- Metamorphic Petrology: Processes and ProductsDocumento27 pagineMetamorphic Petrology: Processes and ProductsAnnisaBestariNessuna valutazione finora
- Assessment of The Efficiency Restriction of Amine-Based Inhibitor For Constructional Steel in A Saline Sand ConcreteDocumento7 pagineAssessment of The Efficiency Restriction of Amine-Based Inhibitor For Constructional Steel in A Saline Sand ConcreteQuoc Tri PhungNessuna valutazione finora
- C2!6!455 Grout and Adhesive Rev.BDocumento50 pagineC2!6!455 Grout and Adhesive Rev.BAreaya mahetemNessuna valutazione finora
- Analytical Methods For The Determination of N-NitrosaminesDocumento14 pagineAnalytical Methods For The Determination of N-NitrosaminesZekai BingolNessuna valutazione finora
- Evacuated Tube SystemDocumento2 pagineEvacuated Tube SystemAaron James RuedasNessuna valutazione finora
- Packaging Evolution VaselineDocumento11 paginePackaging Evolution Vaseline2023185491Nessuna valutazione finora
- SHS Physical Science Q1 SLM - 3Documento25 pagineSHS Physical Science Q1 SLM - 3Adalee ColleenNessuna valutazione finora
- Water Pollution Problems and SolutionsDocumento56 pagineWater Pollution Problems and Solutionsarief muhammadNessuna valutazione finora
- METAL FABRICATION RAW MATERIALS GUIDEDocumento8 pagineMETAL FABRICATION RAW MATERIALS GUIDEEdbert TulipasNessuna valutazione finora
- Composite Fish Culture PDFDocumento2 pagineComposite Fish Culture PDFHanumant JagtapNessuna valutazione finora
- Toksikologi PDFDocumento134 pagineToksikologi PDFPurwani Ni NyomanNessuna valutazione finora
- COA CrosscarmDocumento1 paginaCOA CrosscarmSouheila MniNessuna valutazione finora
- Physiology Exam 1Documento16 paginePhysiology Exam 1sa'di OsmanNessuna valutazione finora
- Cooling Towers: Key Design Factors and Operation PrinciplesDocumento8 pagineCooling Towers: Key Design Factors and Operation PrinciplesMade PutraNessuna valutazione finora
- Order/Inventory Sheet: BB21239 BB21169 BB21290 BB21172 BB20830 BB21715 BB2787Documento5 pagineOrder/Inventory Sheet: BB21239 BB21169 BB21290 BB21172 BB20830 BB21715 BB2787apparatiNessuna valutazione finora
- Uniz Resin Spec PDFDocumento11 pagineUniz Resin Spec PDFYerayNessuna valutazione finora
- Class 9 Matter in Our Surroundings McqsDocumento3 pagineClass 9 Matter in Our Surroundings McqsHariharan VIIA1Nessuna valutazione finora
- NIH Public Access: Introduction To Peptide SynthesisDocumento17 pagineNIH Public Access: Introduction To Peptide SynthesisStella AguirreNessuna valutazione finora
- Water Supply Design and Distribution SystemsDocumento26 pagineWater Supply Design and Distribution SystemsAlchea Aldeguer100% (1)
- Design Manual For Waste Stabilization Ponds in India BY MARA D.Documento135 pagineDesign Manual For Waste Stabilization Ponds in India BY MARA D.cherogonyaNessuna valutazione finora
- Toxicology: Metal Chosen: MERCURYDocumento13 pagineToxicology: Metal Chosen: MERCURYsamarpita senguptaNessuna valutazione finora