Potrebbero piacerti anche
- Offshore Pipelines: Design, Installation, and MaintenanceDa EverandOffshore Pipelines: Design, Installation, and MaintenanceValutazione: 4.5 su 5 stelle4.5/5 (2)
- Adaptive Orbital Pipe Welding - Hamidreza LatifiDocumento140 pagineAdaptive Orbital Pipe Welding - Hamidreza LatifiMalcolm DiamondNessuna valutazione finora
- Anchor Flange CatalogDocumento4 pagineAnchor Flange CatalogRockny2011Nessuna valutazione finora
- API Specifications and StandardsDocumento2 pagineAPI Specifications and StandardsAlvin Smith100% (1)
- Welding in Armco PDFDocumento62 pagineWelding in Armco PDFAnand RaoNessuna valutazione finora
- MSS SP53 - 2012Documento9 pagineMSS SP53 - 2012RjvPoqui100% (1)
- Offshore Underwater HTPDocumento4 pagineOffshore Underwater HTPPhilip Ul100% (1)
- Important Butt FusionDocumento22 pagineImportant Butt Fusionvipul anandNessuna valutazione finora
- M-622 Fabriction and Installation of GRP Piping System Rev1Documento20 pagineM-622 Fabriction and Installation of GRP Piping System Rev1vlong3003Nessuna valutazione finora
- Hot TappingDocumento6 pagineHot Tappingkrishna_piping67% (3)
- Applying Shielded Metal Arc Welding TechniquesDocumento134 pagineApplying Shielded Metal Arc Welding Techniquesgaspardo123Nessuna valutazione finora
- 2009 LineMaster ScheduleDocumento5 pagine2009 LineMaster Scheduleantonio gutierrez100% (1)
- TDW PIGG SpecificationsDocumento157 pagineTDW PIGG SpecificationsKhwanas LuqmanNessuna valutazione finora
- Offshore Pipeline Engineering Materials & Welding Module Construction PracticeDocumento56 pagineOffshore Pipeline Engineering Materials & Welding Module Construction PracticeOrueta Claudio100% (1)
- Barracuda Gold Weld TestsDocumento24 pagineBarracuda Gold Weld TestsHeinz Zavala GaleanoNessuna valutazione finora
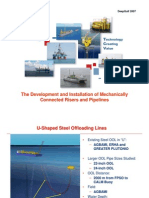
- The Development and Installation of Mechanically Connected Risers and PipelinesDocumento20 pagineThe Development and Installation of Mechanically Connected Risers and PipelinesalbertofgvNessuna valutazione finora
- Steel Casing Pipe, Electric-Fusion (Arc) - Welded (Outside Diameter of 10 In. and Larger)Documento4 pagineSteel Casing Pipe, Electric-Fusion (Arc) - Welded (Outside Diameter of 10 In. and Larger)mohammed karasnehNessuna valutazione finora
- Radiography Cheat SheetDocumento1 paginaRadiography Cheat SheetbplturnerNessuna valutazione finora
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDocumento18 pagineInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiNessuna valutazione finora
- Weld RepairsDocumento8 pagineWeld RepairsAhmedAleshiNessuna valutazione finora
- CladtekPresentation16 02 2011Documento30 pagineCladtekPresentation16 02 2011Chee Hong LeeNessuna valutazione finora
- Part 02 - Review of PWPS and WPSDocumento9 paginePart 02 - Review of PWPS and WPSYan FerizalNessuna valutazione finora
- Furmanite Hot Tap and Line Stop Contractor Services BrochureDocumento16 pagineFurmanite Hot Tap and Line Stop Contractor Services BrochureDavid Rios Cruz100% (1)
- Enbridge Pipeline Repair Workplan WeldingDocumento23 pagineEnbridge Pipeline Repair Workplan WeldingJesus MaestreNessuna valutazione finora
- Anchor FlangeDocumento4 pagineAnchor FlangeHector MejiaNessuna valutazione finora
- CARGAS B31.4 Sostenidas Ocasionales Constructivas Transitorias Valores de Esfuerzos PermisiblesDocumento6 pagineCARGAS B31.4 Sostenidas Ocasionales Constructivas Transitorias Valores de Esfuerzos PermisiblesFREDYTOAPANTANessuna valutazione finora
- Ipc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDocumento9 pagineIpc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDietmar WengerNessuna valutazione finora
- Hot Tap ReportDocumento2 pagineHot Tap ReportCak NhassNessuna valutazione finora
- Types of Flanges-Definition of FlangesDocumento4 pagineTypes of Flanges-Definition of FlangesindikumaNessuna valutazione finora
- 8 WeldingDocumento43 pagine8 WeldingLopez BetoNessuna valutazione finora
- Pipeline AccessoriesDocumento8 paginePipeline Accessoriesdan2009Nessuna valutazione finora
- Butt JointsDocumento21 pagineButt JointsRaj1-23Nessuna valutazione finora
- Chapter 4 Year 3Documento27 pagineChapter 4 Year 3Mohd SoufianNessuna valutazione finora
- Inspection Spark TestingDocumento4 pagineInspection Spark TestingAshish PattanaikNessuna valutazione finora
- Soldaduras Varios PDFDocumento54 pagineSoldaduras Varios PDFCristhian AndresNessuna valutazione finora
- Procedure For: J164 (Rev 11/02)Documento21 pagineProcedure For: J164 (Rev 11/02)tomcanNessuna valutazione finora
- Overlay (Required Tests)Documento1 paginaOverlay (Required Tests)laz_k100% (1)
- NDT of PipingDocumento1 paginaNDT of PipingVu Tung LinhNessuna valutazione finora
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesDocumento120 pagineWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriqueNessuna valutazione finora
- Case Study - Hot Tap, Stopple and By-PassDocumento2 pagineCase Study - Hot Tap, Stopple and By-Passowenh796Nessuna valutazione finora
- Enbridge Pipeline Repair Workplan Welding PDFDocumento23 pagineEnbridge Pipeline Repair Workplan Welding PDFquiron2014Nessuna valutazione finora
- Pipeline Welding InspectionDocumento4 paginePipeline Welding InspectionRizky TrianandaNessuna valutazione finora
- API Welding ProcedureDocumento2 pagineAPI Welding ProcedureSamarakoon BandaNessuna valutazione finora
- Garlock Metal - Gaskets TorqueDocumento48 pagineGarlock Metal - Gaskets TorqueakenathorNessuna valutazione finora
- Hot Tap ProcedureDocumento7 pagineHot Tap Procedurerashid zamanNessuna valutazione finora
- Welder: Craftsmen Training Scheme (CTS) NSQF Level-4Documento44 pagineWelder: Craftsmen Training Scheme (CTS) NSQF Level-4Loganathan KNessuna valutazione finora
- Miller RMDDocumento4 pagineMiller RMDRony Lesbt100% (1)
- Selected Welding Application in Offshore IndustryDocumento38 pagineSelected Welding Application in Offshore IndustryzuudeeNessuna valutazione finora
- Review of GTAW Welding ParametersDocumento14 pagineReview of GTAW Welding Parameterskervyn SáenzNessuna valutazione finora
- 2 Specification For GRP PipingDocumento4 pagine2 Specification For GRP Pipinggc_panchaNessuna valutazione finora
- ESAB Transportation Catalogue 201181132250 20118916190 PDFDocumento68 pagineESAB Transportation Catalogue 201181132250 20118916190 PDFcengizarda1979Nessuna valutazione finora
- Plaquettesegpipemillsenbd 61670Documento25 paginePlaquettesegpipemillsenbd 61670Claude BouillotNessuna valutazione finora
- Hydraulic Tube Fittings enDocumento16 pagineHydraulic Tube Fittings enAlex PeñaNessuna valutazione finora
- 2 ESAB Arc Welding PDFDocumento6 pagine2 ESAB Arc Welding PDFcengizarda1979Nessuna valutazione finora
- HAZ Cast-In ChannelDocumento40 pagineHAZ Cast-In Channelaristo_onan2546Nessuna valutazione finora
- Catalogue AutomationDocumento101 pagineCatalogue Automationiolivero79641Nessuna valutazione finora
- WeldDocumento52 pagineWeldAlwin Victor Williams100% (1)
- Origo™ Mig 320: Powerful and FlexibleDocumento2 pagineOrigo™ Mig 320: Powerful and FlexiblehelderfsnNessuna valutazione finora
- Brochure Offshore Oil & Gas en 2009Documento26 pagineBrochure Offshore Oil & Gas en 2009claude.bouillot3566Nessuna valutazione finora
- XLC-S Connector - Product SheetDocumento1 paginaXLC-S Connector - Product SheetulasNessuna valutazione finora
- Mooring Guidance For Tankers in Muuga HarbourDocumento23 pagineMooring Guidance For Tankers in Muuga HarbourulasNessuna valutazione finora
- Thyssen PDFDocumento288 pagineThyssen PDFulas100% (1)
- ELASTRON Glavni Katalog ENG PDFDocumento74 pagineELASTRON Glavni Katalog ENG PDFulasNessuna valutazione finora
- Mooring Guidance For Tankers: Calling in Muuga HarbourDocumento23 pagineMooring Guidance For Tankers: Calling in Muuga HarbourulasNessuna valutazione finora
- Trac Loc BrochureDocumento4 pagineTrac Loc Brochureulas100% (1)
- Berthing Guidelines: Amended - 16 Jan. 2017Documento124 pagineBerthing Guidelines: Amended - 16 Jan. 2017ulasNessuna valutazione finora
- Lincoln Invertec TPX 220-EnGDocumento23 pagineLincoln Invertec TPX 220-EnGulasNessuna valutazione finora
- Avesta 310Documento1 paginaAvesta 310ulasNessuna valutazione finora
- Elcometer 224 Surface Profile GaugeDocumento8 pagineElcometer 224 Surface Profile GaugeulasNessuna valutazione finora
- Questionnaire Manufacturer Assessment PDFDocumento27 pagineQuestionnaire Manufacturer Assessment PDFulasNessuna valutazione finora
- WILNOS VSP Catalogue 2013 RfsDocumento11 pagineWILNOS VSP Catalogue 2013 RfsulasNessuna valutazione finora
- WP 20 TigzoneDocumento2 pagineWP 20 TigzoneulasNessuna valutazione finora
- Elcometer 270 Pinhole DetectorDocumento3 pagineElcometer 270 Pinhole DetectorulasNessuna valutazione finora
- Sivacon S4Documento50 pagineSivacon S4ulasNessuna valutazione finora
- TS - K 2000 Und GreenDocumento1 paginaTS - K 2000 Und GreenulasNessuna valutazione finora
- Nanohole Biosensor-Origin and Application As Multiplex Biosensing PlatformDocumento3 pagineNanohole Biosensor-Origin and Application As Multiplex Biosensing PlatformShibsekhar RoyNessuna valutazione finora
- Ion Exchange 2Documento26 pagineIon Exchange 2api-3737745100% (3)
- ABB ACS580 Cooling Compressors Application GuideDocumento24 pagineABB ACS580 Cooling Compressors Application GuideEdwin ValdezNessuna valutazione finora
- Application of Bernoullis EquationDocumento11 pagineApplication of Bernoullis EquationChong Zi HaoNessuna valutazione finora
- Factual & Interpretative ReportsDocumento10 pagineFactual & Interpretative ReportsMuhammad usama ButtNessuna valutazione finora
- 17) Unveiling The Causes of Plastics' Yellowing Through IlluminationDocumento1 pagina17) Unveiling The Causes of Plastics' Yellowing Through IlluminationJakub NowakNessuna valutazione finora
- Maldi TofDocumento20 pagineMaldi TofDR VARSHA A SINGHNessuna valutazione finora
- Ch-27.3 Iron Carbon Equilibrium DiagramDocumento58 pagineCh-27.3 Iron Carbon Equilibrium DiagramasjfgauojfgfNessuna valutazione finora
- Two Storey Residential BuildingDocumento52 pagineTwo Storey Residential BuildingMaiko Laine CarbonelNessuna valutazione finora
- Astm f1554 SpecDocumento3 pagineAstm f1554 SpecKrishnan DeviNessuna valutazione finora
- Effective-Stress Analysis of Berm-Supported Retaining WallsDocumento10 pagineEffective-Stress Analysis of Berm-Supported Retaining WallsDerek WongNessuna valutazione finora
- Valve Actuator Selection GuideDocumento3 pagineValve Actuator Selection GuideBramJanssen76100% (1)
- Atomic TheoryDocumento37 pagineAtomic TheoryRochelle NuguidNessuna valutazione finora
- Enthalpy of Neutralization: 2 (Aq) (Aq) 2 (Aq) 2 (L)Documento14 pagineEnthalpy of Neutralization: 2 (Aq) (Aq) 2 (Aq) 2 (L)Ijaz Ahmad50% (2)
- 4th Periodical Test For Grade 4Documento11 pagine4th Periodical Test For Grade 4Resian Garalde BiscoNessuna valutazione finora
- Chapter 3 Volumetric Properties of Pure Fluids PDFDocumento8 pagineChapter 3 Volumetric Properties of Pure Fluids PDFNikko ManaleseNessuna valutazione finora
- Carnot Engine (Application of The Second Law of Thermodynamics) Problems and SolutionsDocumento2 pagineCarnot Engine (Application of The Second Law of Thermodynamics) Problems and SolutionsFUN SCIENCENessuna valutazione finora
- ME1206 Applied Engineering Mechanics - Nov-Dec-2007Documento4 pagineME1206 Applied Engineering Mechanics - Nov-Dec-2007Vishal PranavNessuna valutazione finora
- Heat Exchangers (Shell & Tube)Documento29 pagineHeat Exchangers (Shell & Tube)babak mirNessuna valutazione finora
- Course Planner: Subject Wise Syllabus PlanDocumento2 pagineCourse Planner: Subject Wise Syllabus PlanAnushree SrivastavaNessuna valutazione finora
- Chapter 4: Kinematics in 2D: X y X yDocumento11 pagineChapter 4: Kinematics in 2D: X y X yMac MagsinoNessuna valutazione finora
- (EN) Rsni-T-03-2005Documento166 pagine(EN) Rsni-T-03-2005Anindio PrabuNessuna valutazione finora
- Booklet 2Documento7 pagineBooklet 2Jherico Jay SantosNessuna valutazione finora
- Kova Fasteners PVT - LTD: Heat Treatment Report Material DescriptionDocumento3 pagineKova Fasteners PVT - LTD: Heat Treatment Report Material DescriptionAmandeep SinghNessuna valutazione finora
- Agitation and MixingDocumento16 pagineAgitation and Mixingketh duane tagactacNessuna valutazione finora
- Online Instruments ReliabilityDocumento8 pagineOnline Instruments ReliabilityprakashNessuna valutazione finora
- Service Manual Aquantia-R32-Pro-Bibloc-Wall-Mounted-EngDocumento114 pagineService Manual Aquantia-R32-Pro-Bibloc-Wall-Mounted-EngGuido Berra0% (1)
- 2.11 Wind-LoadsintroductionDocumento5 pagine2.11 Wind-LoadsintroductionnickNessuna valutazione finora