Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Time Resolved Pulsed Laser Photolysis Study of The Rate Constant and Reaction Mechanism For Ru (Bpy) 32+ Phosphorescence Quenching by O2Documento10 pagineTime Resolved Pulsed Laser Photolysis Study of The Rate Constant and Reaction Mechanism For Ru (Bpy) 32+ Phosphorescence Quenching by O2kjg51163824Nessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Radiation SafetyDocumento69 pagineRadiation SafetyJay Lawson100% (1)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Heater DesignDocumento5 pagineHeater DesignJay LawsonNessuna valutazione finora
- Sarvato Bhadra ChakraDocumento76 pagineSarvato Bhadra Chakradebajitsaikia100% (4)
- Experience With BreechLock ExchangerDocumento16 pagineExperience With BreechLock ExchangerJay Lawson100% (1)
- Ashtottari - MethodsDocumento5 pagineAshtottari - MethodsJay LawsonNessuna valutazione finora
- Heater TubesDocumento8 pagineHeater TubesJay LawsonNessuna valutazione finora
- DesulphurizationDocumento43 pagineDesulphurizationNithinKallayilNessuna valutazione finora
- Exhanger Leakages in VDU - ModifiedDocumento14 pagineExhanger Leakages in VDU - ModifiedJay LawsonNessuna valutazione finora
- Annual Corrosion Survey Report 2013-14Documento140 pagineAnnual Corrosion Survey Report 2013-14Jay Lawson100% (2)
- Upapada - A Novel ExpositionDocumento18 pagineUpapada - A Novel ExpositionpblsvramanNessuna valutazione finora
- Vessel Design SlidesDocumento32 pagineVessel Design SlidesJay Lawson100% (1)
- Nadi Method of MarriageDocumento10 pagineNadi Method of MarriageJay LawsonNessuna valutazione finora
- Boiler Water TreatmentDocumento50 pagineBoiler Water Treatmentak_thimiriNessuna valutazione finora
- 05 Extra Problems Recap KEYDocumento5 pagine05 Extra Problems Recap KEYUday Prakash SahuNessuna valutazione finora
- Science 9 Quarter 2 Week 1Documento5 pagineScience 9 Quarter 2 Week 1Leslie Darwin DumasNessuna valutazione finora
- Project Standards and Specifications Design of Furnace Systems Rev01Documento10 pagineProject Standards and Specifications Design of Furnace Systems Rev01Jay LawsonNessuna valutazione finora
- DRY ICE Tube CleaningDocumento7 pagineDRY ICE Tube CleaningJay LawsonNessuna valutazione finora
- 108SE-Selected Answers To The 2010 NPRA QADocumento7 pagine108SE-Selected Answers To The 2010 NPRA QAJay LawsonNessuna valutazione finora
- Aru MR PDFDocumento1 paginaAru MR PDFJay LawsonNessuna valutazione finora
- Chemical Engineering Thermal and Catalytic Processes in Petroleum Refining S. RaseevDocumento920 pagineChemical Engineering Thermal and Catalytic Processes in Petroleum Refining S. RaseevJay LawsonNessuna valutazione finora
- MeroxDocumento3 pagineMeroxJay LawsonNessuna valutazione finora
- High - School.mathematics WithSolution - IIT JEEDocumento280 pagineHigh - School.mathematics WithSolution - IIT JEEJay LawsonNessuna valutazione finora
- Boiler ManualDocumento178 pagineBoiler ManualJay LawsonNessuna valutazione finora
- Bhavaprakasha JupiterDocumento5 pagineBhavaprakasha JupiterJay LawsonNessuna valutazione finora
- Calculus For BeginnersDocumento21 pagineCalculus For BeginnersJay LawsonNessuna valutazione finora
- 2006 Thermosolver Thesis PresentationDocumento28 pagine2006 Thermosolver Thesis PresentationJay LawsonNessuna valutazione finora
- Technical Report Zhelius ZapplinDocumento10 pagineTechnical Report Zhelius ZapplinZhelius ZapplinNessuna valutazione finora
- Sri Bhavishya Educational AcademyDocumento4 pagineSri Bhavishya Educational AcademyAnonymous A6Jnef04Nessuna valutazione finora
- 48" X 15' Three Phase Test SeparatorDocumento2 pagine48" X 15' Three Phase Test Separatorpraash bhattNessuna valutazione finora
- IJSO 2019 PRACTICAL AnswerDocumento13 pagineIJSO 2019 PRACTICAL Answerfaysecret289Nessuna valutazione finora
- University of Health Sciences, Lahore: Entrance Test - 2011Documento20 pagineUniversity of Health Sciences, Lahore: Entrance Test - 2011Aqsa BalouchNessuna valutazione finora
- 126 EXAM Common 1 Chem 126Documento7 pagine126 EXAM Common 1 Chem 126Ezequiel OrellanaNessuna valutazione finora
- Control of Corrosion On Underwater Pile1Documento6 pagineControl of Corrosion On Underwater Pile1srejaNessuna valutazione finora
- Thermodynamic Steady States in Simple Electrical CircuitsDocumento19 pagineThermodynamic Steady States in Simple Electrical Circuitspomon666Nessuna valutazione finora
- Unit 1 Module 3 Period 3 and Group II Elements WorksheetDocumento2 pagineUnit 1 Module 3 Period 3 and Group II Elements WorksheetFrank MassiahNessuna valutazione finora
- Finding Empirical FormulaeDocumento2 pagineFinding Empirical Formulae7170Nessuna valutazione finora
- Physical Properties of Fluids: Ppendix BDocumento5 paginePhysical Properties of Fluids: Ppendix BYan MelloNessuna valutazione finora
- 2024 CHEMISTRY FORM 1 SCHEMES OF WORK .Doc..bakDocumento17 pagine2024 CHEMISTRY FORM 1 SCHEMES OF WORK .Doc..bakhotbytecyber991Nessuna valutazione finora
- Condensation of Acetophenone To (Dypnone) Over Solid Acid CatalystsDocumento9 pagineCondensation of Acetophenone To (Dypnone) Over Solid Acid CatalystsLutfiah Nur HidayatiNessuna valutazione finora
- Production of Iron Oxide Nanoparticles by Co-Precipitation Method With Optimization Studies of Processing Temperature, PH and Stirring RateDocumento14 pagineProduction of Iron Oxide Nanoparticles by Co-Precipitation Method With Optimization Studies of Processing Temperature, PH and Stirring RateNURUL IZZA TAIBNessuna valutazione finora
- Chemistry Practical File (WSD E-Book)Documento36 pagineChemistry Practical File (WSD E-Book)dhruvsinghal679% (14)
- AnaChem Conjugate Acid Base Pairs 3Documento3 pagineAnaChem Conjugate Acid Base Pairs 3Jei HernandezNessuna valutazione finora
- Experiment 13 Post LabDocumento40 pagineExperiment 13 Post LabEmill Jayson CaypunoNessuna valutazione finora
- BufferDocumento26 pagineBufferAlia RizanNessuna valutazione finora
- Heat Transfer ActivityDocumento4 pagineHeat Transfer ActivityMark Angelo UyNessuna valutazione finora
- Chapter 19 ElectrochemistryDocumento58 pagineChapter 19 ElectrochemistryAndrewSaputraMuntheNessuna valutazione finora
- Gate 2007 PDFDocumento23 pagineGate 2007 PDFVammsy Manikanta SaiNessuna valutazione finora
- كرود1Documento9 pagineكرود1كاظم طارق جواد جاسمNessuna valutazione finora
- Continuous Thermal Overloading Capabilities of Ester Oil Transformers in Oil Directed Cooling ConditionsDocumento7 pagineContinuous Thermal Overloading Capabilities of Ester Oil Transformers in Oil Directed Cooling ConditionsDanilo FortesNessuna valutazione finora
- Dr. Shina Gautam Associate Professor, Chemical Engineering, Shroff S. R. Rotary Institute of Chemical TechnologyDocumento45 pagineDr. Shina Gautam Associate Professor, Chemical Engineering, Shroff S. R. Rotary Institute of Chemical TechnologyJITENDRA CARPENTERNessuna valutazione finora
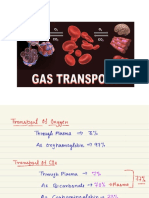
- Breathing and Exchange of Gases Part4Documento12 pagineBreathing and Exchange of Gases Part4GAURANSH AlaghNessuna valutazione finora