Potrebbero piacerti anche
- SSPC Vis-2 PDFDocumento14 pagineSSPC Vis-2 PDFWilfredo RamirezNessuna valutazione finora
- Comparison of Infrared Thermography and Heat FluxDocumento23 pagineComparison of Infrared Thermography and Heat FluxjasminneeNessuna valutazione finora
- Finite Element Method Characterization of 3D Magnetic Flux Leakage Signal of Crack Discontinuities at Multiple Liftoff ValuesDocumento8 pagineFinite Element Method Characterization of 3D Magnetic Flux Leakage Signal of Crack Discontinuities at Multiple Liftoff Valuesmangalraj900Nessuna valutazione finora
- Storing and Redrying Electrodes-Lincoln ElectricDocumento3 pagineStoring and Redrying Electrodes-Lincoln ElectricjasminneeNessuna valutazione finora
- API 571 SpreadsheetDocumento38 pagineAPI 571 Spreadsheetjasminnee100% (3)
- 015 Emat Slofec TechniqueDocumento9 pagine015 Emat Slofec TechniquejasminneeNessuna valutazione finora
- Norsok M001 MaterialsDocumento31 pagineNorsok M001 MaterialsbreeeeezzzzzeNessuna valutazione finora
- Hydrogen BakeDocumento7 pagineHydrogen BakejasminneeNessuna valutazione finora
- Improve 20selection 20and 20sizing 20of 20storage 20tanksDocumento6 pagineImprove 20selection 20and 20sizing 20of 20storage 20tanksjasminneeNessuna valutazione finora
- Handbook of RefractoryDocumento331 pagineHandbook of RefractoryAamirMalikNessuna valutazione finora
- Hydrogen BakeDocumento7 pagineHydrogen BakejasminneeNessuna valutazione finora
- The ABC's of Arc Welding and InspectionDocumento93 pagineThe ABC's of Arc Welding and Inspectionmichaeldtalbott100% (1)
- Control Checks For Penetrant TestingDocumento1 paginaControl Checks For Penetrant TestingjasminneeNessuna valutazione finora
- PT CW 1Documento6 paginePT CW 1jasminneeNessuna valutazione finora
- 1 SWI DutiesDocumento6 pagine1 SWI DutiesshrikantajitNessuna valutazione finora
- Tank in Service Insp Check List VIS-653Documento1 paginaTank in Service Insp Check List VIS-653jasminneeNessuna valutazione finora
- PT-CW3-SEODocumento6 paginePT-CW3-SEOjasminneeNessuna valutazione finora
- Penetrant Testing Contact ListDocumento2 paginePenetrant Testing Contact ListjasminneeNessuna valutazione finora
- 653 Section 01 ReviewDocumento2 pagine653 Section 01 ReviewjasminneeNessuna valutazione finora
- UT PrinciplesDocumento26 pagineUT Principlesdzamir203Nessuna valutazione finora
- PT 2ADocumento4 paginePT 2AjasminneeNessuna valutazione finora
- Penetrant Test (PT) TerminologyDocumento4 paginePenetrant Test (PT) TerminologyBalakumarNessuna valutazione finora
- Twi Training & Certification (S.E. Asia) SDN - BHDDocumento1 paginaTwi Training & Certification (S.E. Asia) SDN - BHDjasminneeNessuna valutazione finora
- 651 Section 03 REVIEWDocumento1 pagina651 Section 03 REVIEWjasminneeNessuna valutazione finora
- Q PTDocumento17 pagineQ PTEzhil Vendhan PalanisamyNessuna valutazione finora
- API 653 PC 26feb05 Question BankDocumento80 pagineAPI 653 PC 26feb05 Question Bankraobabar21Nessuna valutazione finora
- Oceania01 PDFDocumento2 pagineOceania01 PDFjasminneeNessuna valutazione finora
- Api 510 Preparatory: Points To Recall - Day 1Documento2 pagineApi 510 Preparatory: Points To Recall - Day 1jasminneeNessuna valutazione finora
- API 653 exam sample items guideDocumento3 pagineAPI 653 exam sample items guideAbdelhakim MaghnoujNessuna valutazione finora
- API Standard 607: Fire Test For Soft-Seated Quarter-Turn ValvesDocumento2 pagineAPI Standard 607: Fire Test For Soft-Seated Quarter-Turn ValvesjasminneeNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Diagnostic Test in Science 7Documento3 pagineDiagnostic Test in Science 7ma. melanie s. capawing75% (8)
- Plasma Ignition Technology For New and RetrofitDocumento17 paginePlasma Ignition Technology For New and Retrofitramesh baluNessuna valutazione finora
- ProTech CatalogDocumento132 pagineProTech CatalogAlvaro AlejandroNessuna valutazione finora
- Fineotex Chemical LimitedDocumento46 pagineFineotex Chemical LimitedINDUDEVINessuna valutazione finora
- Tempil Basic Guide To Ferrous Metallurgy PDFDocumento1 paginaTempil Basic Guide To Ferrous Metallurgy PDFJose Alberto Gamiño Garcia100% (1)
- Post-tensioned Member End Zone DesignDocumento38 paginePost-tensioned Member End Zone DesignJohn G Jose100% (1)
- AISC SectionsDocumento3 pagineAISC SectionsraymondNessuna valutazione finora
- Manual of Green Building MaterialsDocumento153 pagineManual of Green Building MaterialsKawser HossainNessuna valutazione finora
- NCC Leather: Patenga Footwear (PVT.) Ltd. Consuption (25-Apr/08) REVISED Buyer:Daikobe Last: Tic - 49Documento23 pagineNCC Leather: Patenga Footwear (PVT.) Ltd. Consuption (25-Apr/08) REVISED Buyer:Daikobe Last: Tic - 49api-26143731Nessuna valutazione finora
- PD MeterDocumento3 paginePD Meterreach_arindomNessuna valutazione finora
- Organic Reactions Summary SheetDocumento2 pagineOrganic Reactions Summary Sheetthacheee64% (11)
- Test FireDocumento11 pagineTest FireMario UyNessuna valutazione finora
- Astm A681 PDFDocumento14 pagineAstm A681 PDFraulNessuna valutazione finora
- 15CV71 Dec18-Jan19 PDFDocumento2 pagine15CV71 Dec18-Jan19 PDFKavyaNessuna valutazione finora
- Lean Concept Implementation Practices in Small and Medium Scale Pharmaceutical Industry - A Case StudyDocumento10 pagineLean Concept Implementation Practices in Small and Medium Scale Pharmaceutical Industry - A Case StudyIJRASETPublicationsNessuna valutazione finora
- W211 APS50 Retrofit Wiring HarnessDocumento5 pagineW211 APS50 Retrofit Wiring HarnessMusaHamzic50% (2)
- 09 Samss 097Documento8 pagine09 Samss 097fariboy123100% (1)
- Power CablesDocumento167 paginePower CablessubramanyaNessuna valutazione finora
- Chemistry Class 10 Meatals and NonmetalsDocumento9 pagineChemistry Class 10 Meatals and NonmetalsGokulNessuna valutazione finora
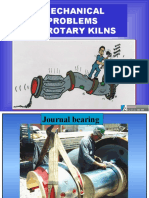
- Kiln Mechanical ProblemsDocumento40 pagineKiln Mechanical ProblemsIrshad Hussain83% (6)
- Packaging EngineerDocumento4 paginePackaging EngineerGHOSHIT GAMBHIRNessuna valutazione finora
- Keedex 2010 PDFDocumento48 pagineKeedex 2010 PDFTyra Smith100% (1)
- PDFDocumento77 paginePDFAJAY MALIKNessuna valutazione finora
- BTS Ac SystemDocumento40 pagineBTS Ac Systemmohsinaliqureshi02Nessuna valutazione finora
- R1600HDocumento20 pagineR1600HTefi' NeolaNessuna valutazione finora
- Natural Fiber Reinforced Polymer Composite Material-A ReviewDocumento6 pagineNatural Fiber Reinforced Polymer Composite Material-A ReviewWelly TobingNessuna valutazione finora
- Solid Waste Management A Case Study of Jaipur City IJERTCONV4IS23003Documento4 pagineSolid Waste Management A Case Study of Jaipur City IJERTCONV4IS23003manjuNessuna valutazione finora
- Cement Recruitment Details With Interview Questions: General 0 CommentsDocumento42 pagineCement Recruitment Details With Interview Questions: General 0 CommentsAsifRazaNessuna valutazione finora
- Biomass Gasification For Hydrogen ProductionDocumento9 pagineBiomass Gasification For Hydrogen ProductionCris CrisNessuna valutazione finora
- Timbercrete Structural Design-2Documento30 pagineTimbercrete Structural Design-2kevin_au18Nessuna valutazione finora