Potrebbero piacerti anche
- Parte Escrita - FlexografiaDocumento4 pagineParte Escrita - FlexografiaRodolfo Godoy MarquesNessuna valutazione finora
- Impressão Offset: Solução de MolhagemDocumento61 pagineImpressão Offset: Solução de Molhagemrafael_faria_4Nessuna valutazione finora
- Problemas e Solucoes GraficasDocumento5 pagineProblemas e Solucoes GraficasGustavo Sampaio100% (1)
- 01 - TGA Tecnologia GráficaDocumento46 pagine01 - TGA Tecnologia GráficaGabi Galvani100% (1)
- ACABAMENTOS AUTOMOTIVOS CATÁLOGO 2015Documento24 pagineACABAMENTOS AUTOMOTIVOS CATÁLOGO 2015Bastos Auto PecasNessuna valutazione finora
- 03 - Tecnologia Offset IIDocumento63 pagine03 - Tecnologia Offset IIGabi Galvani0% (1)
- Solução de molhagem no processo offsetDocumento39 pagineSolução de molhagem no processo offsetMarco Antônio Silva100% (1)
- Apoio Tintas e VernizDocumento7 pagineApoio Tintas e VernizLucas PrimonNessuna valutazione finora
- CATÁLOGO VedabrasDocumento37 pagineCATÁLOGO VedabrasMarina SommerNessuna valutazione finora
- Tudolivre.comDocumento171 pagineTudolivre.comCizotoNessuna valutazione finora
- Manual Do Usuário - Software - Operação MWS - EASYDocumento94 pagineManual Do Usuário - Software - Operação MWS - EASYamachadoms100% (1)
- Moldes para chumbadas de pescaDocumento20 pagineMoldes para chumbadas de pescaTiagoFigueiredoNessuna valutazione finora
- 04 - História Dos CartazesDocumento27 pagine04 - História Dos CartazesGabi GalvaniNessuna valutazione finora
- Pistola de Ar ComprimidoDocumento18 paginePistola de Ar Comprimidoed wilsonNessuna valutazione finora
- Calculo Cilindro RotogravuraDocumento34 pagineCalculo Cilindro RotogravuraFilipe CardosoNessuna valutazione finora
- Como fazer tinta impressoraDocumento4 pagineComo fazer tinta impressoratatukpoeira1Nessuna valutazione finora
- CLARION - NX501BD Central MutimídiaDocumento149 pagineCLARION - NX501BD Central Mutimídiacbmanaus100% (1)
- PTDocumento0 paginePTCristhian GraefNessuna valutazione finora
- 726-26-042 - LP MotorDocumento3 pagine726-26-042 - LP MotorTiago SuchodolakNessuna valutazione finora
- Tutorial - Tudo Sobre CarrosDocumento33 pagineTutorial - Tudo Sobre CarrosMárcio MatosNessuna valutazione finora
- Metais não ferrosos e suas principais ligasDocumento50 pagineMetais não ferrosos e suas principais ligasAlexandre LopesNessuna valutazione finora
- Rotogravura emDocumento26 pagineRotogravura emEduardo Velhote100% (1)
- Manual Como Construir Um Modelo de NegociosDocumento94 pagineManual Como Construir Um Modelo de NegociosSílvia NascimentoNessuna valutazione finora
- Manutenção da impressora offset RYOBI 784EDocumento68 pagineManutenção da impressora offset RYOBI 784EJanailton SantosNessuna valutazione finora
- Desafio Ok TecnosampaDocumento13 pagineDesafio Ok TecnosampaTiago de Abreu100% (4)
- Catálogo de Produtos 07.2011 Termotecnica PDFDocumento36 pagineCatálogo de Produtos 07.2011 Termotecnica PDFRegiomontanus GoisNessuna valutazione finora
- Catálogo 2021 Aquatlantis PT PDFDocumento108 pagineCatálogo 2021 Aquatlantis PT PDFNunoNessuna valutazione finora
- 02 - Tecnologia Offset IDocumento72 pagine02 - Tecnologia Offset IGabi Galvani100% (4)
- Manual Logo Ago 13Documento56 pagineManual Logo Ago 13Alexandre Tibúrcio Dos SantosNessuna valutazione finora
- Manual de Instalação e Operação - Amassadeiras EspiralDocumento14 pagineManual de Instalação e Operação - Amassadeiras EspiralArmando Castilho100% (1)
- Anodização de alumínioDocumento34 pagineAnodização de alumínioFranciscoGermanoMartins100% (1)
- For NoDocumento3 pagineFor NoIgor Tiago CalianNessuna valutazione finora
- Como selecionar o sistema de pintura anticorrosiva idealDocumento21 pagineComo selecionar o sistema de pintura anticorrosiva idealvandobernardoNessuna valutazione finora
- SOLBRAX ECO 145/210 solvente baixo aromáticosDocumento1 paginaSOLBRAX ECO 145/210 solvente baixo aromáticosJunior MalheiroNessuna valutazione finora
- Como Montar Uma Loja de Produtos Descartáveis para FestaDocumento24 pagineComo Montar Uma Loja de Produtos Descartáveis para FestaleonardoNessuna valutazione finora
- Resinas ContratipoDocumento25 pagineResinas ContratipoRafael Ribeiro0% (1)
- Programação IEC 61131Documento242 pagineProgramação IEC 61131Igor GonçalvesNessuna valutazione finora
- Manual Reta Ws-8700Documento17 pagineManual Reta Ws-8700Matheus LimaNessuna valutazione finora
- Mangas filtrantes Renner preservam meio ambienteDocumento7 pagineMangas filtrantes Renner preservam meio ambienteDANIEL2099Nessuna valutazione finora
- Manual de Configuração HenryDocumento23 pagineManual de Configuração HenryjulianaNessuna valutazione finora
- Fluidmatic MV LVDocumento2 pagineFluidmatic MV LVVictor Grande100% (1)
- Reaproveitamento de água na indústria de celuloseDocumento47 pagineReaproveitamento de água na indústria de celuloseMario MeloNessuna valutazione finora
- Rolmax PDFDocumento36 pagineRolmax PDFmarcio100% (1)
- 2686 V1.2 - Poste de Concreto Armado para Entrada ConsumidoraDocumento17 pagine2686 V1.2 - Poste de Concreto Armado para Entrada ConsumidoraCelso TeixeiraNessuna valutazione finora
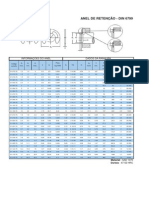
- Anel de Retenção DIN 6799Documento1 paginaAnel de Retenção DIN 6799Carlos Freitas0% (1)
- NBR 7394Documento12 pagineNBR 7394Arthur Nnang100% (1)
- Guia completo para instalação e operação de sistema de tratamento de esgoto domésticoDocumento46 pagineGuia completo para instalação e operação de sistema de tratamento de esgoto domésticoRaul PetryNessuna valutazione finora
- TF80 FLEX e TF 100 FLEX Versão 03.2013Documento42 pagineTF80 FLEX e TF 100 FLEX Versão 03.2013Luiz Gustavo Pastrello100% (1)
- Qualidade Total e Fixadores InoxDocumento20 pagineQualidade Total e Fixadores InoxMichel PereiraNessuna valutazione finora
- Livro de FlexografiaDocumento128 pagineLivro de FlexografiaJosé Roberto de Amorim100% (1)
- Curso SerralheriaDocumento29 pagineCurso SerralheriaDirk Henning82% (11)
- Senai Cetiqt Estamparia 2013Documento79 pagineSenai Cetiqt Estamparia 2013bbkellyNessuna valutazione finora
- CardaDocumento8 pagineCardaAlexsandro Granado MarchiotoNessuna valutazione finora
- Manual FEVA DEZ98 Portugues CNDocumento78 pagineManual FEVA DEZ98 Portugues CNSandro Monteiro100% (1)
- Lista 2Documento18 pagineLista 2rafaelapavoni1Nessuna valutazione finora
- Serigrafia - ApostilaDocumento60 pagineSerigrafia - ApostilaAlex Barros83% (6)
- 31 G 2Documento35 pagine31 G 2cleitoneqNessuna valutazione finora
- Gerador de GráficosDocumento12 pagineGerador de Gráficospaulodinizh84Nessuna valutazione finora
- Contrato SocialDocumento10 pagineContrato Socialpaulodinizh84Nessuna valutazione finora
- OcorrênciaDocumento7 pagineOcorrênciapaulodinizh84Nessuna valutazione finora
- Visualizador de ResultadosDocumento11 pagineVisualizador de Resultadospaulodinizh84Nessuna valutazione finora
- Documentação Dos Programas de Segurança e Ajuda Do SistemaDocumento5 pagineDocumentação Dos Programas de Segurança e Ajuda Do Sistemapaulodinizh84Nessuna valutazione finora
- Onde Altero As Configurações de UmDocumento17 pagineOnde Altero As Configurações de Umpaulodinizh84Nessuna valutazione finora
- Visualizador de ResultadosDocumento11 pagineVisualizador de Resultadospaulodinizh84Nessuna valutazione finora
- Equivalência PatrimonialDocumento5 pagineEquivalência Patrimonialpaulodinizh84Nessuna valutazione finora
- Configuração Cobrança Bancária Banco Original CNAB 400Documento10 pagineConfiguração Cobrança Bancária Banco Original CNAB 400paulodinizh84Nessuna valutazione finora
- Onde Altero As Configurações de UmDocumento17 pagineOnde Altero As Configurações de Umpaulodinizh84Nessuna valutazione finora
- Onde Verifico Quais Usuários Estão Acessando o Sistema Manutenção de Licenças UAUDocumento9 pagineOnde Verifico Quais Usuários Estão Acessando o Sistema Manutenção de Licenças UAUpaulodinizh84Nessuna valutazione finora
- Quais Parâmetros para Gerar A Equivalência PatrimonialDocumento6 pagineQuais Parâmetros para Gerar A Equivalência Patrimonialpaulodinizh84Nessuna valutazione finora
- OcorrênciaDocumento7 pagineOcorrênciapaulodinizh84Nessuna valutazione finora
- Onde Verifico Quais Usuários Estão Acessando o Sistema Manutenção de Licenças UAUDocumento9 pagineOnde Verifico Quais Usuários Estão Acessando o Sistema Manutenção de Licenças UAUpaulodinizh84Nessuna valutazione finora
- Como Gerar Formulários de PesquisaDocumento9 pagineComo Gerar Formulários de Pesquisapaulodinizh84Nessuna valutazione finora
- Como Configurar o Cadastro de EmpresasDocumento38 pagineComo Configurar o Cadastro de Empresaspaulodinizh84Nessuna valutazione finora
- Configuração Cobrança Bancária Banco Do Nordeste CNAB - 400Documento6 pagineConfiguração Cobrança Bancária Banco Do Nordeste CNAB - 400paulodinizh84Nessuna valutazione finora
- Quais Parâmetros para Gerar A Equivalência PatrimonialDocumento6 pagineQuais Parâmetros para Gerar A Equivalência Patrimonialpaulodinizh84Nessuna valutazione finora
- Como Realizar o Cadastro de Consultas GeraisDocumento8 pagineComo Realizar o Cadastro de Consultas Geraispaulodinizh84Nessuna valutazione finora
- Revista CurvaDocumento24 pagineRevista Curvapaulodinizh84Nessuna valutazione finora
- Tudo Tem Um Tempo PróprioDocumento2 pagineTudo Tem Um Tempo Própriopaulodinizh84Nessuna valutazione finora
- 5 GapsDocumento3 pagine5 Gapspaulodinizh84Nessuna valutazione finora
- Principios Biblicos Sobre FinancasDocumento84 paginePrincipios Biblicos Sobre FinancasJefferson Andrade PereiraNessuna valutazione finora
- Apostila Sistema de Gestao Da Seguranca Sem Logo Mtur PPPDocumento93 pagineApostila Sistema de Gestao Da Seguranca Sem Logo Mtur PPPpaulodinizh84Nessuna valutazione finora
- Apostila Msa PortuguêsDocumento28 pagineApostila Msa PortuguêsmsbarretosNessuna valutazione finora
- Super Interessante - Abraão Existiu PDFDocumento59 pagineSuper Interessante - Abraão Existiu PDFadvaraomeloNessuna valutazione finora
- Apostila FlexoDocumento53 pagineApostila Flexopaulodinizh84Nessuna valutazione finora
- Aula Atribuições Inspetor Da QualidadeDocumento8 pagineAula Atribuições Inspetor Da Qualidadepaulodinizh84Nessuna valutazione finora
- Aula Historia Da Qualidade.Documento8 pagineAula Historia Da Qualidade.paulodinizh84Nessuna valutazione finora
- Resetamento Do Cartucho 60Documento5 pagineResetamento Do Cartucho 60Carlos Alexandre Cipriano KorovskyNessuna valutazione finora
- Gabarito II Simulado Prova Brasil 9 AnoDocumento2 pagineGabarito II Simulado Prova Brasil 9 AnoRobinson Rafael Do CarmoNessuna valutazione finora
- 5 Dicas de PapelariaDocumento12 pagine5 Dicas de Papelariadalva diasNessuna valutazione finora
- Introdução à Informática para ConcursosDocumento104 pagineIntrodução à Informática para ConcursosEmerson OliveiraNessuna valutazione finora
- Instruções impressão boleto evento históriaDocumento1 paginaInstruções impressão boleto evento históriaLucas Carlos MartinianoNessuna valutazione finora
- Planner 2022 para Imprimir Download Grátis - Vários TemasDocumento214 paginePlanner 2022 para Imprimir Download Grátis - Vários TemasDarli JoaoNessuna valutazione finora
- D5171 - Eu Me Importo - Luiza Trompowsky - 2022Documento3 pagineD5171 - Eu Me Importo - Luiza Trompowsky - 2022evandro.170591Nessuna valutazione finora
- Manual Do WinplotDocumento60 pagineManual Do WinplotFábio Ramos AntunesNessuna valutazione finora
- 2022 2 A1 Computacao Grafica Camilla Lobo Paulino Aia-1 1Documento4 pagine2022 2 A1 Computacao Grafica Camilla Lobo Paulino Aia-1 1João VictorNessuna valutazione finora
- Linha Digitável: 34191.09008 31637.777132 01330.150002 2 85880000010854 Valor: R$ 108,54Documento1 paginaLinha Digitável: 34191.09008 31637.777132 01330.150002 2 85880000010854 Valor: R$ 108,54Fernanda MesquitaNessuna valutazione finora
- Service AgfaDocumento4 pagineService AgfaRodrigo Dos Santos Silva0% (1)
- Impressão formatada na impressora não-fiscalDocumento7 pagineImpressão formatada na impressora não-fiscaljerfwebNessuna valutazione finora
- NBR 5419 - Parte 1 (2015)Documento77 pagineNBR 5419 - Parte 1 (2015)Nestor FonteneleNessuna valutazione finora
- Base HibridoDocumento11 pagineBase HibridoConta FechadaNessuna valutazione finora
- Manual Cobranca Cedentes Com Sistema Proprio - SicoobDocumento35 pagineManual Cobranca Cedentes Com Sistema Proprio - SicoobalexferriNessuna valutazione finora
- Tecfood Light - Manual de Utilização Do Sistema Na Nova Rotina (1) .Documento67 pagineTecfood Light - Manual de Utilização Do Sistema Na Nova Rotina (1) .Nutrição São João do Pacui100% (1)
- S4130 - EN - Col17 Assessment Business Processes in SAP S4HANA Asset Management-126-189Documento64 pagineS4130 - EN - Col17 Assessment Business Processes in SAP S4HANA Asset Management-126-189amanda.avilaNessuna valutazione finora
- Manutenção de Impressoras a Jeto de TintaDocumento4 pagineManutenção de Impressoras a Jeto de TintaDrycka NoronhaNessuna valutazione finora
- Manual Preps PortuguesDocumento16 pagineManual Preps PortuguesDulce SousaNessuna valutazione finora
- Filtros de ImpressãoDocumento24 pagineFiltros de ImpressãoRodrigo SorokinNessuna valutazione finora
- Configuração NF-e DebcredDocumento30 pagineConfiguração NF-e DebcredLuciano JunqueiraNessuna valutazione finora
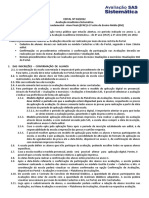
- Inscrições abertas para Avaliação Acadêmica SistemáticaDocumento10 pagineInscrições abertas para Avaliação Acadêmica SistemáticaAdriano LimaNessuna valutazione finora
- Densidade em FlexoDocumento57 pagineDensidade em FlexoJoão Carlos SobreiraNessuna valutazione finora
- Comandos Do ACBrMonitor - ACBr - Automação Comercial BrasilDocumento15 pagineComandos Do ACBrMonitor - ACBr - Automação Comercial Brasilaldoable2895Nessuna valutazione finora
- Instruções (Texto de Responsabilidade Do Cedente)Documento1 paginaInstruções (Texto de Responsabilidade Do Cedente)Dyogo Mondego MoraesNessuna valutazione finora
- Boleto 7364186Documento1 paginaBoleto 7364186Rayane GomesNessuna valutazione finora
- Regulamento da Previdência Social com atividades de alto riscoDocumento45 pagineRegulamento da Previdência Social com atividades de alto riscoalexandre aquinoNessuna valutazione finora
- Multifuncional PB SP5210 FolderDocumento4 pagineMultifuncional PB SP5210 FolderGrafica PolimpressosNessuna valutazione finora
- Apresentação de Introdução As Tecnologias de Fabricação DigitalDocumento62 pagineApresentação de Introdução As Tecnologias de Fabricação DigitalWendel FernandesNessuna valutazione finora
- Impressão em SérieDocumento37 pagineImpressão em SérieNuno SilvestreNessuna valutazione finora