Potrebbero piacerti anche
- Ejercicios para Presentar ArenaDocumento13 pagineEjercicios para Presentar ArenaAnonymous Qhk8xoNessuna valutazione finora
- Guia Sim ArenaDocumento34 pagineGuia Sim ArenaJhonny J. Durán100% (1)
- 2014-1 Ejercicios Simulación Módulos BásicosDocumento6 pagine2014-1 Ejercicios Simulación Módulos BásicosGustavo Paredes DiazNessuna valutazione finora
- Ejemplos Simulación de Procesos Con ArenaDocumento8 pagineEjemplos Simulación de Procesos Con ArenaMery Isabel Delgado0% (1)
- 0050 - Simulacion BasicaDocumento6 pagine0050 - Simulacion Basicajulian673267% (3)
- SECUENCIA DE OPERACIONES DE UN PROCESODocumento9 pagineSECUENCIA DE OPERACIONES DE UN PROCESOJorgeCaceresDurandNessuna valutazione finora
- Inga Gálvez - Ejercicios de Simulacion de SistemasDocumento24 pagineInga Gálvez - Ejercicios de Simulacion de SistemasLuis Inga Gálvez0% (1)
- Poner en Practica Semana 10 PDFDocumento3 paginePoner en Practica Semana 10 PDFMarycarmen Miranda RamosNessuna valutazione finora
- Problemas de Simulacion de Sistemas Con ArenaDocumento24 pagineProblemas de Simulacion de Sistemas Con ArenaThaamii V. De Fuentes83% (6)
- Simulacion en ArenaDocumento1 paginaSimulacion en ArenaDanilo UrbanoNessuna valutazione finora
- Simulacion Con El Software ArenaDocumento38 pagineSimulacion Con El Software Arenadodger0494% (17)
- PDF Torres Vega Simulacion Sistemas - Compress PDFDocumento140 paginePDF Torres Vega Simulacion Sistemas - Compress PDFJason MoraNessuna valutazione finora
- Introducción A La Simulación Con Arena - Edición 06Documento195 pagineIntroducción A La Simulación Con Arena - Edición 06Antonio Salas Chavez100% (1)
- SEMANA 4 y 5 24480Documento3 pagineSEMANA 4 y 5 24480diego100% (1)
- Ejemplo Promodel Teoria de ColasDocumento53 pagineEjemplo Promodel Teoria de ColasGonzalo Contreras100% (1)
- Simulación EjerciciosDocumento4 pagineSimulación EjerciciosSlin De La CruzNessuna valutazione finora
- Banco de Problemas - ARENADocumento13 pagineBanco de Problemas - ARENAFabricio MálagaNessuna valutazione finora
- Simulacion Ejercicios en ArenaDocumento8 pagineSimulacion Ejercicios en Arenarialhu2319Nessuna valutazione finora
- Manual ArenaDocumento56 pagineManual ArenaMax Ramirez Rojas100% (3)
- Caso de Simulación Con ArenaDocumento7 pagineCaso de Simulación Con ArenaJonathan Muñoz Aleman100% (3)
- Simulación de Problemas de Colas con Arena - 1Documento30 pagineSimulación de Problemas de Colas con Arena - 1Aramí Nazar Maureira100% (5)
- Estacion Servicio Paralelo 2.1 2.2Documento7 pagineEstacion Servicio Paralelo 2.1 2.2ElizabethAbdyJavierVillafuerteNessuna valutazione finora
- Módulos Avanzados ARENA-Prof - Gerardo RodríguezDocumento17 pagineMódulos Avanzados ARENA-Prof - Gerardo RodríguezGerardo Rodríguez Castrillo0% (1)
- Modelamiento Basico ArenaDocumento36 pagineModelamiento Basico Arenakevin100% (1)
- Simulación Con Software Arena (4a. Ed.) PDFDocumento655 pagineSimulación Con Software Arena (4a. Ed.) PDFNico Romero86% (22)
- Guia Sim FlexsimDocumento14 pagineGuia Sim FlexsimsantosgjNessuna valutazione finora
- Laboratorio 09 - Animación de Modelos de Simulación en ArenaDocumento9 pagineLaboratorio 09 - Animación de Modelos de Simulación en ArenaStephanie Cárdenas MendozaNessuna valutazione finora
- Sesion 13Documento2 pagineSesion 13Miguel ParionaNessuna valutazione finora
- PracticasDocumento44 paginePracticasJosé Batista100% (1)
- 8 - ARENA SimulationDocumento23 pagine8 - ARENA SimulationHarold PalacioNessuna valutazione finora
- Ejercicios Oee Gestion de La Produccion 1Documento13 pagineEjercicios Oee Gestion de La Produccion 1Carlos RuizNessuna valutazione finora
- Trabajo Final SimulacionDocumento22 pagineTrabajo Final SimulacionMarco Jara ChirinosNessuna valutazione finora
- CapacitacionDocumento28 pagineCapacitaciondancobaguiNessuna valutazione finora
- Trabajo #2 PDFDocumento2 pagineTrabajo #2 PDFPedro ImgarucaNessuna valutazione finora
- Caso 1 Simulacion Universidad Nacional Del SantaDocumento7 pagineCaso 1 Simulacion Universidad Nacional Del SantaMarco Antonio Bejar Loloy100% (3)
- Ejercicios para Practicar SSDocumento6 pagineEjercicios para Practicar SSMaria HuancaNessuna valutazione finora
- Dop EjerciciosDocumento30 pagineDop EjerciciosLuis Aguirre100% (2)
- Solucion Problemas Propuestos Apuntes de Clase-1Documento53 pagineSolucion Problemas Propuestos Apuntes de Clase-1Andrea Bustinza Albarracin100% (4)
- Tramitacion en EmbajadaDocumento7 pagineTramitacion en EmbajadaJosé Carlos Gamero LeónNessuna valutazione finora
- Guia Output AnalyzerDocumento16 pagineGuia Output AnalyzerMiguel Angel Patiño Antonioli100% (1)
- Caso 2Documento10 pagineCaso 2jorge ramirez100% (3)
- Análisis de Resultados Con ArenaDocumento5 pagineAnálisis de Resultados Con ArenaChristian Alvarez Vera0% (1)
- Janisse Primer EjercicioDocumento6 pagineJanisse Primer EjercicioJanisse Elena Cardeña HuancahuireNessuna valutazione finora
- Simulacion de Un Proceso de Arribo de CamionesDocumento5 pagineSimulacion de Un Proceso de Arribo de Camionesfrijolero259Nessuna valutazione finora
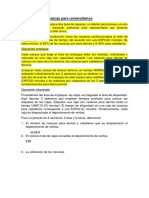
- Confección de Casacas para UniversitariosDocumento2 pagineConfección de Casacas para UniversitariosManfred Randall Espinoza PerezNessuna valutazione finora
- Ing MetodosDocumento6 pagineIng MetodosLeonardo Rodriguez Chavez100% (1)
- Guia de Ejercicios N°1Documento28 pagineGuia de Ejercicios N°1Tony Piza FerNessuna valutazione finora
- Simulación y modelado de tareas de una estación de servicioDocumento5 pagineSimulación y modelado de tareas de una estación de servicioindustrialambientalNessuna valutazione finora
- Problemas para Simulacic3b3n Con Promodel 2016Documento6 pagineProblemas para Simulacic3b3n Con Promodel 2016Josué Chavez50% (2)
- Aeropuerto simulación modeloDocumento8 pagineAeropuerto simulación modeloTadeo Navarro BelaundeNessuna valutazione finora
- Simulación de procesos productivos en ProModelDocumento21 pagineSimulación de procesos productivos en ProModelbryanNessuna valutazione finora
- Ejemplos Simulación Sistemas 2015-IDocumento11 pagineEjemplos Simulación Sistemas 2015-ILenin Eli Flores BalandraNessuna valutazione finora
- Ejercicios Resueltos Simulacion PDFDocumento29 pagineEjercicios Resueltos Simulacion PDFYadranNicolásEterovicBarrera86% (7)
- Guía común de aplicaciones (Parte 1Documento25 pagineGuía común de aplicaciones (Parte 1Ivan Peña VilcaNessuna valutazione finora
- Gloria AgregadoDocumento6 pagineGloria AgregadoJHON ALEXANDER JARRO CHURQUINessuna valutazione finora
- Taller de PromodelDocumento3 pagineTaller de PromodelAlejandro ParragaNessuna valutazione finora
- ProblemasPropuestos PDFDocumento7 pagineProblemasPropuestos PDFFrancisco CasasNessuna valutazione finora
- ING SIS UNIVERSIDAD CARTAGENA EJERCICIOS LINEAS ESPERADocumento3 pagineING SIS UNIVERSIDAD CARTAGENA EJERCICIOS LINEAS ESPERALuis ZapataNessuna valutazione finora
- IE07-Colas MMsDocumento3 pagineIE07-Colas MMsLuis Angel CHacon ArevaloNessuna valutazione finora
- Taller Corte 3 Io IiDocumento6 pagineTaller Corte 3 Io IiBRAYAN DANILO GUAVITA ALEJONessuna valutazione finora
- Lluvia de IdeasDocumento1 paginaLluvia de IdeasCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Proceso Registrar MatrículaDocumento1 paginaProceso Registrar MatrículaCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Silabo - Del - cursoISOO 2015 II Sede PDFDocumento7 pagineSilabo - Del - cursoISOO 2015 II Sede PDFCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Lab05 Implementando Una Primera AplicacionDocumento10 pagineLab05 Implementando Una Primera AplicacionJorge ArcadioNessuna valutazione finora
- Sistema experto diagnóstico fallas automotricesDocumento37 pagineSistema experto diagnóstico fallas automotricesCarlos Moises Cruzado Acuña67% (3)
- Guia de Desarrollo WebDocumento19 pagineGuia de Desarrollo WebCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Py 02 Conceptos GeneralesDocumento19 paginePy 02 Conceptos GeneralesLuis Ángel Sanchez SNessuna valutazione finora
- Sesion 2Documento24 pagineSesion 2Carlos Moises Cruzado AcuñaNessuna valutazione finora
- Estimacion Del Volumen de VentaDocumento3 pagineEstimacion Del Volumen de VentaCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Análisis y Diseño de Sistemas OO Manual IBM Rational-RequisiproDocumento48 pagineAnálisis y Diseño de Sistemas OO Manual IBM Rational-RequisiproCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Costos estándar UNTR 2014Documento24 pagineCostos estándar UNTR 2014Carlos Moises Cruzado AcuñaNessuna valutazione finora
- Geografia Del Peru - LorenzoDocumento8 pagineGeografia Del Peru - LorenzoCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Toxicología AmbientalDocumento31 pagineToxicología AmbientalCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Guia de Desarrollo WebDocumento19 pagineGuia de Desarrollo WebCarlos Moises Cruzado AcuñaNessuna valutazione finora
- 1exoneracion de Matricula - Caso ParticularDocumento8 pagine1exoneracion de Matricula - Caso ParticularCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Ergo XDDocumento2 pagineErgo XDCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Patron de Diseño PrototipoDocumento14 paginePatron de Diseño PrototipoCarlos Moises Cruzado AcuñaNessuna valutazione finora
- LegislacionDocumento1 paginaLegislacionCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Diapositiva Curso de Inteligencia Ets Trujillo 01Documento61 pagineDiapositiva Curso de Inteligencia Ets Trujillo 01Carlos Moises Cruzado AcuñaNessuna valutazione finora
- Manual de Documentacion Policial Direje Edu y DoctDocumento117 pagineManual de Documentacion Policial Direje Edu y DoctCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Conducta PolicialDocumento7 pagineConducta PolicialCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Una mirada al sistema penitenciario peruanoDocumento82 pagineUna mirada al sistema penitenciario peruanoCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Métodos de BúsquedaDocumento4 pagineMétodos de BúsquedaCarlos Moises Cruzado AcuñaNessuna valutazione finora
- PdsDocumento11 paginePdsCarlos Moises Cruzado AcuñaNessuna valutazione finora
- 10.-Retroalimentacion:: EjemplosDocumento4 pagine10.-Retroalimentacion:: EjemplosCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Principales Determinantes de La DemandaDocumento1 paginaPrincipales Determinantes de La DemandaCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Holism oDocumento3 pagineHolism oCarlos Moises Cruzado AcuñaNessuna valutazione finora
- Cuadernillo: Nombre Del AlumnoDocumento60 pagineCuadernillo: Nombre Del AlumnoElsa QuintanaNessuna valutazione finora
- Dynamixel RX28Documento5 pagineDynamixel RX28Michelle FosterNessuna valutazione finora
- Galilei-Proyecto-2 Robotica Educativa PDFDocumento14 pagineGalilei-Proyecto-2 Robotica Educativa PDFJose Paul Condori FloresNessuna valutazione finora
- Cómo Elaborar Un Plan Financiero Partes Del Plan Financiero y Modelización en ExcelDocumento19 pagineCómo Elaborar Un Plan Financiero Partes Del Plan Financiero y Modelización en ExcelAlexis ibarraNessuna valutazione finora
- Qué Es La RobóticaDocumento3 pagineQué Es La RobóticaJacqueline Jurado NavarroNessuna valutazione finora
- Diseño robot móvil cuadrúpedoDocumento7 pagineDiseño robot móvil cuadrúpedoCaro BdgNessuna valutazione finora
- 24 Cuadros 23Documento62 pagine24 Cuadros 23Roberto GiuffreNessuna valutazione finora
- TESIS - Clasificación de Figuras Geométricas A Través de Un Brazo Robótico Por Medio de Visión ArtificialDocumento116 pagineTESIS - Clasificación de Figuras Geométricas A Través de Un Brazo Robótico Por Medio de Visión ArtificialJaime Arturo LòpezNessuna valutazione finora
- Organización CIMDocumento26 pagineOrganización CIMpeterNessuna valutazione finora
- Segunda Generación de RobotsDocumento6 pagineSegunda Generación de RobotsCristhiam De LeónNessuna valutazione finora
- Historia de la Ingeniería desde la antigüedadDocumento20 pagineHistoria de la Ingeniería desde la antigüedadMARIA ALEJANDRA VARON HERRERANessuna valutazione finora
- Diseño Mecanico de Un Robot OmnidireccionalDocumento17 pagineDiseño Mecanico de Un Robot Omnidireccionalingmecahs0% (1)
- Practica 3 Raúl Hernández Sánchez 0A Robotica MTF1025Documento25 paginePractica 3 Raúl Hernández Sánchez 0A Robotica MTF1025Raúl Hernández SánchezNessuna valutazione finora
- RV2 EsDocumento6 pagineRV2 EsibraheemNessuna valutazione finora
- Que Es La Ciencia FiccionDocumento19 pagineQue Es La Ciencia FiccionIrelfaustina BermejoNessuna valutazione finora
- Diapositivas de Exposicion Grupo #4 ExposicionDocumento55 pagineDiapositivas de Exposicion Grupo #4 ExposicionTeresa EucedaNessuna valutazione finora
- LEGO EducationDocumento5 pagineLEGO EducationDelgado Flores Jhon WitmerNessuna valutazione finora
- Historia y evolución de la robótica desde sus iniciosDocumento2 pagineHistoria y evolución de la robótica desde sus iniciosNicole MedinaNessuna valutazione finora
- Orientaciones Examen Final Segunda OportunidadDocumento4 pagineOrientaciones Examen Final Segunda OportunidadClaudio QuezadaNessuna valutazione finora
- Control PID y Modos DeslizantesDocumento6 pagineControl PID y Modos DeslizantesJose CarreñoNessuna valutazione finora
- Ups GT003785Documento71 pagineUps GT003785Teofilo GrandaNessuna valutazione finora
- CL1Documento3 pagineCL1Erick GibajaNessuna valutazione finora
- Biorrobots PDFDocumento12 pagineBiorrobots PDFEmerson YauriNessuna valutazione finora
- Modelado de Un Robot Móvil Con Tracción DiferencialDocumento5 pagineModelado de Un Robot Móvil Con Tracción DiferencialBeto LexNessuna valutazione finora
- Línea Del Tiempo de La RobóticaDocumento4 pagineLínea Del Tiempo de La Robóticadana ocanas0% (1)
- Robots abogados y juecesDocumento4 pagineRobots abogados y jueceshector duqueNessuna valutazione finora
- Ebook RobóticaDocumento15 pagineEbook RobóticaOmar.l.Nessuna valutazione finora
- Capítulo III Solución de Problemas de ManufacturaDocumento25 pagineCapítulo III Solución de Problemas de ManufacturaIchigo Shiba KurosakiNessuna valutazione finora
- Sistemas de ProduccionDocumento26 pagineSistemas de ProduccionanibalNessuna valutazione finora
- La Ciencia Que No Tenía NombreDocumento2 pagineLa Ciencia Que No Tenía NombrePablo Zamora MercadoNessuna valutazione finora