Potrebbero piacerti anche
- How To Deal With Stator Core DamageDocumento11 pagineHow To Deal With Stator Core Damagewas00266100% (2)
- Motor Current SignatureDocumento5 pagineMotor Current Signaturel1f3b00kNessuna valutazione finora
- Technical Note Winding Pitch LR - 040214Documento2 pagineTechnical Note Winding Pitch LR - 040214shinichie100% (1)
- Determining The Efficiency of Induction Machines, Converters and SoftstartersDocumento8 pagineDetermining The Efficiency of Induction Machines, Converters and Softstarterssadeq03Nessuna valutazione finora
- Testing of Large Electric Generators For Suitability of ServiceDocumento32 pagineTesting of Large Electric Generators For Suitability of ServiceDany KanNessuna valutazione finora
- Motor Temperature RatingsDocumento5 pagineMotor Temperature RatingsFaizan Tahir ButtNessuna valutazione finora
- Core Laminations SelectionDocumento10 pagineCore Laminations SelectionJavo CoreNessuna valutazione finora
- Fault Analysis and Protection of Doubly Fed Induction Generator-Based Wind FarmsDocumento105 pagineFault Analysis and Protection of Doubly Fed Induction Generator-Based Wind Farmsbubo28100% (1)
- Comparison of VPI and Resin-Rich Insulation SystemsDocumento1 paginaComparison of VPI and Resin-Rich Insulation SystemsJose Mayen100% (1)
- A Novel Switched Reluctance Motor With C-Core StatorsDocumento8 pagineA Novel Switched Reluctance Motor With C-Core Statorsapi-26587237Nessuna valutazione finora
- Resistor Control of Wound Rotor MotorsDocumento11 pagineResistor Control of Wound Rotor MotorsAndré LuizNessuna valutazione finora
- Lecture14 - Stator Phase Circuits & Coil Design, Part 1Documento21 pagineLecture14 - Stator Phase Circuits & Coil Design, Part 1ramaswamykama786Nessuna valutazione finora
- How To Test and Assess Stator Core Condition Using A Loop TestDocumento21 pagineHow To Test and Assess Stator Core Condition Using A Loop TestKhaled Aboul-ELa100% (1)
- ABB LEAP Customer Presentation - 2013 - ADocumento20 pagineABB LEAP Customer Presentation - 2013 - A王英璇Nessuna valutazione finora
- ElectricMotorGreasing PDFDocumento6 pagineElectricMotorGreasing PDFHemraj Singh RautelaNessuna valutazione finora
- Why Transformer Does Not Work On DC Supply Instead of ACDocumento4 pagineWhy Transformer Does Not Work On DC Supply Instead of ACAHMED YOUSEFNessuna valutazione finora
- Core Loss TestingDocumento8 pagineCore Loss Testingcompaq1501100% (1)
- Wound Rotor Motor TestingDocumento5 pagineWound Rotor Motor Testingbige1911Nessuna valutazione finora
- The Knee Point Here Gives The Rated SpeedDocumento2 pagineThe Knee Point Here Gives The Rated SpeedtankimsinNessuna valutazione finora
- THD Total Harmonic DistortionDocumento3 pagineTHD Total Harmonic DistortionVenkateshNessuna valutazione finora
- RSO Experience in The Utilization of Repetitive Surge OscillographsDocumento4 pagineRSO Experience in The Utilization of Repetitive Surge OscillographscarlrvdvNessuna valutazione finora
- Shorted Rotor Winding Turns Detection in Salient Pole Rotor MachinesDocumento57 pagineShorted Rotor Winding Turns Detection in Salient Pole Rotor MachinesAmmar_khalidNessuna valutazione finora
- TND6041-D DC Motor Driver FundamentalsDocumento3 pagineTND6041-D DC Motor Driver FundamentalsAlex CarmonaNessuna valutazione finora
- 5 Carbon Brush Technical Guide Mersen - 07Documento40 pagine5 Carbon Brush Technical Guide Mersen - 07Dhanraj PatilNessuna valutazione finora
- Generator Field Winding Shorted Turns: Observed Conditions and CausesDocumento11 pagineGenerator Field Winding Shorted Turns: Observed Conditions and CausesFritz HasugianNessuna valutazione finora
- EL CID BrochureDocumento4 pagineEL CID BrochureeesacNessuna valutazione finora
- Motor WindingsDocumento12 pagineMotor WindingsAbiodun IloriNessuna valutazione finora
- Partial Discharge Basics of MonitoringDocumento18 paginePartial Discharge Basics of Monitoringreza515heiNessuna valutazione finora
- A Guide To AC Motor Repair and ReplacementDocumento24 pagineA Guide To AC Motor Repair and ReplacementAnonymous LfeGI2hM100% (1)
- CBIP2010 Considerations and Methods For Effective FBT PDFDocumento12 pagineCBIP2010 Considerations and Methods For Effective FBT PDFeagles1109Nessuna valutazione finora
- Surge Testing DC MotorsDocumento16 pagineSurge Testing DC MotorskirkbmbNessuna valutazione finora
- Current Signature AnalysisDocumento2 pagineCurrent Signature AnalysisawanrmbNessuna valutazione finora
- Induction Motor GuideDocumento45 pagineInduction Motor GuideRevki 'Exiit'Nessuna valutazione finora
- Motor TestingDocumento26 pagineMotor TestingGas Gas DucatiNessuna valutazione finora
- Soft StartersDocumento4 pagineSoft StartersShah JayNessuna valutazione finora
- 3PhaseStatorFailures OptiDocumento6 pagine3PhaseStatorFailures Optiagnostic07Nessuna valutazione finora
- Bend Shaft Vibration SpectrumDocumento6 pagineBend Shaft Vibration SpectrumAvnish DubeyNessuna valutazione finora
- Electrical SteelDocumento193 pagineElectrical SteelpavanupadhyeNessuna valutazione finora
- Easa Ar100-2010 1010 PDFDocumento34 pagineEasa Ar100-2010 1010 PDFahmad zavyNessuna valutazione finora
- Generator Rotor DesignDocumento28 pagineGenerator Rotor Designdhathu11Nessuna valutazione finora
- VVVF DrivesDocumento16 pagineVVVF DrivesIsradani MjNessuna valutazione finora
- History of Power SystemDocumento6 pagineHistory of Power SystemAmr Diaa El-Din El-FawalNessuna valutazione finora
- Elcid Elan-V4.04Documento142 pagineElcid Elan-V4.04Luis Fernando GranadosNessuna valutazione finora
- BHmag User ManualDocumento40 pagineBHmag User ManualRamzanNessuna valutazione finora
- Current Lead and Lag ConceptDocumento2 pagineCurrent Lead and Lag ConceptUsman AmeenNessuna valutazione finora
- Z Z Z Z: General RemarksDocumento11 pagineZ Z Z Z: General Remarksadi nu100% (1)
- Dissolved Gas Analysis techniques for power transformersDocumento51 pagineDissolved Gas Analysis techniques for power transformersmriveroNessuna valutazione finora
- Vpi ProcessDocumento57 pagineVpi ProcessRavi Kiran100% (4)
- Diagnostic Tests and Condition Monitoring of Electrical MachinesDocumento3 pagineDiagnostic Tests and Condition Monitoring of Electrical Machineslbk50Nessuna valutazione finora
- Induction Motor Cogging and CrawlingDocumento2 pagineInduction Motor Cogging and CrawlingChandaKundaNessuna valutazione finora
- EASA AC Redesign Manual V.0214-0815 PDFDocumento140 pagineEASA AC Redesign Manual V.0214-0815 PDFDon FreemanNessuna valutazione finora
- Electrical Machines: Lecture Notes for Electrical Machines CourseDa EverandElectrical Machines: Lecture Notes for Electrical Machines CourseNessuna valutazione finora
- Control in Power Electronics and Electrical Drives: Proceedings of the Second IFAC Symposium, Düsseldorf, Federal Republic of Germany, 3 – 5 October 1977Da EverandControl in Power Electronics and Electrical Drives: Proceedings of the Second IFAC Symposium, Düsseldorf, Federal Republic of Germany, 3 – 5 October 1977W. LeonhardNessuna valutazione finora
- bortoni2007Documento6 paginebortoni2007Dr.P.Venkatesh KumarNessuna valutazione finora
- 1 OkDocumento9 pagine1 Okm tpNessuna valutazione finora
- Motors A Performance Opportunity RoadmapDocumento18 pagineMotors A Performance Opportunity RoadmapAtiq_2909Nessuna valutazione finora
- Demystifying Generator Set Ratings: Ray MarfellDocumento7 pagineDemystifying Generator Set Ratings: Ray MarfellPedro LtsNessuna valutazione finora
- CEP - SavingDocumento6 pagineCEP - SavingManoj UpadhyayNessuna valutazione finora
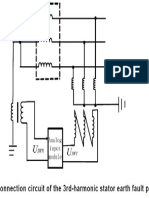
- Generator 100 Percent E.FDocumento1 paginaGenerator 100 Percent E.FKirran Kumar SeelammNessuna valutazione finora
- Three-Phase Induction Motors - Specification: (FifthDocumento2 pagineThree-Phase Induction Motors - Specification: (FifthParas VashishthaNessuna valutazione finora
- O&mhcompctDocumento26 pagineO&mhcompctAnirudh MeshramNessuna valutazione finora
- Generator Protection GersDocumento186 pagineGenerator Protection GersRaviteja NowduruNessuna valutazione finora
- O&mhcompctDocumento26 pagineO&mhcompctAnirudh MeshramNessuna valutazione finora
- APEC Bearing PDFDocumento10 pagineAPEC Bearing PDFAlexander WijesooriyaNessuna valutazione finora
- Generator Earth Fault ProtectionDocumento5 pagineGenerator Earth Fault ProtectionKirran Kumar SeelammNessuna valutazione finora
- BSEN 60898 10KA rated single, double and three pole MCBs from 6A to 63ADocumento3 pagineBSEN 60898 10KA rated single, double and three pole MCBs from 6A to 63AKirran Kumar SeelammNessuna valutazione finora
- Electric Shock - Wikipedia, The Free EncyclopediaDocumento12 pagineElectric Shock - Wikipedia, The Free EncyclopediaKirran Kumar SeelammNessuna valutazione finora
- Step-Up 2008 Lesson Plan: Unit: Electricity and Magnetism Time: 8 WeeksDocumento12 pagineStep-Up 2008 Lesson Plan: Unit: Electricity and Magnetism Time: 8 WeeksrendieNessuna valutazione finora
- Single Phase & Three Phase TransformerDocumento8 pagineSingle Phase & Three Phase TransformeryogeshNessuna valutazione finora
- Ferrite Core Electronic Planar Transformer - Mark ChristiniDocumento42 pagineFerrite Core Electronic Planar Transformer - Mark ChristiniSrashmiNessuna valutazione finora
- Losses in TransformerDocumento2 pagineLosses in TransformerAdnan KhanNessuna valutazione finora
- Problem Set No. 3 Transformer TestDocumento4 pagineProblem Set No. 3 Transformer TestGeva GarradoNessuna valutazione finora
- Ferrites and accessories data sheetDocumento11 pagineFerrites and accessories data sheetdword2addNessuna valutazione finora
- Transformer: PrinciplesDocumento22 pagineTransformer: Principleshamza malikNessuna valutazione finora
- D. TrueDocumento11 pagineD. TruepetriNessuna valutazione finora
- Applsci 13 06097Documento16 pagineApplsci 13 06097Srikanth SrikantiNessuna valutazione finora
- Unit 358 Unit 3 MagnetismDocumento13 pagineUnit 358 Unit 3 MagnetismJean Paul RousselinNessuna valutazione finora
- Patent Application Publication (10) Pub. No.: US 2006/0163971 A1Documento10 paginePatent Application Publication (10) Pub. No.: US 2006/0163971 A1bluesurviverNessuna valutazione finora
- TransformersDocumento32 pagineTransformersRajeev RajanNessuna valutazione finora
- 3.4 TRANSFORMER KSSM Form 4Documento17 pagine3.4 TRANSFORMER KSSM Form 4Azman SelamatNessuna valutazione finora
- 1-Phase TransformerDocumento21 pagine1-Phase TransformerVishnuNessuna valutazione finora
- EECO Motor Repair Center Services Program StandardsDocumento14 pagineEECO Motor Repair Center Services Program Standards434lapNessuna valutazione finora
- KS3 Electricity and Magnetism Revision EssentialsDocumento4 pagineKS3 Electricity and Magnetism Revision EssentialsMargarida SeromenhoNessuna valutazione finora
- MCQ Fore CSPDocumento52 pagineMCQ Fore CSPRamu RamNessuna valutazione finora
- Ansys MAXWELLDocumento38 pagineAnsys MAXWELLluis900000100% (2)
- Kendriya Vidyalaya No. 2 Belgaum Cantt: Physics Investigatory ProjectDocumento19 pagineKendriya Vidyalaya No. 2 Belgaum Cantt: Physics Investigatory ProjectVishal KoshtaNessuna valutazione finora
- Seminar Paper 2 Esai 2010Documento30 pagineSeminar Paper 2 Esai 2010jesunathan44@yahoo.comNessuna valutazione finora
- EE6401 Electrical Machines-I key conceptsDocumento7 pagineEE6401 Electrical Machines-I key conceptsMuthamizhanNessuna valutazione finora
- MCubed MagneticsDocumento22 pagineMCubed MagneticsDuncan MillerNessuna valutazione finora
- EE 19 Module 5 PDFDocumento27 pagineEE 19 Module 5 PDFMark Anthony GarciaNessuna valutazione finora
- Estimation of Iron Losses in Induction Motors: Calculation Method, Results, and AnalysisDocumento11 pagineEstimation of Iron Losses in Induction Motors: Calculation Method, Results, and AnalysisSuda KrishnarjunaraoNessuna valutazione finora
- Magnetic Amplifiers - Principles and Applications - Paul MaliDocumento110 pagineMagnetic Amplifiers - Principles and Applications - Paul MalibarbosiNessuna valutazione finora
- JNTUH M.TECH PEDS 2013 SyllabusDocumento24 pagineJNTUH M.TECH PEDS 2013 SyllabusSRINIVASA RAO GANTA100% (1)
- Oil Vs Dry Type ReactorDocumento5 pagineOil Vs Dry Type ReactorF. PratomoNessuna valutazione finora
- Physics P-12 IgcseDocumento20 paginePhysics P-12 IgcseareebNessuna valutazione finora
- Phy Project Step Down TranssformerDocumento22 paginePhy Project Step Down TranssformerrsghgukuNessuna valutazione finora
- Hysteresis Eddy Current Iron or Core Losses and Copper Loss in TransformerDocumento8 pagineHysteresis Eddy Current Iron or Core Losses and Copper Loss in Transformersampath kumarNessuna valutazione finora