Potrebbero piacerti anche
- Must ReadDocumento10 pagineMust ReadJuby JoyNessuna valutazione finora
- Value Stream Mapping: Reduce waste and maximise efficiencyDa EverandValue Stream Mapping: Reduce waste and maximise efficiencyValutazione: 4 su 5 stelle4/5 (4)
- Value Stream MappingDocumento14 pagineValue Stream MappingMihir ZalawadiaNessuna valutazione finora
- A Study Into The Process of Product Planning and DevelopmentDocumento93 pagineA Study Into The Process of Product Planning and DevelopmentANKIT PANWAR88% (8)
- National Seminar On Value Stream Mapping For Process Improvement FinalDocumento9 pagineNational Seminar On Value Stream Mapping For Process Improvement FinalsreerpilNessuna valutazione finora
- ANKIT A Synopsis ReportDocumento17 pagineANKIT A Synopsis ReportANKIT PANWARNessuna valutazione finora
- C. Productivity Production ConceptDocumento7 pagineC. Productivity Production ConceptPradyuman VermaNessuna valutazione finora
- Value Stream MappingDocumento15 pagineValue Stream MappingAnjaliKhatriNessuna valutazione finora
- Production in SCMDocumento12 pagineProduction in SCMSonia LawsonNessuna valutazione finora
- Hpc315-Lesson Proper 10Documento9 pagineHpc315-Lesson Proper 103117 - Lester James RamosNessuna valutazione finora
- Cost Analysis Through Life Cycle Analysis and Target CostingDocumento35 pagineCost Analysis Through Life Cycle Analysis and Target CostingSunny KhsNessuna valutazione finora
- Lean Vs AgileDocumento2 pagineLean Vs AgileT M Nikhil SaiNessuna valutazione finora
- World Class Operations JUNE 2022Documento10 pagineWorld Class Operations JUNE 2022Rajni KumariNessuna valutazione finora
- Manufacturing Operations Management: Reading/Leaning GuideDocumento27 pagineManufacturing Operations Management: Reading/Leaning GuidePawa Web IT ConsultNessuna valutazione finora
- Achieving Customer Service Excellence Using Lean Pull ReplenishmentDocumento25 pagineAchieving Customer Service Excellence Using Lean Pull ReplenishmentAhmad DalimunteNessuna valutazione finora
- Mapping The Current State Value StreamDocumento12 pagineMapping The Current State Value StreamKhodayar SadeghiNessuna valutazione finora
- Literature Review On Manufacturing ProcessDocumento8 pagineLiterature Review On Manufacturing Processfvdra0st100% (1)
- Production Concept: 6M's I.E. Men, Money, Machines, Materials, Methods and Markets To Satisfy The Wants of The PeopleDocumento3 pagineProduction Concept: 6M's I.E. Men, Money, Machines, Materials, Methods and Markets To Satisfy The Wants of The PeopleGaurav KapoorNessuna valutazione finora
- Dokumen - Tips - Quality Engineering and ManagementDocumento32 pagineDokumen - Tips - Quality Engineering and ManagementJhordins GustavoNessuna valutazione finora
- Vijin Project FinalDocumento106 pagineVijin Project FinalVijin v r100% (2)
- Innoregio Value AnalysisDocumento32 pagineInnoregio Value Analysisirinuca12Nessuna valutazione finora
- Manufacturing Strategy Linked To Product Life Cycle: Ruth - Saven@ipe - Liu.seDocumento29 pagineManufacturing Strategy Linked To Product Life Cycle: Ruth - Saven@ipe - Liu.seTika CahyaNessuna valutazione finora
- Lean and JIT - EditedDocumento4 pagineLean and JIT - EditedPaul WahomeNessuna valutazione finora
- Operations StrategyDocumento4 pagineOperations StrategyKd KejdiNessuna valutazione finora
- Value Analysis PDFDocumento32 pagineValue Analysis PDFBasavaraju K RNessuna valutazione finora
- Garment Production SystemDocumento16 pagineGarment Production SystemKibromGereNessuna valutazione finora
- Amm PDFDocumento13 pagineAmm PDFShruti AirenNessuna valutazione finora
- Full Text 01Documento9 pagineFull Text 01mazharmpmNessuna valutazione finora
- Digital Supply Chain, Smart Operations and Industry 4.0: 16.1 Introductory Case-Study: SupplyonDocumento46 pagineDigital Supply Chain, Smart Operations and Industry 4.0: 16.1 Introductory Case-Study: SupplyonNatalia Arias ReyesNessuna valutazione finora
- Operations Management 1Documento19 pagineOperations Management 1PrerrakNessuna valutazione finora
- Strategy & Design of Products and Services: ObjectivesDocumento7 pagineStrategy & Design of Products and Services: Objectivesryan acojedoNessuna valutazione finora
- Graficos de ControlDocumento7 pagineGraficos de ControlAli BadfaceNessuna valutazione finora
- Lean Manufacturing, Lean Enterprise, or Lean Production, Often Simply, "Lean," Is A Production PracticeDocumento4 pagineLean Manufacturing, Lean Enterprise, or Lean Production, Often Simply, "Lean," Is A Production PracticeDip PatelNessuna valutazione finora
- Value Chain Analysis: Management Control SystemsDocumento4 pagineValue Chain Analysis: Management Control SystemsOishee RahmanNessuna valutazione finora
- Order Winners N Order QualifiersDocumento4 pagineOrder Winners N Order QualifiersMeet SampatNessuna valutazione finora
- Ppap PDFDocumento15 paginePpap PDFMaherani SarfrajNessuna valutazione finora
- Quality Management in The New Product Development: A Ppap ApproachDocumento15 pagineQuality Management in The New Product Development: A Ppap ApproachSam SamNessuna valutazione finora
- Notes Unit 1Documento16 pagineNotes Unit 1Dandally RoopaNessuna valutazione finora
- Product Innovation and EvolutionDocumento3 pagineProduct Innovation and EvolutionSaagar KamraniNessuna valutazione finora
- Supply Chain ManagementDocumento9 pagineSupply Chain Managementkc605711Nessuna valutazione finora
- Yasir Hussain: Subject Quality and Reliability Engineering TopicDocumento15 pagineYasir Hussain: Subject Quality and Reliability Engineering TopicYasir HussainNessuna valutazione finora
- Supply Chain ManagementDocumento24 pagineSupply Chain ManagementASHWINI SINHANessuna valutazione finora
- Acfrogaddhvtlsahyai7-Jrohywtxa Wy6cswalgcmcmap3azd Xqyaey7rvu81jhixqwwq9b95i G3dbfbrmifv7c4kqnkr3jlwkbtr2abugdpik82rpq6xmkyxho3574xseoywo6udeikakjhuDocumento8 pagineAcfrogaddhvtlsahyai7-Jrohywtxa Wy6cswalgcmcmap3azd Xqyaey7rvu81jhixqwwq9b95i G3dbfbrmifv7c4kqnkr3jlwkbtr2abugdpik82rpq6xmkyxho3574xseoywo6udeikakjhuJoanna Mæ Nuñez SaysønNessuna valutazione finora
- Operations MGMT Lecture Note (Chapter 3) MLTDocumento42 pagineOperations MGMT Lecture Note (Chapter 3) MLTnatiNessuna valutazione finora
- Value AnalysisDocumento32 pagineValue Analysisbrijkishor2017Nessuna valutazione finora
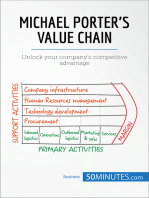
- Michael Porter's Value Chain: Unlock your company's competitive advantageDa EverandMichael Porter's Value Chain: Unlock your company's competitive advantageValutazione: 4 su 5 stelle4/5 (1)
- Manufacturing Operations ManagementDocumento32 pagineManufacturing Operations ManagementPawa Web IT ConsultNessuna valutazione finora
- Project Management On New Product Development and New Product Launch in The Automotive Industry Project Management Represents The Combination Between KnowDocumento7 pagineProject Management On New Product Development and New Product Launch in The Automotive Industry Project Management Represents The Combination Between KnowapoorvaNessuna valutazione finora
- Pom - Unit 1Documento15 paginePom - Unit 1Heena ManwaniNessuna valutazione finora
- Order-Winning and Order-Qualifying CriteriaDocumento3 pagineOrder-Winning and Order-Qualifying CriteriaJesica MaryNessuna valutazione finora
- Understanding Project ManagementDocumento16 pagineUnderstanding Project ManagementlalitNessuna valutazione finora
- Operation Supply Chain ManagementDocumento17 pagineOperation Supply Chain ManagementMeet VermaNessuna valutazione finora
- Business StrategyDocumento4 pagineBusiness StrategyLuis Simarro LopezNessuna valutazione finora
- Daniel Dearoz. Reaction Paper. 8.15.2022Documento3 pagineDaniel Dearoz. Reaction Paper. 8.15.2022Byron Jeff ToledoNessuna valutazione finora
- What Is LeanDocumento19 pagineWhat Is LeanRudford GectoNessuna valutazione finora
- New Product Development WikipediaDocumento9 pagineNew Product Development WikipediaBreylin CastilloNessuna valutazione finora
- Product DevelopmentDocumento6 pagineProduct DevelopmentDeonald Barcena TamodraNessuna valutazione finora
- Literature Review On Lean ManufacturingDocumento10 pagineLiterature Review On Lean Manufacturingea428adh100% (1)
- The Strategy Machine (Review and Analysis of Downes' Book)Da EverandThe Strategy Machine (Review and Analysis of Downes' Book)Nessuna valutazione finora
- World English 2ed 1 WorkbookDocumento80 pagineWorld English 2ed 1 WorkbookMatheus EdneiNessuna valutazione finora
- HCH - 15 04 004Documento5 pagineHCH - 15 04 004NarvaxisNessuna valutazione finora
- OPENING & CLOSING PROGRAM NARRATIVE REPORT (Grade 7)Documento4 pagineOPENING & CLOSING PROGRAM NARRATIVE REPORT (Grade 7)Leo Jun G. Alcala100% (1)
- Paper Ed Mid TermDocumento2 paginePaper Ed Mid Termarun7sharma78Nessuna valutazione finora
- Empowerment Series Social Work With Groups Comprehensive Practice and Self Care 10Th Edition Charles Zastrow Full ChapterDocumento67 pagineEmpowerment Series Social Work With Groups Comprehensive Practice and Self Care 10Th Edition Charles Zastrow Full Chapterruby.levi441100% (5)
- Aristotle Metaphysics Lambda Accessed 201111 Classicalk LibraryDocumento19 pagineAristotle Metaphysics Lambda Accessed 201111 Classicalk Librarygijsbo2000Nessuna valutazione finora
- Afa Coursework ExamplesDocumento6 pagineAfa Coursework Examplesiuhvgsvcf100% (2)
- Dayco-Timing Belt Training - Entrenamiento Correa DentadaDocumento9 pagineDayco-Timing Belt Training - Entrenamiento Correa DentadaDeiby CeleminNessuna valutazione finora
- CHASE SSE-EHD 1900-RLS LockedDocumento2 pagineCHASE SSE-EHD 1900-RLS LockedMarcos RochaNessuna valutazione finora
- Visual Metaphor Process BookDocumento18 pagineVisual Metaphor Process Bookmatt8859Nessuna valutazione finora
- GE Uno Downlight Backlit BLDocumento2 pagineGE Uno Downlight Backlit BLChen KengloonNessuna valutazione finora
- I. Objectives Ii. Content Iii. Learning ResourcesDocumento13 pagineI. Objectives Ii. Content Iii. Learning ResourcesZenia CapalacNessuna valutazione finora
- CE-23113-SP-902-R01-00 Asset SpecificationDocumento14 pagineCE-23113-SP-902-R01-00 Asset SpecificationСветлана ФайберNessuna valutazione finora
- Scan WV1DB12H4B8018760 20210927 1800Documento6 pagineScan WV1DB12H4B8018760 20210927 1800Sergio AlvarezNessuna valutazione finora
- Make Yeast StarterDocumento2 pagineMake Yeast StarterAlexandraNessuna valutazione finora
- Thesis - A Surlyn® Ionomer As A Self-Healing and Self-Sensing Composite - 2011 - UKDocumento194 pagineThesis - A Surlyn® Ionomer As A Self-Healing and Self-Sensing Composite - 2011 - UKAhmedNessuna valutazione finora
- Unit 3Documento5 pagineUnit 3Narasimman DonNessuna valutazione finora
- Philips HD 9 User ManualDocumento3 paginePhilips HD 9 User ManualNdangoh DerekNessuna valutazione finora
- TOEFL-Reading Question Type Definitions and ExplanationDocumento5 pagineTOEFL-Reading Question Type Definitions and ExplanationSamara SampaioNessuna valutazione finora
- Emcee Script For Recognition DayDocumento3 pagineEmcee Script For Recognition DayRomeo Jr. LaguardiaNessuna valutazione finora
- Basic Approach To The Audit of Electronically Processed DataDocumento2 pagineBasic Approach To The Audit of Electronically Processed DataJestell Ann ArzagaNessuna valutazione finora
- JCPS School Safety PlanDocumento14 pagineJCPS School Safety PlanDebbie HarbsmeierNessuna valutazione finora
- Turbine Start-Up SOPDocumento17 pagineTurbine Start-Up SOPCo-gen ManagerNessuna valutazione finora
- Configuring Hyper-V: This Lab Contains The Following Exercises and ActivitiesDocumento9 pagineConfiguring Hyper-V: This Lab Contains The Following Exercises and ActivitiesMD4733566Nessuna valutazione finora
- Control System PPT DO1Documento11 pagineControl System PPT DO1Luis AndersonNessuna valutazione finora
- International Supply Chain ManagementDocumento2 pagineInternational Supply Chain ManagementPRASANT KUMAR SAMALNessuna valutazione finora
- 20235UGSEM2206Documento2 pagine20235UGSEM2206Lovepreet KaurNessuna valutazione finora
- Skirmishes Graham Harman PDFDocumento383 pagineSkirmishes Graham Harman PDFparaiaNessuna valutazione finora
- CadburyDocumento21 pagineCadburyramyarayeeNessuna valutazione finora