Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- IP2028 DowpolDocumento1 paginaIP2028 DowpolRhea TalibNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Lubricant Friction and Wear TestingDocumento25 pagineLubricant Friction and Wear TestingRhea TalibNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Laboratory Policies ExampleDocumento2 pagineLaboratory Policies ExampleRhea Talib100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Osha Ghs LabelDocumento9 pagineOsha Ghs LabelRhea TalibNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Product Code: GHS Format Example SDSDocumento12 pagineProduct Code: GHS Format Example SDSRhea TalibNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Critique of Islamic Argument On Human CloningDocumento10 pagineA Critique of Islamic Argument On Human CloningRhea TalibNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- AlkalinityDocumento2 pagineAlkalinityRhea TalibNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Determination of Ca and MG ConcentrationDocumento3 pagineDetermination of Ca and MG ConcentrationRhea TalibNessuna valutazione finora
- Gynaecology Thesis TopicsDocumento7 pagineGynaecology Thesis TopicsDawn Cook100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- User Manual For Scanbox Ergo & Banquet Line: Ambient (Neutral), Hot and Active Cooling. Scanbox Meal Delivery CartsDocumento8 pagineUser Manual For Scanbox Ergo & Banquet Line: Ambient (Neutral), Hot and Active Cooling. Scanbox Meal Delivery CartsManunoghiNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Repeater Panel User GuideDocumento24 pagineRepeater Panel User Guideamartins1974Nessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Emc VNX MatrixDocumento8 pagineEmc VNX Matrixpolivni0% (1)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Entropy (Information Theory)Documento17 pagineEntropy (Information Theory)joseph676Nessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Agriculture: PAPER 3 Practical TestDocumento8 pagineAgriculture: PAPER 3 Practical Testmstudy123456Nessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Central Venous PressureDocumento3 pagineCentral Venous PressureHuy NguyễnNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Jahnteller Effect Unit 3 2017Documento15 pagineJahnteller Effect Unit 3 2017Jaleel BrownNessuna valutazione finora
- Can J Chem Eng - 2022 - Mocellin - Experimental Methods in Chemical Engineering Hazard and Operability Analysis HAZOPDocumento20 pagineCan J Chem Eng - 2022 - Mocellin - Experimental Methods in Chemical Engineering Hazard and Operability Analysis HAZOPbademmaliNessuna valutazione finora
- Pengaruh Pemberian Dosis Pupuk Urea Terhadap Pertumbuhan Tanaman Bayam Cabut Putih (AmaranthusDocumento10 paginePengaruh Pemberian Dosis Pupuk Urea Terhadap Pertumbuhan Tanaman Bayam Cabut Putih (AmaranthusMartha YhunickeNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Term Paper Gender RolesDocumento5 pagineTerm Paper Gender Rolesea8d1b6n100% (1)
- Research Proposal Sample OutlineDocumento17 pagineResearch Proposal Sample OutlineGuidance and Counseling OfficeNessuna valutazione finora
- Elaborare Modele de Rating in Conformitate Cu IFRS 9Documento8 pagineElaborare Modele de Rating in Conformitate Cu IFRS 9MstefNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Cel2106 SCL Worksheet 6Documento3 pagineCel2106 SCL Worksheet 6HarryJoy JackNessuna valutazione finora
- Post Market Surveillance SOPDocumento8 paginePost Market Surveillance SOPgopinathNessuna valutazione finora
- CongressWatch #197: RA 1337-Innovative Startup ActDocumento1 paginaCongressWatch #197: RA 1337-Innovative Startup ActMakati Business ClubNessuna valutazione finora
- Body LanguageDocumento17 pagineBody LanguageAR PiZaNessuna valutazione finora
- Hot and Cold TherapyDocumento24 pagineHot and Cold TherapyJo Obs100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- RP Poster FinalDocumento1 paginaRP Poster Finalapi-270795195Nessuna valutazione finora
- Student Exploration: Magnetism (Find Gizmo Icon On Eclass)Documento4 pagineStudent Exploration: Magnetism (Find Gizmo Icon On Eclass)Abdel Majeed Tuffaha0% (1)
- Artikel 8 - (CURRICULUM EVALUATION)Documento12 pagineArtikel 8 - (CURRICULUM EVALUATION)Kikit8Nessuna valutazione finora
- PGT Computer Science Kendriya Vidyalaya Entrance Exam Question PapersDocumento117 paginePGT Computer Science Kendriya Vidyalaya Entrance Exam Question PapersimshwezNessuna valutazione finora
- GundamDocumento25 pagineGundamBattlecruiser ScharnhorstNessuna valutazione finora
- E650E650M-17 Guía Estándar para El Montaje de Sensores Piezoeléctricos de Emisión Acústica1Documento4 pagineE650E650M-17 Guía Estándar para El Montaje de Sensores Piezoeléctricos de Emisión Acústica1fredy lopezNessuna valutazione finora
- Arch Plan-Agner Boco (For Blue Print) - p1Documento1 paginaArch Plan-Agner Boco (For Blue Print) - p1Jay CeeNessuna valutazione finora
- Shaira Narrative Report (Final)Documento7 pagineShaira Narrative Report (Final)Sheryll TamangNessuna valutazione finora
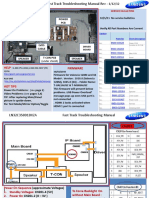
- Samsung LN55C610N1FXZA Fast Track Guide (SM)Documento4 pagineSamsung LN55C610N1FXZA Fast Track Guide (SM)Carlos OdilonNessuna valutazione finora
- Position Trading Maximizing Probability of Winning TradesDocumento91 paginePosition Trading Maximizing Probability of Winning Tradescarlo bakaakoNessuna valutazione finora
- Otis C. Mitchell - Hitler-s-Stormtroopers-and-the-Attack-on-the-German-Republic-1919-1933 PDFDocumento201 pagineOtis C. Mitchell - Hitler-s-Stormtroopers-and-the-Attack-on-the-German-Republic-1919-1933 PDFbodyfull100% (2)
- The Mystery of Putins DissertationDocumento16 pagineThe Mystery of Putins DissertationDoinaCebanuNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)