Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Design and Analysis of Wishbone For Double Wishbone Suspension SystemDocumento4 pagineDesign and Analysis of Wishbone For Double Wishbone Suspension SystemCoversTamil.MNessuna valutazione finora
- Viscosity Lab ReportDocumento9 pagineViscosity Lab Reportapi-376123036100% (2)
- Característica de CorrosiónDocumento109 pagineCaracterística de CorrosiónAnonymous zTUWsMNessuna valutazione finora
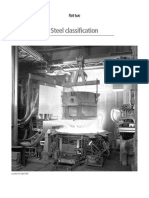
- Metallurgy: Smelting, A Basic Step in Obtaining Usable Quantities of Most MetalsDocumento8 pagineMetallurgy: Smelting, A Basic Step in Obtaining Usable Quantities of Most MetalssiswoutNessuna valutazione finora
- AISI 4140 - 42Cr4Mo2Documento2 pagineAISI 4140 - 42Cr4Mo2rajbir_singh75% (4)
- Nilai Pengelasan SMT 2 2019 2020Documento1 paginaNilai Pengelasan SMT 2 2019 2020Abraham Ishak Dwi PriyotoNessuna valutazione finora
- ACER - Rasakan Performa OPTIMAL Dengan SSDDocumento10 pagineACER - Rasakan Performa OPTIMAL Dengan SSDAbraham Ishak Dwi PriyotoNessuna valutazione finora
- jADWAL lEADER Kelas DDocumento1 paginajADWAL lEADER Kelas DAbraham Ishak Dwi PriyotoNessuna valutazione finora
- jADWAL lEADER Kelas DDocumento1 paginajADWAL lEADER Kelas DAbraham Ishak Dwi PriyotoNessuna valutazione finora
- Nilai Pengelasan SMT 2 2018 2019 New Mig PDFDocumento3 pagineNilai Pengelasan SMT 2 2018 2019 New Mig PDFAbraham Ishak Dwi PriyotoNessuna valutazione finora
- Nilai Akhir Mata Kuliah Prakter Pengelasan 1Documento2 pagineNilai Akhir Mata Kuliah Prakter Pengelasan 1Abraham Ishak Dwi PriyotoNessuna valutazione finora
- Jadwal Ledaer Kloter 1Documento1 paginaJadwal Ledaer Kloter 1Abraham Ishak Dwi PriyotoNessuna valutazione finora
- Jadwal Pelayan TUHAN Retreat Arise and ShineDocumento1 paginaJadwal Pelayan TUHAN Retreat Arise and ShineAbraham Ishak Dwi PriyotoNessuna valutazione finora
- Crhrom SSDocumento1 paginaCrhrom SSAbraham Ishak Dwi PriyotoNessuna valutazione finora
- Mari BerhimpunDocumento2 pagineMari BerhimpunAbraham Ishak Dwi PriyotoNessuna valutazione finora
- Latihan 6-Mode WindowlDocumento1 paginaLatihan 6-Mode WindowlAbraham Ishak Dwi PriyotoNessuna valutazione finora
- Kegiatan Rohkris Sma 7 SurakartaDocumento1 paginaKegiatan Rohkris Sma 7 SurakartaAbraham Ishak Dwi PriyotoNessuna valutazione finora
- Activation Entry ErrorDocumento1 paginaActivation Entry ErrorAbraham Ishak Dwi PriyotoNessuna valutazione finora
- Activation Entry ErrorDocumento1 paginaActivation Entry ErrorAbraham Ishak Dwi PriyotoNessuna valutazione finora
- Lamp IranDocumento22 pagineLamp IranAbraham Ishak Dwi PriyotoNessuna valutazione finora
- Elevated Diag No STDocumento1 paginaElevated Diag No STAbraham Ishak Dwi PriyotoNessuna valutazione finora
- Journal of Materials Processing Technology: Chul Kyu Jin, Chang Hyun Jang, Chung Gil KangDocumento13 pagineJournal of Materials Processing Technology: Chul Kyu Jin, Chang Hyun Jang, Chung Gil KangAbraham Ishak Dwi PriyotoNessuna valutazione finora
- 2 Casting FormingDocumento56 pagine2 Casting FormingMohana KrishnanNessuna valutazione finora
- Maintenance, Integrity, and Repair), USA, New York.: Daftar PustakaDocumento2 pagineMaintenance, Integrity, and Repair), USA, New York.: Daftar PustakaAbraham Ishak Dwi PriyotoNessuna valutazione finora
- KeteranganDocumento1 paginaKeteranganAbraham Ishak Dwi PriyotoNessuna valutazione finora
- ProfilesDocumento1 paginaProfilessrithiveyaNessuna valutazione finora
- Sekolh MguDocumento1 paginaSekolh MguAbraham Ishak Dwi PriyotoNessuna valutazione finora
- Nominal Pipe Sizes PDFDocumento5 pagineNominal Pipe Sizes PDFNguyễn Duy HưngNessuna valutazione finora
- Higher Algebra - Hall & KnightDocumento593 pagineHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Steels ExplainedDocumento237 pagineSteels Explainedradou99100% (1)
- Steel Anal For High Pressure H2Documento13 pagineSteel Anal For High Pressure H2pec21102002Nessuna valutazione finora
- The Use of Heavy Rolled Sections in High-Rise Buildings Current Practice and Future Innovation by Riccardo ZANON, Georges AXMANN, Jean-Claude GERARDY, André PLUMIERDocumento17 pagineThe Use of Heavy Rolled Sections in High-Rise Buildings Current Practice and Future Innovation by Riccardo ZANON, Georges AXMANN, Jean-Claude GERARDY, André PLUMIERgulilero_yoNessuna valutazione finora
- Aug 2013Documento164 pagineAug 2013Sreekumar RajendrababuNessuna valutazione finora
- 2ND Floor Cracking WidthDocumento13 pagine2ND Floor Cracking WidthJade Paul D. BesanaNessuna valutazione finora
- Arm301 QBDocumento6 pagineArm301 QBKunal KhandelwalNessuna valutazione finora
- New Reinforcement Detailing in Concrete Frame Corners of Civil Defence SheltersDocumento101 pagineNew Reinforcement Detailing in Concrete Frame Corners of Civil Defence SheltersRani HendrikusNessuna valutazione finora
- Electrophysical Phenomena in The Tribology of Polymers Sviridewok Kilmovich Kestelman (OPA 1999)Documento195 pagineElectrophysical Phenomena in The Tribology of Polymers Sviridewok Kilmovich Kestelman (OPA 1999)Shivangi NaikNessuna valutazione finora
- Astm F 732: - ScopeDocumento16 pagineAstm F 732: - ScopeSagar DhageNessuna valutazione finora
- Stress TensorDocumento25 pagineStress TensorJsvijay KumarNessuna valutazione finora
- Casting PDFDocumento48 pagineCasting PDFsanjay_lingotNessuna valutazione finora
- Loc Corr SS Weldments SummaryDocumento52 pagineLoc Corr SS Weldments SummarySatheesh KumarNessuna valutazione finora
- Bamboo TensegrityDocumento13 pagineBamboo TensegrityEA Kev RamosNessuna valutazione finora
- Lecture 18-19Documento25 pagineLecture 18-19Ahmed SFNessuna valutazione finora
- Lecture 02-Design of Singly Reinforced Beam in FlexureDocumento34 pagineLecture 02-Design of Singly Reinforced Beam in FlexureOsamaZaid100% (2)
- SJ MEPLA Calculation Protocol:: Spacers in Insulating Glass UnitsDocumento5 pagineSJ MEPLA Calculation Protocol:: Spacers in Insulating Glass UnitsSudhakar KrishnamurthyNessuna valutazione finora
- Strength of MaterialsDocumento3 pagineStrength of MaterialsBVS CollegesNessuna valutazione finora
- Quiz No 3Documento3 pagineQuiz No 3von_science08Nessuna valutazione finora
- 1569 ch32Documento24 pagine1569 ch32Karthik KrishNessuna valutazione finora
- Oral Program FinalDocumento7 pagineOral Program FinalCostas AggelidisNessuna valutazione finora
- JIS DIN ASTM Steel, Alloy, Cast Iron SpecificationsDocumento1 paginaJIS DIN ASTM Steel, Alloy, Cast Iron SpecificationsBao Duy NguyenNessuna valutazione finora
- Pump System Labby 2015Documento6 paginePump System Labby 2015Azril DahariNessuna valutazione finora
- Basic Introduction To RheologyDocumento44 pagineBasic Introduction To Rheologymanojb_10Nessuna valutazione finora
- 2010 MSE220 Exam OneDocumento8 pagine2010 MSE220 Exam OneIntrnetHteMchneNessuna valutazione finora