Potrebbero piacerti anche
- Ritual To Use The Seals of SolomonDocumento4 pagineRitual To Use The Seals of Solomonrarmandjr8474100% (11)
- Fiat Bravo Training ManualDocumento111 pagineFiat Bravo Training ManualJa Ja75% (4)
- Nutanix OverviewDocumento33 pagineNutanix OverviewDeepak JainNessuna valutazione finora
- United States Patent: (12) (10) Patent N0.: US 7,377,754 B2Documento23 pagineUnited States Patent: (12) (10) Patent N0.: US 7,377,754 B2Selvaraji MuthuNessuna valutazione finora
- Us 7638082Documento10 pagineUs 7638082Fa BelNessuna valutazione finora
- Chlorine CylinderDocumento9 pagineChlorine Cylinderjoseph_mscNessuna valutazione finora
- Title - Wood Chipper ConstructionDocumento4 pagineTitle - Wood Chipper Constructionمحمد عبدالدايمNessuna valutazione finora
- US6443044Documento10 pagineUS6443044Sadia MoinNessuna valutazione finora
- United States Patent (191: Cél 296/97 /2/70g Primary Exammer - Margaret A. FocannoDocumento7 pagineUnited States Patent (191: Cél 296/97 /2/70g Primary Exammer - Margaret A. FocannoDanister GladwinNessuna valutazione finora
- EP0616965B1Documento10 pagineEP0616965B1Shankar PediredlaNessuna valutazione finora
- European Patent Application F04B 27/10: Rotor For Variable Displacement Swash Plate CompressorDocumento16 pagineEuropean Patent Application F04B 27/10: Rotor For Variable Displacement Swash Plate CompressorSelvaraji MuthuNessuna valutazione finora
- United States Patent (10) Patent No.: US 6,923,629 B2: Ahn Et Al. (45) Date of Patent: Aug. 2, 2005Documento9 pagineUnited States Patent (10) Patent No.: US 6,923,629 B2: Ahn Et Al. (45) Date of Patent: Aug. 2, 2005DaikinllcNessuna valutazione finora
- Us 6131519Documento4 pagineUs 6131519dgfhjsdg hfsdhyjNessuna valutazione finora
- Illlllllllllllillllllllllllllllllllllillllllllllllllllllll - L - L - L - L - LLDocumento18 pagineIlllllllllllllillllllllllllllllllllllillllllllllllllllllll - L - L - L - L - LLSteric ZeytraNessuna valutazione finora
- Us 5655509Documento6 pagineUs 5655509djsfNessuna valutazione finora
- Centrifugal CompressorDocumento7 pagineCentrifugal Compressorrohan112358Nessuna valutazione finora
- Us4540334 PDFDocumento9 pagineUs4540334 PDFJigar SutharNessuna valutazione finora
- TEPZZ - 4 885B - T: European Patent SpecificationDocumento10 pagineTEPZZ - 4 885B - T: European Patent SpecificationshamsNessuna valutazione finora
- (12 Ulllted States Patent (10) Patent No.: US 6,860,188 B2Documento13 pagine(12 Ulllted States Patent (10) Patent No.: US 6,860,188 B2Selvaraji MuthuNessuna valutazione finora
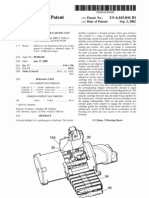
- X III 110111113////////////////////////////11ml: (12) Ulllted States Patent (10) Patent N0.: US 8,453,633 B2Documento9 pagineX III 110111113////////////////////////////11ml: (12) Ulllted States Patent (10) Patent N0.: US 8,453,633 B2djsfNessuna valutazione finora
- References Cited The Tip 8f The Blade 1ils Rotatabge, Abfotuht LgnglixtltdinlflDocumento11 pagineReferences Cited The Tip 8f The Blade 1ils Rotatabge, Abfotuht LgnglixtltdinlflRubén Gutiérrez AmoNessuna valutazione finora
- Patent Application Publication (10) Pub. No.: US 2002/0153034 A1Documento25 paginePatent Application Publication (10) Pub. No.: US 2002/0153034 A1Paballo MontleNessuna valutazione finora
- United States Patent: Boulogne-sur-Seine, FranceDocumento7 pagineUnited States Patent: Boulogne-sur-Seine, FranceRagini SharmaNessuna valutazione finora
- PP4&5Documento60 paginePP4&5daddarioalexander01Nessuna valutazione finora
- Us 20090020472Documento12 pagineUs 20090020472ankitsarvaiyaNessuna valutazione finora
- Hollow Lateral Extrusion Stuttgart Rudolf Ifu StuttgartDocumento7 pagineHollow Lateral Extrusion Stuttgart Rudolf Ifu StuttgartjoaopedrosousaNessuna valutazione finora
- Unlted States Patent (191 1111 3,736,693: Koch 1451 June 5, 1973Documento4 pagineUnlted States Patent (191 1111 3,736,693: Koch 1451 June 5, 1973fgrt45Nessuna valutazione finora
- Hydrofoil - US5297938Documento8 pagineHydrofoil - US5297938rwtoorresdNessuna valutazione finora
- 枪炮声抑制器 PDFDocumento11 pagine枪炮声抑制器 PDFJin SongNessuna valutazione finora
- Explosively Formed Penetrator Having Fins - US Patent 5365852Documento8 pagineExplosively Formed Penetrator Having Fins - US Patent 5365852warrior_2008Nessuna valutazione finora
- Us 3823668Documento4 pagineUs 3823668wewewewNessuna valutazione finora
- United States Patent (19) : Meyer 11 Patent Number: 45 Date of Patent: Foreign Patent DocumentsDocumento8 pagineUnited States Patent (19) : Meyer 11 Patent Number: 45 Date of Patent: Foreign Patent DocumentsUvxtalNessuna valutazione finora
- European Patent Specification F01D 11/00: Printed by Jouve, 75001 PARIS (FR)Documento10 pagineEuropean Patent Specification F01D 11/00: Printed by Jouve, 75001 PARIS (FR)shamsNessuna valutazione finora
- United States: (12) Patent Application Publication (10) Pub. No.: US 2011/0170973 A1Documento9 pagineUnited States: (12) Patent Application Publication (10) Pub. No.: US 2011/0170973 A1almedinNessuna valutazione finora
- 11111111mumnlllgglotgggglgggggnn - : United States Patent (19) (11) Patent Number: 5,613,555Documento5 pagine11111111mumnlllgglotgggglgggggnn - : United States Patent (19) (11) Patent Number: 5,613,555mohammadreza91Nessuna valutazione finora
- EP0801230A2Documento12 pagineEP0801230A2Navdeep SinghNessuna valutazione finora
- United States Patent (19) : Gazalel, 72 8Documento7 pagineUnited States Patent (19) : Gazalel, 72 8Mihai RobertNessuna valutazione finora
- Us 4023499Documento4 pagineUs 4023499ererNessuna valutazione finora
- United States Patent (19) : B JornstadDocumento4 pagineUnited States Patent (19) : B JornstadlfilippiniNessuna valutazione finora
- Us2996100 PDFDocumento8 pagineUs2996100 PDFerzrzretgertfertgeNessuna valutazione finora
- TEPZZ 4979Z B - T: European Patent SpecificationDocumento12 pagineTEPZZ 4979Z B - T: European Patent SpecificationAna LisaNessuna valutazione finora
- United States Patent: (45) June 27, 1972Documento12 pagineUnited States Patent: (45) June 27, 1972Jaime Ocampo SalgadoNessuna valutazione finora
- Cutoff PDFDocumento18 pagineCutoff PDFAlfredo Jara MunarNessuna valutazione finora
- TEPZZ 66 - 44A - T: European Patent ApplicationDocumento22 pagineTEPZZ 66 - 44A - T: European Patent ApplicationFernandoNessuna valutazione finora
- Composite Bridge Plug System (US Patent 6796376)Documento16 pagineComposite Bridge Plug System (US Patent 6796376)PriorSmartNessuna valutazione finora
- Lifter DesignDocumento6 pagineLifter DesignMarcelo GuarachiNessuna valutazione finora
- Us 5610365Documento5 pagineUs 5610365dgfhjsdg hfsdhyjNessuna valutazione finora
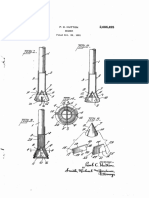
- Filed Oct. 22, 1951: P. C. HuttonDocumento5 pagineFiled Oct. 22, 1951: P. C. HuttonGalo YambayNessuna valutazione finora
- Us 3407511Documento5 pagineUs 3407511AhmadmartakNessuna valutazione finora
- Vernier DesignDocumento9 pagineVernier DesignRakeshNessuna valutazione finora
- Us20140196515 PDFDocumento23 pagineUs20140196515 PDFnangkarak8201Nessuna valutazione finora
- 23Documento37 pagine23supriyo1970Nessuna valutazione finora
- Performance of Radial Piston Type Reciprocating Expander For CO2 Refrigeration CycleDocumento9 paginePerformance of Radial Piston Type Reciprocating Expander For CO2 Refrigeration CycleAbe WaNessuna valutazione finora
- A Study Into Cold Rotary Forming of Precisison Metal ComponentsDocumento6 pagineA Study Into Cold Rotary Forming of Precisison Metal ComponentsTayfun TezanlarNessuna valutazione finora
- United States Patent: (12) (10) Patent N0.: US 7,377,719 B1Documento10 pagineUnited States Patent: (12) (10) Patent N0.: US 7,377,719 B1Ye PhoneNessuna valutazione finora
- US1983934Documento4 pagineUS1983934Erin GokNessuna valutazione finora
- 915 9000 990 112 /// 325 Aaa 3002 295 022 225 464 710 965 150 DWWDocumento15 pagine915 9000 990 112 /// 325 Aaa 3002 295 022 225 464 710 965 150 DWWMetin MehelNessuna valutazione finora
- Unlted States Patent (19) (11) Patent Number: 4,660,248: IllllllDocumento15 pagineUnlted States Patent (19) (11) Patent Number: 4,660,248: Illllll113314Nessuna valutazione finora
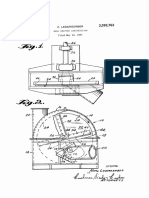
- Sept. 2, 1958 R, J, KQPF: 6 Sheets-Sheet 1 Filed Feb. 3. 1955Documento16 pagineSept. 2, 1958 R, J, KQPF: 6 Sheets-Sheet 1 Filed Feb. 3. 1955Jin SongNessuna valutazione finora
- Aug. 26, 1969 T. Albu 3,463,149: Filed July 5, 1968Documento3 pagineAug. 26, 1969 T. Albu 3,463,149: Filed July 5, 1968kat78904Nessuna valutazione finora
- Us 4394836Documento4 pagineUs 4394836ererNessuna valutazione finora
- Scientific American Supplement, No. 611, September 17, 1887Da EverandScientific American Supplement, No. 611, September 17, 1887Nessuna valutazione finora
- Water Rocket GliderDocumento6 pagineWater Rocket GliderwererNessuna valutazione finora
- United States Patent: GeringDocumento4 pagineUnited States Patent: Geringwerer100% (1)
- Us 5705763Documento11 pagineUs 5705763wererNessuna valutazione finora
- Us 5168114Documento5 pagineUs 5168114wererNessuna valutazione finora
- Us 5448847Documento9 pagineUs 5448847wererNessuna valutazione finora
- @VLNNR:: Beretta 3,021,763Documento8 pagine@VLNNR:: Beretta 3,021,763wererNessuna valutazione finora
- 3/ Z7 VZMZM/ZZ : V. Holek 2,216,412Documento3 pagine3/ Z7 VZMZM/ZZ : V. Holek 2,216,412wererNessuna valutazione finora
- Predictors of Failure of Endoscopic Retrograde Cholangiography in Clearance of Bile Duct Stones On Initial Procedure: A Moroccan Retrospective StudyDocumento4 paginePredictors of Failure of Endoscopic Retrograde Cholangiography in Clearance of Bile Duct Stones On Initial Procedure: A Moroccan Retrospective StudyIJAR JOURNALNessuna valutazione finora
- Sorting in ALV Using CL - SALV - TABLE - SAP Fiori, SAP HANA, SAPUI5, SAP Netweaver Gateway Tutorials, Interview Questions - SAP LearnersDocumento4 pagineSorting in ALV Using CL - SALV - TABLE - SAP Fiori, SAP HANA, SAPUI5, SAP Netweaver Gateway Tutorials, Interview Questions - SAP LearnerssudhNessuna valutazione finora
- g484 Physics Newtonian World Notes Ocr Robbie PeckDocumento10 pagineg484 Physics Newtonian World Notes Ocr Robbie Peckapi-236179294Nessuna valutazione finora
- Capacitors and Dielectrics: Major PointsDocumento18 pagineCapacitors and Dielectrics: Major Points陳慶銘Nessuna valutazione finora
- Second Periodical ExamDocumento19 pagineSecond Periodical ExamMaynard Lee Estrada GomintongNessuna valutazione finora
- Coca Cola Potentiometric TitrationDocumento5 pagineCoca Cola Potentiometric TitrationDaniela Delgadillo RestrepoNessuna valutazione finora
- Validation of The Perceived Chinese Overparenting Scale in Emerging Adults in Hong KongDocumento16 pagineValidation of The Perceived Chinese Overparenting Scale in Emerging Adults in Hong KongNeha JhingonNessuna valutazione finora
- NTPC Nabinagar BiharDocumento3 pagineNTPC Nabinagar BiharTECH FoReVerNessuna valutazione finora
- Synchronous MachinesDocumento10 pagineSynchronous MachinesarnabNessuna valutazione finora
- Exambank HigherDocumento62 pagineExambank HigherJust WadeNessuna valutazione finora
- Airstage J-IIDocumento6 pagineAirstage J-IIBulclimaNessuna valutazione finora
- Pig Iron Blast Furnace: Mcqs Preparation For Engineering Competitive ExamsDocumento20 paginePig Iron Blast Furnace: Mcqs Preparation For Engineering Competitive ExamschauhanNessuna valutazione finora
- Modbus RegisterDocumento7 pagineModbus RegisterZuniiga AndersonNessuna valutazione finora
- Advances in FerroelectricsDocumento542 pagineAdvances in FerroelectricsPhelippe Mendonça de PaivaNessuna valutazione finora
- Cert Piping W54.5Documento2 pagineCert Piping W54.5SANU0% (1)
- Mathematics Item Specification: Grade 8Documento9 pagineMathematics Item Specification: Grade 8Hoàng Nguyễn Tuấn PhươngNessuna valutazione finora
- Structural SteelDocumento17 pagineStructural SteelliNessuna valutazione finora
- 2014oct FE PM QuestionDocumento34 pagine2014oct FE PM QuestionShwe Yee Win ThantNessuna valutazione finora
- Cog Lab - Brain AsymmetryDocumento3 pagineCog Lab - Brain AsymmetryMaharshi Majmundar0% (1)
- Sample LT1 AnsDocumento2 pagineSample LT1 AnsEirik LawNessuna valutazione finora
- Motion 2000 Hydraulic v8 42-02-1P20 B7Documento248 pagineMotion 2000 Hydraulic v8 42-02-1P20 B7ElputoAmo XD100% (1)
- Unit 5 - Mathematical Reasoning and AptitudeDocumento21 pagineUnit 5 - Mathematical Reasoning and AptitudeAbhishek Dali100% (1)
- HowToExcel Ebook - 50 Tips To Master Excel 2017-06-11Documento41 pagineHowToExcel Ebook - 50 Tips To Master Excel 2017-06-11Lakshmi MeruvaNessuna valutazione finora
- As-St300 - Day 1 - PLC WorkingDocumento16 pagineAs-St300 - Day 1 - PLC Workingashutosh123Nessuna valutazione finora
- Gilian Gilibrator ManualDocumento25 pagineGilian Gilibrator ManualEvaavivahNessuna valutazione finora
- Foundation Design RequirementsDocumento18 pagineFoundation Design RequirementsDanyal AhmedNessuna valutazione finora
- Part Number 27-60 Revision B: Installation, Operation, and Maintenance With Illustrated Parts BreakdownDocumento66 paginePart Number 27-60 Revision B: Installation, Operation, and Maintenance With Illustrated Parts BreakdownLuis Eduardo Albarracin RugelesNessuna valutazione finora