Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Internship Report - Solar Power PlantDocumento20 pagineInternship Report - Solar Power PlantPrajwal Naik85% (13)
- Speed Control of 3 Phase Induction Motor Using PLC S7-200-Em235 & Drive (MM) Pge NoDocumento34 pagineSpeed Control of 3 Phase Induction Motor Using PLC S7-200-Em235 & Drive (MM) Pge NoS.Dharanipathy100% (9)
- Design of Polyphase Generators and MotorsDocumento284 pagineDesign of Polyphase Generators and MotorsMartin J.50% (2)
- HSBC Sector AnalysisDocumento342 pagineHSBC Sector AnalysisvinaymathewNessuna valutazione finora
- Broaching Machines-Broach Making Broaching OperationsDocumento48 pagineBroaching Machines-Broach Making Broaching OperationsS.DharanipathyNessuna valutazione finora
- pR6-40-10-4 HPDocumento2 paginepR6-40-10-4 HPS.DharanipathyNessuna valutazione finora
- Training Dept (Eee) V Sem E-PlanDocumento33 pagineTraining Dept (Eee) V Sem E-PlanS.Dharanipathy100% (5)
- Monocrystalline Vs Polycrystalline Solar Panels AllDocumento8 pagineMonocrystalline Vs Polycrystalline Solar Panels AllFanda Doet100% (1)
- Macro " B " Programming: Makino Asia Pte LTD Application DepartmentDocumento71 pagineMacro " B " Programming: Makino Asia Pte LTD Application DepartmentS.Dharanipathy85% (13)
- Silicon On PlasticDocumento4 pagineSilicon On PlasticRajesh Yenugula100% (1)
- FB23 2Documento2 pagineFB23 2S.DharanipathyNessuna valutazione finora
- Design Rules: A. Gunasundari Asst - Professor Eee Dept, PSGCTDocumento35 pagineDesign Rules: A. Gunasundari Asst - Professor Eee Dept, PSGCTS.DharanipathyNessuna valutazione finora
- HANDING OVER LIST For LaundryDocumento3 pagineHANDING OVER LIST For LaundryS.DharanipathyNessuna valutazione finora
- Experiment Using Capture CMOS & NMOSDocumento14 pagineExperiment Using Capture CMOS & NMOSS.DharanipathyNessuna valutazione finora
- Multirate Digital Signal ProcessingDocumento64 pagineMultirate Digital Signal ProcessingS.DharanipathyNessuna valutazione finora
- Speed Control of 3 Phase Induction Motor Using PLC S7-200-Em235 & Drive (MM)Documento7 pagineSpeed Control of 3 Phase Induction Motor Using PLC S7-200-Em235 & Drive (MM)S.Dharanipathy100% (1)
- Stampings 1Documento1 paginaStampings 1S.DharanipathyNessuna valutazione finora
- pR6 40 8 3HPDocumento2 paginepR6 40 8 3HPS.DharanipathyNessuna valutazione finora
- Psgii - RMD Bill of Materials List 10 HP SUBMERSIBLE MOTOR 6 (9800060100)Documento3 paginePsgii - RMD Bill of Materials List 10 HP SUBMERSIBLE MOTOR 6 (9800060100)S.DharanipathyNessuna valutazione finora
- Variable Lead Thread Cutting Initialization Flow For FS-0iDocumento20 pagineVariable Lead Thread Cutting Initialization Flow For FS-0iS.DharanipathyNessuna valutazione finora
- Insulation Resistance TestDocumento5 pagineInsulation Resistance TestS.DharanipathyNessuna valutazione finora
- Blanking Piercing Forming DrawingDocumento3 pagineBlanking Piercing Forming DrawingS.DharanipathyNessuna valutazione finora
- Wires and Cables1Documento7 pagineWires and Cables1S.DharanipathyNessuna valutazione finora
- Measurement of Stator Resistance TestDocumento4 pagineMeasurement of Stator Resistance TestS.DharanipathyNessuna valutazione finora
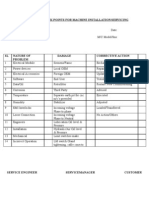
- Electrical Check Points For Machine InstallationDocumento1 paginaElectrical Check Points For Machine InstallationS.DharanipathyNessuna valutazione finora
- Pneumatic Actuators: For Power, Motion and ControlDocumento162 paginePneumatic Actuators: For Power, Motion and ControlS.Dharanipathy100% (5)
- Variable Lead Thread Cutting Initialization Flow For FS-0iDocumento20 pagineVariable Lead Thread Cutting Initialization Flow For FS-0iS.DharanipathyNessuna valutazione finora
- Siemens Parameter ListDocumento4 pagineSiemens Parameter ListS.DharanipathyNessuna valutazione finora
- Installation and Start-Up Guide 11/2002 Edition: Ccu3 Software Version 6 Sinumerik 810DDocumento350 pagineInstallation and Start-Up Guide 11/2002 Edition: Ccu3 Software Version 6 Sinumerik 810DS.Dharanipathy100% (5)
- Solar Cell: From Wikipedia, The Free EncyclopediaDocumento19 pagineSolar Cell: From Wikipedia, The Free EncyclopediaRamu Aryan PandeyNessuna valutazione finora
- Basic MicrofabricationDocumento36 pagineBasic Microfabricationlucaplat11Nessuna valutazione finora
- Senegal - Construction of The Bokhol Solar Photovoltaic Plant in Senegal - ESIA SummaryDocumento35 pagineSenegal - Construction of The Bokhol Solar Photovoltaic Plant in Senegal - ESIA SummaryBee JetNessuna valutazione finora
- Chady Gabra Paper Modified 2Documento8 pagineChady Gabra Paper Modified 2Amri YusronNessuna valutazione finora
- Integrated CircuitDocumento6 pagineIntegrated CircuitPatrick JamesNessuna valutazione finora
- Amity School of Engineering and Technology (Tutorial Sheet) Vlsi Processing and Technology TUTE-1Documento16 pagineAmity School of Engineering and Technology (Tutorial Sheet) Vlsi Processing and Technology TUTE-1Vipul ChauhanNessuna valutazione finora
- Introduction-WPS OfficeDocumento56 pagineIntroduction-WPS Officeanup chauhanNessuna valutazione finora
- Semiconductor Grade Silicon: Andrew R. BarronDocumento9 pagineSemiconductor Grade Silicon: Andrew R. BarronSoner TopNessuna valutazione finora
- Proveedores Energia Solar ChinaDocumento60 pagineProveedores Energia Solar ChinaMiguel Alfonso Ruiz MendezNessuna valutazione finora
- Design and Development of Microcontroller Based Solar Charge ControllerDocumento4 pagineDesign and Development of Microcontroller Based Solar Charge ControllerolumideNessuna valutazione finora
- Week12HW Solutions PDFDocumento16 pagineWeek12HW Solutions PDFRupam GoswamiNessuna valutazione finora
- A Project Report On Electricity Generation With Combination of Wind and Solar EnergyDocumento33 pagineA Project Report On Electricity Generation With Combination of Wind and Solar EnergySantoch SriNessuna valutazione finora
- Chapitre IIDocumento10 pagineChapitre IIHabes NoraNessuna valutazione finora
- ELEN0037 Microelectronic IC Design: Prof. Dr. Michael KraftDocumento46 pagineELEN0037 Microelectronic IC Design: Prof. Dr. Michael KraftDominiqueNessuna valutazione finora
- 1 s2.0 S0360319922007649 MainDocumento11 pagine1 s2.0 S0360319922007649 MainAndres NietoNessuna valutazione finora
- Grain Growth Mechanisms in PolysiliconDocumento5 pagineGrain Growth Mechanisms in PolysiliconPk dataNessuna valutazione finora
- Polycides, Salicides and Metals GatesDocumento24 paginePolycides, Salicides and Metals GateskimjinNessuna valutazione finora
- VLSI Module-2 PPT For FabricationDocumento13 pagineVLSI Module-2 PPT For FabricationPhanindra ReddyNessuna valutazione finora
- PvacDocumento24 paginePvacsinhleprovietNessuna valutazione finora
- Chapter 2 - Substrate Preparation PDFDocumento99 pagineChapter 2 - Substrate Preparation PDFNur AmirahNessuna valutazione finora
- Siemens - PolysiliziumDocumento16 pagineSiemens - PolysiliziumBenjamin MillerNessuna valutazione finora
- w6 7 CVD SmithDocumento72 paginew6 7 CVD Smithodom0413Nessuna valutazione finora
- Vlsi Technology Lesson PlanDocumento4 pagineVlsi Technology Lesson PlanMahendra BabuNessuna valutazione finora
- DIVYASRI257 ReportDocumento20 pagineDIVYASRI257 ReportBhargavNessuna valutazione finora
- Solar Panel in KuwaitDocumento6 pagineSolar Panel in KuwaitInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Solar Electricity and Solar Cells in Theory and Practice PhotovoltaicsDocumento10 pagineSolar Electricity and Solar Cells in Theory and Practice PhotovoltaicsShmuelGrazianiNessuna valutazione finora