Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Understanding Infrared Thermography Reading 6 (PDFDrive) PDFDocumento510 pagineUnderstanding Infrared Thermography Reading 6 (PDFDrive) PDFINDRAJIT SAONessuna valutazione finora
- Estad-Jsi 2014Documento3 pagineEstad-Jsi 2014INDRAJIT SAONessuna valutazione finora
- V-Imp - USA-Diagonostics Important PaperDocumento81 pagineV-Imp - USA-Diagonostics Important PaperINDRAJIT SAONessuna valutazione finora
- Action Plan Sars-Cov 19: MANDATORY Else We Cannot Monitor Who Is Sick and Who Is Not!Documento1 paginaAction Plan Sars-Cov 19: MANDATORY Else We Cannot Monitor Who Is Sick and Who Is Not!INDRAJIT SAONessuna valutazione finora
- Three Common Mistakes in LubricationDocumento11 pagineThree Common Mistakes in LubricationINDRAJIT SAONessuna valutazione finora
- Tags and Labels Billet MarkingDocumento2 pagineTags and Labels Billet MarkingINDRAJIT SAONessuna valutazione finora
- A Practical Approach For Evaluating Oil Analysis Results With Limit ValuesDocumento12 pagineA Practical Approach For Evaluating Oil Analysis Results With Limit ValuesINDRAJIT SAONessuna valutazione finora
- Ox Ygen System Safety: ScopeDocumento4 pagineOx Ygen System Safety: ScopeINDRAJIT SAONessuna valutazione finora
- Billet MarkerDocumento4 pagineBillet MarkerINDRAJIT SAONessuna valutazione finora
- Coke Making in Byproduct Coke Oven Batteries - e Plant MaintenanceDocumento13 pagineCoke Making in Byproduct Coke Oven Batteries - e Plant MaintenanceINDRAJIT SAO0% (1)
- Kaizen TrainingDocumento5 pagineKaizen TrainingINDRAJIT SAONessuna valutazione finora
- NASA - Safety For Oxygen Systems GuidelinesDocumento288 pagineNASA - Safety For Oxygen Systems GuidelinesINDRAJIT SAO100% (1)
- Hiller DECANTERDocumento4 pagineHiller DECANTERINDRAJIT SAO100% (1)
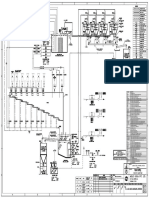
- Ash Handling P&IDDocumento1 paginaAsh Handling P&IDINDRAJIT SAONessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- BST Basic Technology-Made Easy JSS 3Documento137 pagineBST Basic Technology-Made Easy JSS 3helen ebiniNessuna valutazione finora
- Company Profile Amman Steel CroproationDocumento8 pagineCompany Profile Amman Steel CroproationeshuNessuna valutazione finora
- IBEF Metals-and-Mining-Feb-2023Documento44 pagineIBEF Metals-and-Mining-Feb-2023Gurnam SinghNessuna valutazione finora
- Rio Tinto 2014 Annual ReportDocumento232 pagineRio Tinto 2014 Annual ReportTarekNessuna valutazione finora
- 8th Social Social Science 2Documento185 pagine8th Social Social Science 2Srija Mummidi100% (1)
- Zase BiologyDocumento5 pagineZase Biologyericmuke829Nessuna valutazione finora
- Trackless Mining at Thabazimbi MineDocumento7 pagineTrackless Mining at Thabazimbi MineYojan Ccoa CcopaNessuna valutazione finora
- The Use of Overload Detection and Dual Entry Controlled Variables To Maximize Production For An Iron Ore Concentrator PlantDocumento8 pagineThe Use of Overload Detection and Dual Entry Controlled Variables To Maximize Production For An Iron Ore Concentrator PlantpuntosaNessuna valutazione finora
- Lecture 2 Cast IronDocumento35 pagineLecture 2 Cast Irondawit gashuNessuna valutazione finora
- Ratio Analysis ProjectDocumento65 pagineRatio Analysis Projectshivap13210% (1)
- 2021 22Documento334 pagine2021 22Akash GuptaNessuna valutazione finora
- Towards Understanding Breakage and Flow in Sublevel Caving (SLC)Documento218 pagineTowards Understanding Breakage and Flow in Sublevel Caving (SLC)Fofana Karamba100% (1)
- Fujax Brochure A4Documento8 pagineFujax Brochure A4zoroluffy2d10208Nessuna valutazione finora
- GMI Presentation July 2011Documento24 pagineGMI Presentation July 2011Jonathan NowakNessuna valutazione finora
- SAMSON Eco-Hopper - March 2013Documento8 pagineSAMSON Eco-Hopper - March 2013Guilherme Pierre PaivaNessuna valutazione finora
- Plasma Technology Ano Its Application To Extractive MetallurgyDocumento26 paginePlasma Technology Ano Its Application To Extractive MetallurgyMarcelo AlexNessuna valutazione finora
- SteelMint Daily Report As On 08 Mar 2021Documento17 pagineSteelMint Daily Report As On 08 Mar 2021manish367Nessuna valutazione finora
- Using Directional Shear Stress Models To Predict SDocumento6 pagineUsing Directional Shear Stress Models To Predict Swualdo20Nessuna valutazione finora
- Fastmarkets Steel Raw Materials Prices Daily 2023-01-26Documento2 pagineFastmarkets Steel Raw Materials Prices Daily 2023-01-26Diana GonzalesNessuna valutazione finora
- Final - Operations MGTDocumento3 pagineFinal - Operations MGTSam MadzokereNessuna valutazione finora
- Reprocessing of Iron Ore Beneficiation Plant Tails To Cement Grade For ReuseDocumento6 pagineReprocessing of Iron Ore Beneficiation Plant Tails To Cement Grade For ReuseravibelavadiNessuna valutazione finora
- Cold Bonding of Iron Ore Concentrate PelletsDocumento7 pagineCold Bonding of Iron Ore Concentrate PelletsJaq Plin PlinNessuna valutazione finora
- Australian Mining ClusterDocumento34 pagineAustralian Mining ClusterKumar Subrahmanya MankalaNessuna valutazione finora
- Heat BalanceDocumento11 pagineHeat BalanceB V S Kumar100% (1)
- Multibagger - Sarda Energy & MineralsDocumento2 pagineMultibagger - Sarda Energy & MineralsjitenfuriaNessuna valutazione finora
- GEO L26 Steel and Cement IndustriesDocumento33 pagineGEO L26 Steel and Cement IndustriesChinmay JenaNessuna valutazione finora
- Iron Ores in IndiaDocumento42 pagineIron Ores in IndiaMohammad Azim100% (1)
- ProjDocumento42 pagineProjKuladeep DeepuNessuna valutazione finora
- MECON - Complete Infra Report For 300MT Steel by 2015 - 7jul15Documento102 pagineMECON - Complete Infra Report For 300MT Steel by 2015 - 7jul15SPIDYNessuna valutazione finora
- Mineral ResourcesDocumento33 pagineMineral ResourcesSubburaj ThiruvengadamNessuna valutazione finora