Potrebbero piacerti anche
- Uster ClassimatDocumento10 pagineUster ClassimatAbu Bakkar71% (7)
- Uster Classimat 5Documento9 pagineUster Classimat 5Shoaib ArifNessuna valutazione finora
- Uster Classimat Fault ChartDocumento7 pagineUster Classimat Fault Chartstylish eagle100% (3)
- Yarn Clearing SystemsDocumento11 pagineYarn Clearing SystemsLohit MohapatraNessuna valutazione finora
- HTTP WWW - UsterDocumento38 pagineHTTP WWW - UsterKurnia RiniNessuna valutazione finora
- USTERDocumento5 pagineUSTERchiragNessuna valutazione finora
- Arif ProjectDocumento75 pagineArif ProjectWaqas Mehmood BaigNessuna valutazione finora
- ClassimatDocumento11 pagineClassimatRonak JoshiNessuna valutazione finora
- How To Assess Mill's Productivity ?Documento44 pagineHow To Assess Mill's Productivity ?cottontrade91% (34)
- Application Handbook USTER Statistics 2013Documento38 pagineApplication Handbook USTER Statistics 2013Kaushik Mukherjee100% (2)
- Fabric DefectsDocumento33 pagineFabric DefectsAzeem Akbar92% (13)
- Yarn Evenness CVDocumento10 pagineYarn Evenness CVRanganatham Ummadisetty100% (1)
- Improving Productivity of Ring FramesDocumento8 pagineImproving Productivity of Ring FramesAmrit virkNessuna valutazione finora
- Classification of Yarn Faults and Possible SourceDocumento4 pagineClassification of Yarn Faults and Possible SourceNagarajan Sivathanu Pillai50% (2)
- Calculate Crimp Percentage of Woven FabricDocumento2 pagineCalculate Crimp Percentage of Woven FabricSoyeb HassanNessuna valutazione finora
- Investigative Study of Periodic Yarn Faults and Its Removal by Using Gearing AnalysisDocumento59 pagineInvestigative Study of Periodic Yarn Faults and Its Removal by Using Gearing AnalysisJuan Cubas100% (1)
- Blow RoomDocumento27 pagineBlow Roomapi-377494789% (19)
- Yarn WindingDocumento22 pagineYarn WindingPRAKASH B. MALAKANE0% (1)
- Thick, Thin PlacesDocumento56 pagineThick, Thin PlacesAmir Shahzad100% (5)
- yarn-II NoteDocumento118 pagineyarn-II NoteMoshiur Rahman Kayes100% (1)
- Textile Machineries MaintenanceDocumento13 pagineTextile Machineries Maintenancerkhan9392100% (1)
- IPI Stands For Imperfection Index of YarnsDocumento1 paginaIPI Stands For Imperfection Index of YarnsShoreless Shaikat100% (5)
- 2.1 Quailty Control in SpinningDocumento31 pagine2.1 Quailty Control in SpinningRounoque ShishirNessuna valutazione finora
- WarpingDocumento10 pagineWarpingKalyan Ray GuptaNessuna valutazione finora
- Blowroom CalculationDocumento14 pagineBlowroom CalculationIrfan Ali100% (1)
- YARN Quality ComplaintsDocumento27 pagineYARN Quality ComplaintsManojSharma100% (1)
- 004 USTER HVI 1000, Best Operating Practices For Lab Technicians, 2008Documento19 pagine004 USTER HVI 1000, Best Operating Practices For Lab Technicians, 2008郭哲宏Nessuna valutazione finora
- Auto Cone ComparisonDocumento8 pagineAuto Cone ComparisonMuhammad Talha100% (1)
- Finisher Draw Frame AutolevellerDocumento30 pagineFinisher Draw Frame AutolevellerRuhi gnext100% (1)
- Assignment ON Combing ProcessDocumento11 pagineAssignment ON Combing ProcessBoier Sesh Pata0% (2)
- Imperfection Index of YarnsDocumento2 pagineImperfection Index of YarnsMohammed Atiqul Hoque ChowdhuryNessuna valutazione finora
- Textile in DepthDocumento59 pagineTextile in DepthBoopathi Sadasivam50% (2)
- Ring Frame - Technological AspectsDocumento43 pagineRing Frame - Technological AspectsAliAhmad67% (3)
- Classimat 5 HelpDocumento214 pagineClassimat 5 HelpPoint To Point100% (1)
- Simplex Gearing DiagramDocumento3 pagineSimplex Gearing DiagramShan Imtiaz67% (3)
- Ring FrameDocumento13 pagineRing FrameAnkit Kumar0% (1)
- HVIDocumento13 pagineHVIDIPAK VINAYAK SHIRBHATE100% (3)
- AFIS PRO 2 A New Single PDFDocumento24 pagineAFIS PRO 2 A New Single PDFlalit kashyapNessuna valutazione finora
- Impact of Cotton Parameters On Yarn QualityDocumento4 pagineImpact of Cotton Parameters On Yarn Qualityغلام جیلانی100% (6)
- Spinpact Fine Tuning HandbookDocumento10 pagineSpinpact Fine Tuning Handbookselvakumar100% (1)
- Spin PLanDocumento3 pagineSpin PLanntunewspoint100% (4)
- Mélange YarnDocumento11 pagineMélange YarnshahinNessuna valutazione finora
- Draft CalculationDocumento17 pagineDraft CalculationDyeing Dyeing100% (1)
- Blending at BlowroomDocumento3 pagineBlending at Blowroommoosking100% (1)
- Yarn Faults: Types Causes RemediesDocumento20 pagineYarn Faults: Types Causes Remediesஹரி கிருஷ்ணன் வாசு71% (7)
- Carding: Q. Define Carding/Heart of SpinningDocumento31 pagineCarding: Q. Define Carding/Heart of SpinningSantoshNessuna valutazione finora
- Cotton Yarn - Quality Depends On Mixing Strategy - Spinning & Weaving - Features - The ITJDocumento12 pagineCotton Yarn - Quality Depends On Mixing Strategy - Spinning & Weaving - Features - The ITJsureshNessuna valutazione finora
- LRT HandbookDocumento41 pagineLRT HandbookAshok Kumar60% (5)
- Clearer Cuts Summary ReportDocumento34 pagineClearer Cuts Summary ReportTowfic Aziz Kanon100% (1)
- Twist MultiplierDocumento1 paginaTwist MultiplierAniket Mahajan100% (5)
- Yarn Manufacturing 2Documento16 pagineYarn Manufacturing 2Muhammad Farooq Kokab60% (5)
- Classimat Yarn Faults - 16174 PDFDocumento10 pagineClassimat Yarn Faults - 16174 PDFAnonymous Pt7NHkat9Nessuna valutazione finora
- Uster Technologies Regularly Publishes Standards Such As USTERDocumento12 pagineUster Technologies Regularly Publishes Standards Such As USTERHeba AlaaNessuna valutazione finora
- CLASSIMATDocumento6 pagineCLASSIMATBhaskar MitraNessuna valutazione finora
- B.Sc. Textile Engineering: Textile Testing and Quality ControlDocumento8 pagineB.Sc. Textile Engineering: Textile Testing and Quality ControlSaqib SiddiquiNessuna valutazione finora
- Main ContentsDocumento16 pagineMain ContentsPricopNessuna valutazione finora
- U Z HL400 HairinessDocumento16 pagineU Z HL400 HairinessarunmythreyeeNessuna valutazione finora
- E Ka01 WindingDocumento12 pagineE Ka01 WindingMadhavKumar ThangavelNessuna valutazione finora
- SMEDA Maize Starch and Related ProductsDocumento25 pagineSMEDA Maize Starch and Related ProductsSaad NaseemNessuna valutazione finora
- SMEDA Maize Starch and Related ProductsDocumento31 pagineSMEDA Maize Starch and Related ProductsTatek Dinberu0% (1)
- Denim Jeans Stitching UnitDocumento25 pagineDenim Jeans Stitching UnitSaad NaseemNessuna valutazione finora
- Layer Farming 10000 BirdsDocumento17 pagineLayer Farming 10000 BirdsSaad NaseemNessuna valutazione finora
- Compact YarnDocumento9 pagineCompact YarnSaad NaseemNessuna valutazione finora
- Organic Chemical TechnologyDocumento5 pagineOrganic Chemical TechnologykayeNessuna valutazione finora
- Abaca Fibre PDFDocumento4 pagineAbaca Fibre PDFYanoNessuna valutazione finora
- Polymer-Based Composite Structures - Processing and ApplicationsDocumento36 paginePolymer-Based Composite Structures - Processing and ApplicationsFlor GINessuna valutazione finora
- A Study On Mechanical Behaviour of Hair Fiber Reinforced Epoxy CompositesDocumento26 pagineA Study On Mechanical Behaviour of Hair Fiber Reinforced Epoxy CompositesJERIN K GEORGENessuna valutazione finora
- Abaca Fiber As A Retrofitting MaterialDocumento6 pagineAbaca Fiber As A Retrofitting MaterialYuri ValenciaNessuna valutazione finora
- TY BTech Textile PDFDocumento13 pagineTY BTech Textile PDFSwapnil UbaleNessuna valutazione finora
- Ocpsf GuidanceDocumento110 pagineOcpsf Guidanceapi-3733731Nessuna valutazione finora
- Mrunmai Mangoli 25 ABC 3ADocumento5 pagineMrunmai Mangoli 25 ABC 3AMrunmai MangoliNessuna valutazione finora
- Business SchemesDocumento22 pagineBusiness Schemesjyotiranjan1982Nessuna valutazione finora
- Carbon - Carbon CompositesDocumento43 pagineCarbon - Carbon CompositesPapu yadavNessuna valutazione finora
- Mitutoyo - Trzpienie Pomiarowe, Końcówki I Akcesoria - PRE983017 (4) - 2017 ENDocumento56 pagineMitutoyo - Trzpienie Pomiarowe, Końcówki I Akcesoria - PRE983017 (4) - 2017 END.T.Nessuna valutazione finora
- Unknown Crafts PersonDocumento10 pagineUnknown Crafts Personsatyam BhutadaNessuna valutazione finora
- Presentation On Textile IndustryDocumento20 paginePresentation On Textile IndustrySteve IwuchukwuNessuna valutazione finora
- Sikafiber® Novocon® He-1050 HT: Product Data SheetDocumento3 pagineSikafiber® Novocon® He-1050 HT: Product Data SheetCsillag JanosNessuna valutazione finora
- Key Factors To Be Considered For Reactive Dyeing Right First TimeDocumento12 pagineKey Factors To Be Considered For Reactive Dyeing Right First TimeLasitha Nawarathna50% (2)
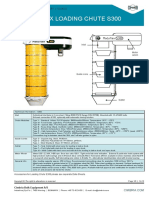
- 102.05.02 Moduflex Sheet Data S300Documento3 pagine102.05.02 Moduflex Sheet Data S300Metra ServiceNessuna valutazione finora
- Carpet Brochure 2 POLYAMIDE Single PagesDocumento16 pagineCarpet Brochure 2 POLYAMIDE Single PagesNguyễn Huy CườngNessuna valutazione finora
- Studies On The Mechanical Properties of Carbonized/Uncarbonized Cornhub Powder Filled Natural Rubber/Acrylonitrile Butadiene Rubber BicompositeDocumento13 pagineStudies On The Mechanical Properties of Carbonized/Uncarbonized Cornhub Powder Filled Natural Rubber/Acrylonitrile Butadiene Rubber BicompositeIheoma Chukwujike NwuzorNessuna valutazione finora
- Iso 10325 2018Documento9 pagineIso 10325 2018Julio Andrés Casal Ramos0% (1)
- SpandexDocumento35 pagineSpandexNift MfmNessuna valutazione finora
- Experimental Investigation of Compressive Strength of Concrete by Using Coconut FibresDocumento57 pagineExperimental Investigation of Compressive Strength of Concrete by Using Coconut FibresHarshada WankhedeNessuna valutazione finora
- Active Materials Forecast A W 24 25 enDocumento18 pagineActive Materials Forecast A W 24 25 enАнна БычковаNessuna valutazione finora
- Dimensional DrawingsDocumento96 pagineDimensional DrawingsSagar TradingNessuna valutazione finora
- POLYMER and GeotextileDocumento6 paginePOLYMER and GeotextileRCBacayNessuna valutazione finora
- NyconXLSheet042015-macro FibrillatedDocumento2 pagineNyconXLSheet042015-macro Fibrillateduğur alparslanNessuna valutazione finora
- Dojcak-Beton S Rozptylenou Vystuzou enDocumento16 pagineDojcak-Beton S Rozptylenou Vystuzou enDaniel ZabalaNessuna valutazione finora
- An Introduction To The Chemistry of CelluloseDocumento561 pagineAn Introduction To The Chemistry of CelluloseBananNessuna valutazione finora
- Ipi TrivediDocumento55 pagineIpi TrivediROHAN KULKARNINessuna valutazione finora
- An Evaluation of The Mechanical and Self-Healing Properties of WarmDocumento15 pagineAn Evaluation of The Mechanical and Self-Healing Properties of WarmCarolina GonzalezNessuna valutazione finora
- RRL Pineapple FibersDocumento2 pagineRRL Pineapple FibersAlexandria OrayeNessuna valutazione finora