Potrebbero piacerti anche
- NH3 Process DescriptionDocumento8 pagineNH3 Process DescriptionMusa KaleemNessuna valutazione finora
- Aiche-36-021Equipment Performance of AmmoniaDocumento9 pagineAiche-36-021Equipment Performance of AmmoniaHsein Wang100% (1)
- Description of Ammonia Manufacturing ProcessesDocumento4 pagineDescription of Ammonia Manufacturing ProcessesSameer PandeyNessuna valutazione finora
- AmmoniaDocumento46 pagineAmmoniamangihutsihombing100% (1)
- Ammonia ProductionDocumento28 pagineAmmonia ProductionMuhammad Ali HashmiNessuna valutazione finora
- Comparative Evaluation of Cryogenic Air SeparationDocumento21 pagineComparative Evaluation of Cryogenic Air SeparationmuratNessuna valutazione finora
- Final ReportDocumento46 pagineFinal ReportVarun Gupta100% (1)
- Reactor Project Ammonia SynthesisDocumento21 pagineReactor Project Ammonia SynthesisEmerson Oliveira100% (1)
- Capacity Increase of Ammonia PlantDocumento10 pagineCapacity Increase of Ammonia PlantJak AshishNessuna valutazione finora
- Ammonia and UreaDocumento33 pagineAmmonia and UreaPRAJWAL RASTOGINessuna valutazione finora
- Ammonia Process InformationDocumento4 pagineAmmonia Process InformationRishikesh AwaleNessuna valutazione finora
- Principles and Case Studies of Simultaneous DesignDa EverandPrinciples and Case Studies of Simultaneous DesignNessuna valutazione finora
- Waste Heat Boiler (101-C) Leakages & Possible Causes: Paper AbstractDocumento16 pagineWaste Heat Boiler (101-C) Leakages & Possible Causes: Paper Abstractvaratharajan g rNessuna valutazione finora
- 2000 Development of The ACES 21 ProcessDocumento17 pagine2000 Development of The ACES 21 ProcessTTaddictNessuna valutazione finora
- Ammonia Plant Fundamentals PDFDocumento27 pagineAmmonia Plant Fundamentals PDFMubarik Ali100% (1)
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyDocumento13 pagineCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economyvaratharajan g rNessuna valutazione finora
- Ammonia Synthesis ConverterDocumento26 pagineAmmonia Synthesis ConverterKvspavan Kumar100% (1)
- Haldor Topsoe Hter First ExperiencesDocumento8 pagineHaldor Topsoe Hter First ExperiencesGeorge Van BommelNessuna valutazione finora
- Advanced Gas-Heated Reformer: P. W. FarneilDocumento9 pagineAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNessuna valutazione finora
- KRES TechnologyDocumento10 pagineKRES TechnologyabubakarNessuna valutazione finora
- Ammonia Design 2520of 2520equipmentsDocumento32 pagineAmmonia Design 2520of 2520equipmentsapi-3714811100% (1)
- Ammonia PlantDocumento28 pagineAmmonia PlantHumayun Rashid Khan100% (1)
- Ammonia and Urea Production PDFDocumento10 pagineAmmonia and Urea Production PDFئارام ناصح محمد حسێنNessuna valutazione finora
- Autothermal Reforming ProcessDocumento9 pagineAutothermal Reforming ProcessOliver Everett EspinoNessuna valutazione finora
- Lessons Learned With Ammonia Synthesis CatalystsDocumento12 pagineLessons Learned With Ammonia Synthesis CatalystssugumarNessuna valutazione finora
- Urea - Kirk Othmer PDFDocumento15 pagineUrea - Kirk Othmer PDFusman_hafeez86Nessuna valutazione finora
- REACTOR DESIGN - Docx Fyp MyDocumento5 pagineREACTOR DESIGN - Docx Fyp Myabdul rehmanNessuna valutazione finora
- AMMONIA Syn Gas Drying With Z4-01Documento4 pagineAMMONIA Syn Gas Drying With Z4-01raghu4594Nessuna valutazione finora
- Co2 Absorption and V2o5Documento9 pagineCo2 Absorption and V2o5sivsyadavNessuna valutazione finora
- Production of Methanol From MethaneDocumento3 pagineProduction of Methanol From MethanemuhamadtarmiziNessuna valutazione finora
- The Uhde Ammonia ProcessesDocumento2 pagineThe Uhde Ammonia ProcessesMohamed R BeialyNessuna valutazione finora
- Ammonia TechnologyDocumento13 pagineAmmonia TechnologyMihaela Popescu-NeagoeNessuna valutazione finora
- Aces Process Material Balance: RE AC TO RDocumento4 pagineAces Process Material Balance: RE AC TO Rwaheed ahmadNessuna valutazione finora
- HTCR Vs HTERDocumento7 pagineHTCR Vs HTERlaquetengoNessuna valutazione finora
- Ethylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFDocumento6 pagineEthylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFAlejandro HernandezNessuna valutazione finora
- Nitric Acid Overall Material BalanceDocumento4 pagineNitric Acid Overall Material Balanceyogeshdama100% (1)
- Steam Reforming of MethaneDocumento52 pagineSteam Reforming of Methanebecpavan100% (1)
- Reactor Kinetics of Urea Formation: November 2015Documento21 pagineReactor Kinetics of Urea Formation: November 2015Javiera MellaNessuna valutazione finora
- Plant Design Project 1 (Production of Methanol)Documento84 paginePlant Design Project 1 (Production of Methanol)Fareez Aizat100% (1)
- Urea Toyo ACES21 - BrochureDocumento8 pagineUrea Toyo ACES21 - BrochureSanti SevenfoldNessuna valutazione finora
- Simulation of Ammonia Production From Synthesis GaDocumento12 pagineSimulation of Ammonia Production From Synthesis Gasagar dasguptaNessuna valutazione finora
- Nirbhay Urea Final PDFDocumento99 pagineNirbhay Urea Final PDFHimanshu vikram100% (1)
- Auto Thermal Reactor:: Secondary ReformerDocumento6 pagineAuto Thermal Reactor:: Secondary ReformerAtif MehfoozNessuna valutazione finora
- Ammonia Plant DescriptionDocumento41 pagineAmmonia Plant Descriptionhussainbeds75% (4)
- Ammonia Plant Capacity Increase PaperDocumento14 pagineAmmonia Plant Capacity Increase Paperhamidrezaee008Nessuna valutazione finora
- Production of AmmoniaDocumento4 pagineProduction of AmmoniaMuhammad Al-baihaqiNessuna valutazione finora
- Chemical Reaction Engineering: INTRODUCTION TO COMPANY (Pak American Fertilizers LTD.)Documento24 pagineChemical Reaction Engineering: INTRODUCTION TO COMPANY (Pak American Fertilizers LTD.)Badar RasheedNessuna valutazione finora
- HCL ScrubberDocumento2 pagineHCL Scrubbersundhar100% (2)
- 6 Ammonia PlantDocumento29 pagine6 Ammonia PlantMunawar Lal Joshi100% (1)
- Heat Exchange Reforming Technology - Indo Club - June 2008 SNL PDFDocumento17 pagineHeat Exchange Reforming Technology - Indo Club - June 2008 SNL PDFJaved MohammedNessuna valutazione finora
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankDocumento9 pagineFailure of Inner Shell of Double Walled Atmospheric Ammonia Tankvaratharajan g rNessuna valutazione finora
- KSFL ReportDocumento56 pagineKSFL ReportAbhishek KumarNessuna valutazione finora
- Ammonia Synthesis ReactorsDocumento4 pagineAmmonia Synthesis ReactorsShivangi PancholiNessuna valutazione finora
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDocumento17 pagine"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- Process Flow Diagram of A HALDOR TOPSOE Process Ammonia PlantDocumento34 pagineProcess Flow Diagram of A HALDOR TOPSOE Process Ammonia PlantJatinder Saini81% (32)
- Ammonia Process DescriptionDocumento7 pagineAmmonia Process DescriptionAnanda BalaNessuna valutazione finora
- Yg Mau DitranslateDocumento13 pagineYg Mau DitranslateTeknik Kimia PLS1 Kelas B 2018Nessuna valutazione finora
- Process Flow Diagram For Ammonia SynthesisDocumento6 pagineProcess Flow Diagram For Ammonia SynthesisHanan Ahmed Ibrahim100% (1)
- SnumDocumento3 pagineSnumOzge BulunazNessuna valutazione finora
- Math Proficiency Practice Problems and SolutionsDocumento21 pagineMath Proficiency Practice Problems and SolutionsGarvit ChopraNessuna valutazione finora
- Tower Spotting Data For 33kV DC Tower Type L & MDocumento4 pagineTower Spotting Data For 33kV DC Tower Type L & MGarvit Chopra50% (2)
- SBDDocumento516 pagineSBDGarvit ChopraNessuna valutazione finora
- NITDocumento345 pagineNITGarvit ChopraNessuna valutazione finora
- HGU ManualDocumento15 pagineHGU ManualGarvit ChopraNessuna valutazione finora
- Standard Enthalpy of HCLDocumento3 pagineStandard Enthalpy of HCLGarvit ChopraNessuna valutazione finora
- Drunk DrivingDocumento3 pagineDrunk DrivingGarvit ChopraNessuna valutazione finora
- Olefins Industry - An In-Depth Look at Steam CrackersDocumento25 pagineOlefins Industry - An In-Depth Look at Steam CrackersFred Faber100% (1)
- H2 ProductionDocumento25 pagineH2 ProductionMohini SharmaNessuna valutazione finora
- Industry BDDocumento8 pagineIndustry BDLabib AhsanNessuna valutazione finora
- 2.petrochemical - Olefins, Synthesis GasDocumento122 pagine2.petrochemical - Olefins, Synthesis GasAn Lê Trường100% (1)
- Cryogenic Engineering 2Documento145 pagineCryogenic Engineering 2Ronnield100% (1)
- What Are The Best Stocks To Invest in India For 2017 - QuoraDocumento94 pagineWhat Are The Best Stocks To Invest in India For 2017 - QuoraAchint KumarNessuna valutazione finora
- Linde - LBPP HistoryDocumento9 pagineLinde - LBPP Historynacho_16727Nessuna valutazione finora
- Apr Gulfpub - HP - 202204Documento138 pagineApr Gulfpub - HP - 202204nafees ahmadNessuna valutazione finora
- Biotech ReportDocumento17 pagineBiotech ReportsrushtiNessuna valutazione finora
- Industrial Pack Gases: Our StrengthsDocumento2 pagineIndustrial Pack Gases: Our StrengthszorgglubNessuna valutazione finora
- Nhóm (Đ.Anh+ Hiếu + Ý) Syngas to MethanolDocumento40 pagineNhóm (Đ.Anh+ Hiếu + Ý) Syngas to MethanolStrong NguyenNessuna valutazione finora
- NGL Recovery Technologies: Irfan HussainDocumento23 pagineNGL Recovery Technologies: Irfan HussainFarhad Ashraghi100% (1)
- The How and Why Wonder Book of Air and WaterDocumento52 pagineThe How and Why Wonder Book of Air and Waterkett8233100% (5)
- Topic 2 - ThermochemistryDocumento4 pagineTopic 2 - ThermochemistryMutasimNessuna valutazione finora
- Final Report CPDPDocumento16 pagineFinal Report CPDPJunaid BangashNessuna valutazione finora
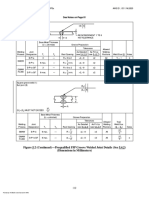
- Welding Short NotesDocumento3 pagineWelding Short NotesMidhun K Chandrabose100% (1)
- ACL Shop Welder ListDocumento2 pagineACL Shop Welder ListattaullaNessuna valutazione finora
- Medicinal Gases 03Documento9 pagineMedicinal Gases 03Ali Akand Asif0% (1)
- Ethylene and Acetylene Plant PDFDocumento405 pagineEthylene and Acetylene Plant PDFاحمد الدلالNessuna valutazione finora
- Process Operator Experience 08 Years Muhammad Faisal: Details of Experience at LNG Plant Ras GasDocumento3 pagineProcess Operator Experience 08 Years Muhammad Faisal: Details of Experience at LNG Plant Ras GasMuhammad Hamza NaveedNessuna valutazione finora
- Thermo TablesDocumento90 pagineThermo TablesRyan MurphyNessuna valutazione finora
- Asset Integrity TA Scope - 3 Years Plan Rev1Documento8 pagineAsset Integrity TA Scope - 3 Years Plan Rev1Ajmi HmidaNessuna valutazione finora
- Greenox Profile MalaysiaDocumento11 pagineGreenox Profile MalaysiaMuhsen MuhsenNessuna valutazione finora
- Joint B-P1aDocumento1 paginaJoint B-P1akapsarcNessuna valutazione finora
- Design Philosophy of A Mixed Feed Cracker Dharmendra Narang Chief Engineer Technipfmc 6825 PDFDocumento25 pagineDesign Philosophy of A Mixed Feed Cracker Dharmendra Narang Chief Engineer Technipfmc 6825 PDFNAVEEN AVVARUNessuna valutazione finora
- Ethylene PIACS 00009Documento11 pagineEthylene PIACS 00009Ubaldo Rodríguez SerranoNessuna valutazione finora
- Electrode CalculationDocumento2 pagineElectrode CalculationVarun MalhotraNessuna valutazione finora
- Topsoe Methanol Coal Gasification Paper - AshxDocumento3 pagineTopsoe Methanol Coal Gasification Paper - AshxAde RahmadiNessuna valutazione finora
- Direct ChlorinationDocumento2 pagineDirect ChlorinationAshley Hartzenberg100% (1)
- Welder Qualification MatrixDocumento1 paginaWelder Qualification MatrixRaghavan VenkatramanNessuna valutazione finora