Potrebbero piacerti anche
- Exedy India Ltd. APQP Process DocumentsDocumento3 pagineExedy India Ltd. APQP Process Documentssam1hi5Nessuna valutazione finora
- TVS MOTOR COMPANY Audit Date Check Sheet for Significant Production Trial Run (SPTRDocumento5 pagineTVS MOTOR COMPANY Audit Date Check Sheet for Significant Production Trial Run (SPTRSAKTHIVEL ANessuna valutazione finora
- Core ToolsDocumento1 paginaCore Toolsbil bilNessuna valutazione finora
- PPAP Package for Inner Pipe PartDocumento31 paginePPAP Package for Inner Pipe PartPk NimiwalNessuna valutazione finora
- APQPDocumento18 pagineAPQPMy Dad My World100% (1)
- Apqp PhasesDocumento3 pagineApqp PhasesBharatNessuna valutazione finora
- MOM - Control PlanDocumento17 pagineMOM - Control PlanraghulramasamyNessuna valutazione finora
- PDF Process Audit Vda 63Documento9 paginePDF Process Audit Vda 63Shahrazed ZineNessuna valutazione finora
- VDA6.3 - Engl06 04 04 PDFDocumento26 pagineVDA6.3 - Engl06 04 04 PDFjpenjerryNessuna valutazione finora
- APQP Timeline PlanDocumento1 paginaAPQP Timeline PlanPradeep Kumar KelembathNessuna valutazione finora
- TEAM fEASIBILITYDocumento2 pagineTEAM fEASIBILITYPk NimiwalNessuna valutazione finora
- Form30TM Advanced Product Quality Planning-APQPDocumento1 paginaForm30TM Advanced Product Quality Planning-APQPShinichi SuzukiNessuna valutazione finora
- Supplier-QUAL TM 0027-01 PPAP PackageDocumento67 pagineSupplier-QUAL TM 0027-01 PPAP PackageMahe RonaldoNessuna valutazione finora
- Deckblatt - : First Sample Test Report VDADocumento9 pagineDeckblatt - : First Sample Test Report VDAJuliaNessuna valutazione finora
- Checklist Control PlanDocumento1 paginaChecklist Control PlanRAJASEKARSUBHUNessuna valutazione finora
- Vda FmeaDocumento30 pagineVda Fmealalit GuptaNessuna valutazione finora
- ISO 9001:2008 & ISO/TS 16949 Quality Management RequirementsDocumento52 pagineISO 9001:2008 & ISO/TS 16949 Quality Management Requirementssupady5751Nessuna valutazione finora
- TS-16949 GM Customer-Specific RequirementsDocumento13 pagineTS-16949 GM Customer-Specific Requirementstsllwt100% (1)
- ApqpDocumento11 pagineApqpChandru JattiNessuna valutazione finora
- APQP Time Plan for 150 X 75 Steel Hollow SectionDocumento4 pagineAPQP Time Plan for 150 X 75 Steel Hollow SectionRakesh PandeyNessuna valutazione finora
- First Article Inspection Report: Purchase Order Number Supplier NameDocumento8 pagineFirst Article Inspection Report: Purchase Order Number Supplier NameTuff qualityNessuna valutazione finora
- 1 ApqpDocumento30 pagine1 ApqpVIPIN YADAVNessuna valutazione finora
- Advance Product Quality Planning ProcessDocumento6 pagineAdvance Product Quality Planning ProcessBangali Singh100% (1)
- VDA 6 - 3 Questionnaire Summary of Changes PDFDocumento6 pagineVDA 6 - 3 Questionnaire Summary of Changes PDFAnonymous CW8L9FkuNessuna valutazione finora
- Template Format Gauge R & RDocumento5 pagineTemplate Format Gauge R & RQC-Metinca Prima Industrial WorksNessuna valutazione finora
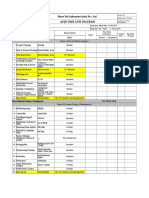
- Shree Ved Industries India Pvt. Ltd. Apqp Time Line DiagramDocumento2 pagineShree Ved Industries India Pvt. Ltd. Apqp Time Line DiagramS. R. OvhalNessuna valutazione finora
- Apqp Ppap TrainingDocumento2 pagineApqp Ppap TrainingAnkur DhirNessuna valutazione finora
- Production Validation TemplateDocumento1 paginaProduction Validation Templatesathyabalaraman100% (1)
- Suppliers Quality Assurance Manual (PDFDrive)Documento135 pagineSuppliers Quality Assurance Manual (PDFDrive)umtNessuna valutazione finora
- Attribute MSA Study ResultsDocumento9 pagineAttribute MSA Study ResultsDisha ShahNessuna valutazione finora
- Apqp Advanced Product Quality PlanningDocumento27 pagineApqp Advanced Product Quality PlanningRajesh KumarNessuna valutazione finora
- SMT Generic Control PlanDocumento3 pagineSMT Generic Control Plantuan mai vanNessuna valutazione finora
- SRG Global PPAP ChecklistDocumento61 pagineSRG Global PPAP Checklistanamika tripathiNessuna valutazione finora
- Cooper Industries PPAP Forms KitDocumento25 pagineCooper Industries PPAP Forms KitAshutosh SinghNessuna valutazione finora
- Giriraj Precision Screws PVT - Ltd. Quality Manual Procedure APQP (Advanced Product Quality Planning) 1. PurposeDocumento9 pagineGiriraj Precision Screws PVT - Ltd. Quality Manual Procedure APQP (Advanced Product Quality Planning) 1. PurposeMohit KaushikNessuna valutazione finora
- Histogram X-Bar Chart: Company NameDocumento1 paginaHistogram X-Bar Chart: Company NameSachin RamdurgNessuna valutazione finora
- PSW Signature TemplateDocumento1 paginaPSW Signature TemplateKM MuiNessuna valutazione finora
- Mohindra Fasteners CQI 9 Audit ObservationsDocumento2 pagineMohindra Fasteners CQI 9 Audit ObservationsAsif AliNessuna valutazione finora
- Cooper Industries PPAP Quick ReferenceDocumento1 paginaCooper Industries PPAP Quick ReferenceMoraru CiprianNessuna valutazione finora
- Field Failures Analysis: HeribertDocumento17 pagineField Failures Analysis: Heribertmirosek100% (1)
- APQP FormDocumento103 pagineAPQP FormJERFSON AUGUSTONessuna valutazione finora
- MTP Micro Turn Proudtcs Apqp Timing Plan: S.No Description Resp. Status W1 W2Documento9 pagineMTP Micro Turn Proudtcs Apqp Timing Plan: S.No Description Resp. Status W1 W2Sahil WadhwaNessuna valutazione finora
- Advance Product Quality Planning Status ReportDocumento30 pagineAdvance Product Quality Planning Status ReporttapanNessuna valutazione finora
- APQP Guide Pre-U1aDocumento241 pagineAPQP Guide Pre-U1aФедя ПлукчиNessuna valutazione finora
- Customer Satisfaction Survey ProcedureDocumento1 paginaCustomer Satisfaction Survey ProcedureAnkur GuptaNessuna valutazione finora
- LSAI SQA Manual FileDocumento39 pagineLSAI SQA Manual FileSivakumar LNessuna valutazione finora
- APQP and PPAP ExplainedDocumento3 pagineAPQP and PPAP ExplainedignaunaqNessuna valutazione finora
- Process Mix-ups and Documentation Errors IdentifiedDocumento11 pagineProcess Mix-ups and Documentation Errors Identifiedr arumugamNessuna valutazione finora
- BOSCH7Documento14 pagineBOSCH7Georgiana BusuiocNessuna valutazione finora
- Integrated System Change Management ProceduresDocumento3 pagineIntegrated System Change Management ProceduresMASU BRAKE PADS QANessuna valutazione finora
- 18 Point Ppap Plan Approval-WaiverDocumento4 pagine18 Point Ppap Plan Approval-WaiverBrenda GillNessuna valutazione finora
- VDA 6.3 Audit Report Assessment Quality CapabilityDocumento8 pagineVDA 6.3 Audit Report Assessment Quality Capabilityjhmagagnin100% (1)
- 4m Change Before After FormatDocumento3 pagine4m Change Before After FormatpsathishthevanNessuna valutazione finora
- Iatf TrainingDocumento10 pagineIatf TrainingAniket JadhavNessuna valutazione finora
- What Is A GageDocumento12 pagineWhat Is A GageMohini MaratheNessuna valutazione finora
- DFX Design For X A Complete Guide - 2020 EditionDa EverandDFX Design For X A Complete Guide - 2020 EditionNessuna valutazione finora
- APQP Elements: 1 Customer OrderDocumento14 pagineAPQP Elements: 1 Customer Orderrajesh sharmaNessuna valutazione finora
- Cil PQP DraftDocumento16 pagineCil PQP DraftNhoy OrapaNessuna valutazione finora
- 3-Point Hitch DimensionsDocumento2 pagine3-Point Hitch DimensionsShanmugam BalasubramaniamNessuna valutazione finora
- Train Track and Children: SMO Customer Services Monthly TipsDocumento15 pagineTrain Track and Children: SMO Customer Services Monthly TipsShanmugam BalasubramaniamNessuna valutazione finora
- TractelfDocumento1 paginaTractelfShanmugam BalasubramaniamNessuna valutazione finora
- 10 NRBDocumento102 pagine10 NRBShanmugam BalasubramaniamNessuna valutazione finora
- Respiratory SystemDocumento60 pagineRespiratory SystemShanmugam BalasubramaniamNessuna valutazione finora
- Chipset - Mobile Terms GlossaryDocumento3 pagineChipset - Mobile Terms GlossaryShanmugam BalasubramaniamNessuna valutazione finora
- New 7 QCToolsDocumento41 pagineNew 7 QCToolsMadhu MithaNessuna valutazione finora
- Psychiatry: MedpgnotesDocumento54 paginePsychiatry: MedpgnotesShanmugam BalasubramaniamNessuna valutazione finora
- Ever Growing CPU Core Count of Mobile ChipsetsDocumento3 pagineEver Growing CPU Core Count of Mobile ChipsetsShanmugam BalasubramaniamNessuna valutazione finora
- Total AtfDocumento7 pagineTotal AtfShanmugam BalasubramaniamNessuna valutazione finora
- All You Need To Know About Mobile Phone ChipsetsDocumento9 pagineAll You Need To Know About Mobile Phone ChipsetsShanmugam BalasubramaniamNessuna valutazione finora
- General PediatricsDocumento21 pagineGeneral PediatricsShanmugam Balasubramaniam100% (2)
- 21 Books Every Entrepreneur Should ReadDocumento32 pagine21 Books Every Entrepreneur Should ReadShanmugam BalasubramaniamNessuna valutazione finora
- Hiten Rana 1Documento3 pagineHiten Rana 1Hiten RanaNessuna valutazione finora
- Zerodha Stock Market PDFDocumento108 pagineZerodha Stock Market PDFAnshu GauravNessuna valutazione finora
- Orthogonal Array For Optimization of ResourcesDocumento35 pagineOrthogonal Array For Optimization of Resourcesgaminigsuresh4069Nessuna valutazione finora
- Spoken Hindi Part-01 PDFDocumento24 pagineSpoken Hindi Part-01 PDFSakthivel MurthyNessuna valutazione finora
- Market and TaxationDocumento58 pagineMarket and TaxationDhananjay ChandraNessuna valutazione finora
- Distance Line 3 Line 3Documento8 pagineDistance Line 3 Line 3Shanmugam BalasubramaniamNessuna valutazione finora
- Site NO Site Facing Door Entrance Other Cost Corpus Fund TAXDocumento4 pagineSite NO Site Facing Door Entrance Other Cost Corpus Fund TAXShanmugam BalasubramaniamNessuna valutazione finora
- Three Way ANOVA ExampleDocumento16 pagineThree Way ANOVA ExampleShanmugam BalasubramaniamNessuna valutazione finora
- Three Way ANOVA ExampleDocumento16 pagineThree Way ANOVA ExampleShanmugam BalasubramaniamNessuna valutazione finora
- Indra GanesanDocumento89 pagineIndra GanesanShanmugam BalasubramaniamNessuna valutazione finora
- Construction of X-bar and R Charts for Process AnalysisDocumento3 pagineConstruction of X-bar and R Charts for Process AnalysisShanmugam BalasubramaniamNessuna valutazione finora
- Ansys HFSS TutorialDocumento132 pagineAnsys HFSS Tutorialsinhco1100% (3)
- ECRS Worksheet Ideas for Process ImprovementDocumento1 paginaECRS Worksheet Ideas for Process ImprovementShanmugam BalasubramaniamNessuna valutazione finora
- The Lean Agile and World Class Manufacturing CookbookDocumento107 pagineThe Lean Agile and World Class Manufacturing CookbookShanmugam BalasubramaniamNessuna valutazione finora
- Anovaex SanthoshDocumento4 pagineAnovaex SanthoshShanmugam BalasubramaniamNessuna valutazione finora
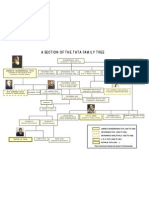
- TATA Family TreeDocumento1 paginaTATA Family Treemehulchauhan_9950% (2)
- Enforcer Implementation Guide SNAC11.0.5Documento422 pagineEnforcer Implementation Guide SNAC11.0.5Mohammed SemmourNessuna valutazione finora
- 0016 SAP ABAP With S4 HANA Syllabus UCPL TechnologiesDocumento7 pagine0016 SAP ABAP With S4 HANA Syllabus UCPL TechnologiesUCPL TrainingNessuna valutazione finora
- Service Manual: Color TelevisionDocumento21 pagineService Manual: Color TelevisionLuis MorenoNessuna valutazione finora
- Jakarta MCU Participants ListDocumento20 pagineJakarta MCU Participants ListBeny FirmansyahNessuna valutazione finora
- PUFF-CONSTRUCTION ESTIMATE USER MANUALDocumento5 paginePUFF-CONSTRUCTION ESTIMATE USER MANUALjoanNessuna valutazione finora
- The Method of Reducing Drilling Costs More Than 50 Percent: July 1998Documento8 pagineThe Method of Reducing Drilling Costs More Than 50 Percent: July 1998alainestorNessuna valutazione finora
- SUP-01-Document ControlDocumento2 pagineSUP-01-Document ControlSALAH HELLARANessuna valutazione finora
- BPMN To BPEL Implementing ATM SystemDocumento3 pagineBPMN To BPEL Implementing ATM SystemEditor IJRITCCNessuna valutazione finora
- HPE - A00104922en - Us - ClearPass Policy Manager Scaling and Ordering GuideDocumento17 pagineHPE - A00104922en - Us - ClearPass Policy Manager Scaling and Ordering Guide陳建和Nessuna valutazione finora
- JLG 153-12Documento2 pagineJLG 153-12Luis Vélez RomàNessuna valutazione finora
- Energy Efficient Multipath Routing Protocol For Mobile Ad-Hoc Network Using The Fitness Function PDFDocumento10 pagineEnergy Efficient Multipath Routing Protocol For Mobile Ad-Hoc Network Using The Fitness Function PDFKumarNessuna valutazione finora
- Tapping The World's Innovation Hot Spots Presented by Naval BhushaniaDocumento8 pagineTapping The World's Innovation Hot Spots Presented by Naval BhushaniaNaval BhushaniaNessuna valutazione finora
- MSO4000B and DPO4000B Oscilloscope User Manual 071281004 Rev ADocumento229 pagineMSO4000B and DPO4000B Oscilloscope User Manual 071281004 Rev AhantaoNessuna valutazione finora
- Suprema Access Control 2015 enDocumento32 pagineSuprema Access Control 2015 enLuis Zelada VargasNessuna valutazione finora
- Wafer Thinning and Through Silicon ViasDocumento41 pagineWafer Thinning and Through Silicon ViasJohn RecheNessuna valutazione finora
- SIDBI empanelment guide for architects, consultantsDocumento21 pagineSIDBI empanelment guide for architects, consultantsbethalasNessuna valutazione finora
- The Benefits ofDocumento6 pagineThe Benefits ofarindaNessuna valutazione finora
- Annexure - IDocumento9 pagineAnnexure - ISav ThaNessuna valutazione finora
- Removing Distributor AssemblyDocumento2 pagineRemoving Distributor Assemblyzelalem mamoNessuna valutazione finora
- Types of InnovationDocumento3 pagineTypes of InnovationEsmyriadeNessuna valutazione finora
- Modules English Industrial EngineeringDocumento16 pagineModules English Industrial EngineeringMikel Vega GodoyNessuna valutazione finora
- Getting Started with Windows PowerShellDocumento44 pagineGetting Started with Windows PowerShellJunior CamargoNessuna valutazione finora
- L00161 1121Documento29 pagineL00161 1121aboofazilNessuna valutazione finora
- Automatic Multiple Pig LauncherDocumento2 pagineAutomatic Multiple Pig LauncherJoeyMendozNessuna valutazione finora
- c9 m660 eDocumento2 paginec9 m660 eTsomakh VitaliiNessuna valutazione finora
- 5G Bootcamp Day 2-Building 5G System PDFDocumento18 pagine5G Bootcamp Day 2-Building 5G System PDFfjwoemcuNessuna valutazione finora
- FoxitPDFEditor20 ManualDocumento204 pagineFoxitPDFEditor20 Manuallavius_mNessuna valutazione finora
- Characteristics of Ports: Introduction To PORTDocumento4 pagineCharacteristics of Ports: Introduction To PORTpreet sidhuNessuna valutazione finora
- Learning Contract PDFDocumento3 pagineLearning Contract PDFapi-363872687Nessuna valutazione finora
- CSWA Exam IntroDocumento6 pagineCSWA Exam IntroAhmed Gomaa GhanemNessuna valutazione finora