Potrebbero piacerti anche
- Cap 2 2Documento7 pagineCap 2 2Gerardo ReyesNessuna valutazione finora
- Presupuesto Maestro para Mecatronicos-1Documento18 paginePresupuesto Maestro para Mecatronicos-1Luis AlvaradoNessuna valutazione finora
- ALESCADocumento5 pagineALESCAHanni xalitzi Ortiz maldonadoNessuna valutazione finora
- Capitulo 1 GrooverDocumento40 pagineCapitulo 1 GroovermanuNessuna valutazione finora
- Gestion Presupuestaria Taller 1Documento19 pagineGestion Presupuestaria Taller 1miriam carolina collado venegasNessuna valutazione finora
- Diseño de Productos, Procesos y ProgramasDocumento33 pagineDiseño de Productos, Procesos y Programasdelia andrea mejia arenasNessuna valutazione finora
- Solucionario Ing EcoDocumento2 pagineSolucionario Ing EcoEliecer GutierrezNessuna valutazione finora
- Contabilidad de Costos Capitulo 12Documento6 pagineContabilidad de Costos Capitulo 12Pablo Martell Schiaffino RivasNessuna valutazione finora
- Actividad #3 PPIDocumento7 pagineActividad #3 PPIUlisesNessuna valutazione finora
- Que Es ManufacturaDocumento5 pagineQue Es Manufacturadaniel6rodriguez6man100% (1)
- Ejercicio 2Documento1 paginaEjercicio 2Angelica BonillaNessuna valutazione finora
- Análisis Económico de Decisiones: Diego Fernando Manotas Duque Profesor TitularDocumento121 pagineAnálisis Económico de Decisiones: Diego Fernando Manotas Duque Profesor TitularPepeNessuna valutazione finora
- Ejercicios Practico Sistema Ergonomia Clase 4 1p2021Documento3 pagineEjercicios Practico Sistema Ergonomia Clase 4 1p2021Fredys Manfioli castañoNessuna valutazione finora
- CRPM PDFDocumento219 pagineCRPM PDFIsaac CreaNessuna valutazione finora
- Ejercicio Medición Con Base en El Modelo Grid Gerencial de Blake y Mouton Por Maria Fernanda Sauceda Valle 20211000955Documento5 pagineEjercicio Medición Con Base en El Modelo Grid Gerencial de Blake y Mouton Por Maria Fernanda Sauceda Valle 20211000955Fernanda SaucedaNessuna valutazione finora
- Contabilidad Del TruputDocumento7 pagineContabilidad Del TruputSebastian ZuritaNessuna valutazione finora
- Capitulo 2 PDFDocumento57 pagineCapitulo 2 PDFOlivaNessuna valutazione finora
- 3.1 Introducción SimulacionDocumento12 pagine3.1 Introducción SimulacionRukawa KaedeNessuna valutazione finora
- Capítulo 14 - Administracion Del CambioDocumento2 pagineCapítulo 14 - Administracion Del CambioCésar Herrera Ríos67% (3)
- Sistemas SuavesDocumento17 pagineSistemas SuavesMayulei Rangel GarayNessuna valutazione finora
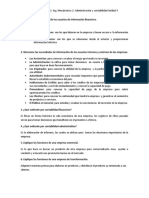
- Preguntas Cap 1Documento4 paginePreguntas Cap 1Isis GarciaNessuna valutazione finora
- UNIDAD 3 Ing EconomicaDocumento11 pagineUNIDAD 3 Ing EconomicaDANIELA BRABATA LORETONessuna valutazione finora
- Cómo Preparar Un Presupuesto Maestro Paso A PDFDocumento18 pagineCómo Preparar Un Presupuesto Maestro Paso A PDFPablo Luna ArcosNessuna valutazione finora
- DepreciaciónDocumento60 pagineDepreciaciónRecRbn100% (1)
- Evidencia de Metodologia DMAIC PDFDocumento7 pagineEvidencia de Metodologia DMAIC PDFlom17210% (1)
- Capítulo VII - Administración de Restricciones - IPAC2023 PDFDocumento20 pagineCapítulo VII - Administración de Restricciones - IPAC2023 PDFclaudia anaribaNessuna valutazione finora
- Contabilidad de Costos. CAPÍTULO 12Documento15 pagineContabilidad de Costos. CAPÍTULO 12Vale MilNessuna valutazione finora
- Paradigma de Análisis de Los Sistemas Duros y Blandos.Documento11 pagineParadigma de Análisis de Los Sistemas Duros y Blandos.Francisco Ruiz SalinasNessuna valutazione finora
- Modelos de DepreciacionDocumento30 pagineModelos de DepreciacionDennis Ayosha GarciaNessuna valutazione finora
- Sistemas Duros y Sistemas BlandosDocumento8 pagineSistemas Duros y Sistemas Blandostgs_cruz_figueroa_puertaNessuna valutazione finora
- Sistema KanbanDocumento29 pagineSistema KanbanJhomayra Olivares SalasNessuna valutazione finora
- Cuestionario Cap 1 TompkinsDocumento8 pagineCuestionario Cap 1 TompkinsROB3RTO LOP3ZNessuna valutazione finora
- Enfoques Analisis de OperacionDocumento6 pagineEnfoques Analisis de Operacionalcaro_16Nessuna valutazione finora
- Tema2Blanca Segmentacion de CostosDocumento17 pagineTema2Blanca Segmentacion de CostosEduardo Perez TrinidadNessuna valutazione finora
- 1 Sesion IM II Introducción. Planeación de Plantas Industriales NEWDocumento38 pagine1 Sesion IM II Introducción. Planeación de Plantas Industriales NEWWilfredo Torres PacherresNessuna valutazione finora
- Resolución Cuestionario Capitulo 1Documento3 pagineResolución Cuestionario Capitulo 1Judas Toledo CotaNessuna valutazione finora
- Estudio de ColasDocumento101 pagineEstudio de ColaservicoNessuna valutazione finora
- Introduccion Al Diseno de Instalaciones de Manufactura yDocumento44 pagineIntroduccion Al Diseno de Instalaciones de Manufactura yYoyner Alexander Pineda pazNessuna valutazione finora
- Diagrama de SpaguettiDocumento2 pagineDiagrama de SpaguettiSofia LazaldeNessuna valutazione finora
- Tema 1 Unidad 2 PronosticosDocumento34 pagineTema 1 Unidad 2 PronosticosAdrian AlcortaNessuna valutazione finora
- Solución Presupuesto MaestroDocumento15 pagineSolución Presupuesto MaestroKAREN NICOLE SIGÜEÑAS OLIVERANessuna valutazione finora
- IND-241-Evaluación de Los 7 Desperdicios Eduardo EchavarriaDocumento6 pagineIND-241-Evaluación de Los 7 Desperdicios Eduardo EchavarriaEduardo EchavarriaNessuna valutazione finora
- Mas Ejercicios de PertcmpDocumento3 pagineMas Ejercicios de PertcmpAlma Delia CorralesNessuna valutazione finora
- SimulaciónDocumento41 pagineSimulaciónCaryaxo RamaNessuna valutazione finora
- Manual - Practicas Estudio Del Trabajo I DOZ R 1.2Documento8 pagineManual - Practicas Estudio Del Trabajo I DOZ R 1.2Javier HernandezNessuna valutazione finora
- Distribucion de Oficinas 2Documento5 pagineDistribucion de Oficinas 2Mauro Fernando Ortiz PumaNessuna valutazione finora
- WP5 Planes de Produccion 2009Documento3 pagineWP5 Planes de Produccion 2009Espinosa LuisNessuna valutazione finora
- Casañas, D. - (MEPI) Modelo Estratégico de Planificación de InventariosDocumento10 pagineCasañas, D. - (MEPI) Modelo Estratégico de Planificación de InventariosSimón MNessuna valutazione finora
- Herramientas ContemporaneasDocumento43 pagineHerramientas ContemporaneasLesther Miguel Merida LópezNessuna valutazione finora
- Practica No. 9Documento8 paginePractica No. 9Manuel FernandezNessuna valutazione finora
- IE-1 Proceso de Toma de DecisionesDocumento39 pagineIE-1 Proceso de Toma de DecisionesJose Chau RomeroNessuna valutazione finora
- Metodo Del Valor PresenteDocumento1 paginaMetodo Del Valor PresenteIngrid Luna VelascoNessuna valutazione finora
- Folleto No 4 DepreciacionDocumento11 pagineFolleto No 4 DepreciacionDavid Alexi Moraga Gutierrez100% (1)
- Distribución de Planta Diapos.Documento285 pagineDistribución de Planta Diapos.Jerry DumesNessuna valutazione finora
- Tarea de La Unidad 5 - Simulación de Un Sistema de Inventarios en ExcelDocumento7 pagineTarea de La Unidad 5 - Simulación de Un Sistema de Inventarios en ExcelMonica jacquelin colorado cortésNessuna valutazione finora
- Guia Practica Costos CP Año 2015 2da ParteDocumento9 pagineGuia Practica Costos CP Año 2015 2da ParteDiegoCroceNessuna valutazione finora
- VSM Actual Metodología CIPDocumento60 pagineVSM Actual Metodología CIPALEXANDRA GOYENECHENessuna valutazione finora
- Apuntes de Costos Unidad IIDocumento28 pagineApuntes de Costos Unidad IIborisgeraldoNessuna valutazione finora
- Ejercicio Kanban y Heijunka Sistemas FlexiblesDocumento2 pagineEjercicio Kanban y Heijunka Sistemas FlexiblesEfrain Pech CupulNessuna valutazione finora
- Caso de Aplicación de Las 5 SDocumento26 pagineCaso de Aplicación de Las 5 SMixzi Odalis Vicente CabreraNessuna valutazione finora
- Definiciones de LogísticaDocumento2 pagineDefiniciones de LogísticaKaren MejiaNessuna valutazione finora
- Por Qué Las Mujeres Aman A Los PendejosDocumento2 paginePor Qué Las Mujeres Aman A Los PendejosKaren Mejia67% (6)
- OEE BuenoDocumento26 pagineOEE BuenochuszNessuna valutazione finora
- Modelo LepDocumento7 pagineModelo LepKaren MejiaNessuna valutazione finora
- La Teoría de Las Inteligencias Múltiples de Gardner PedagogiaDocumento5 pagineLa Teoría de Las Inteligencias Múltiples de Gardner PedagogiaDaiana GómezNessuna valutazione finora
- El Cerebro Primitivo en Las Aulas ModernasDocumento0 pagineEl Cerebro Primitivo en Las Aulas ModernasFrancisca HenríquezNessuna valutazione finora
- El Elemento Subjetivo en La Respo Del Superior.Documento73 pagineEl Elemento Subjetivo en La Respo Del Superior.Sebastian Camilo CamayoNessuna valutazione finora
- Lozano - Cap 4 - Accion DiscursivaDocumento74 pagineLozano - Cap 4 - Accion DiscursivaNeja Guerberoff100% (1)
- Grafo Del Deseo y Célula Elemental Del LenguajeDocumento18 pagineGrafo Del Deseo y Célula Elemental Del LenguajeMilhouse Van Houten100% (3)
- Empresa, Ética y Responsabilidad SocialDocumento1 paginaEmpresa, Ética y Responsabilidad SocialGrupo Cieg100% (1)
- 1esocnc2 GD Esu2Documento24 pagine1esocnc2 GD Esu2Eva Lassaletta LeonNessuna valutazione finora
- El PrerromanticismoDocumento7 pagineEl PrerromanticismoMiguel Angel Alfaro UgazNessuna valutazione finora
- Psicología y EducacionDocumento162 paginePsicología y EducacionRamón RuizNessuna valutazione finora
- Hombre IrresisitibleDocumento17 pagineHombre IrresisitibleOskar Javier100% (1)
- Traduccion Ontologia y Formacion Profesional GuerraDocumento7 pagineTraduccion Ontologia y Formacion Profesional GuerraLaura ReboriNessuna valutazione finora
- Ficha Evaluación Alcances Del PMAC BUDocumento4 pagineFicha Evaluación Alcances Del PMAC BULuis Ramírez GermanyNessuna valutazione finora
- La Victoria Sobre La Lujuria y Las TentacionesDocumento10 pagineLa Victoria Sobre La Lujuria y Las Tentacionesjjluna77100% (1)
- Factor Social y Cultural en El ConfortDocumento18 pagineFactor Social y Cultural en El ConfortArqDieNessuna valutazione finora
- Recurso de Nulidad y Derechos Fundamentales A La Luz de La Jurisprudencia de La CSDocumento93 pagineRecurso de Nulidad y Derechos Fundamentales A La Luz de La Jurisprudencia de La CSHéctor Daniel López GaeteNessuna valutazione finora
- Simon Rodriguez - UCV - Tesis de GradoDocumento81 pagineSimon Rodriguez - UCV - Tesis de GradoIsaacGabrielDiazCastaños100% (1)
- González Galván - 1997 - Una Filosofía Del Derecho Indígena: Desde Una Historia Presente de Las Mentalidades JurídicasDocumento16 pagineGonzález Galván - 1997 - Una Filosofía Del Derecho Indígena: Desde Una Historia Presente de Las Mentalidades JurídicasSpartakkuNessuna valutazione finora
- SextingDocumento12 pagineSextingAlberto LomaNessuna valutazione finora
- Ficha Rae - Estructura EpistemologiaDocumento7 pagineFicha Rae - Estructura EpistemologiaJuanNessuna valutazione finora
- Resumen Parte 5Documento5 pagineResumen Parte 5Carolina SarmientoNessuna valutazione finora
- Mapas Conceptuales - Historia de La PsicologiaDocumento3 pagineMapas Conceptuales - Historia de La Psicologiavalentina UribeNessuna valutazione finora
- Trabajos Practicos N 6 EstabilidadDocumento3 pagineTrabajos Practicos N 6 EstabilidadEmanuel SarapuraNessuna valutazione finora
- Piglia, Teoría Del ComplotDocumento11 paginePiglia, Teoría Del ComplotHernán Lopez PiñeyroNessuna valutazione finora
- Estudio Pecados RespetablesDocumento8 pagineEstudio Pecados RespetablesAngie de YhwhNessuna valutazione finora
- BOULINGDocumento6 pagineBOULINGGustavo QuintanaNessuna valutazione finora
- Actividades Recreativas para Favorecer La Integracion Entre Personas Adultas Mayores Del AsiloDocumento101 pagineActividades Recreativas para Favorecer La Integracion Entre Personas Adultas Mayores Del AsiloLUCARNIANONessuna valutazione finora
- Berger y Luckman (Libro)Documento116 pagineBerger y Luckman (Libro)guibuza3754Nessuna valutazione finora
- Dinámicas de OraciónDocumento2 pagineDinámicas de OraciónLaura MIryam VivianaNessuna valutazione finora
- Niveles de Abstracción MRDocumento8 pagineNiveles de Abstracción MREdwin Mauricio SANCHEZ ALARCONNessuna valutazione finora
- Observacion Del Juego LibreDocumento4 pagineObservacion Del Juego LibreyeuryNessuna valutazione finora