Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Tesis Completa
Caricato da
Mauro Rodrigo Fuentes MoralesTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Tesis Completa
Caricato da
Mauro Rodrigo Fuentes MoralesCopyright:
Formati disponibili
UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DEPARTAMENTO DE INGENIERIA MECANICA
MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD APLICADA A PLANTA N 1 Y N 2 DE
MINERA EL WAY
GUIDO ARMANDO RIVERA PONCE
Trabajo de titulacin presentado en conformidad
a los requisitos para obtener el titulo de
INGENIERO EJECUCIN EN
MECNICA
GUILLERMO URRUTIA RIOS - PROFESOR GUIA
HUGO CAYO VILCA DIRECTOR DEPARTAMENTO INGENIERIA MECANICA
COMISION EXAMINADORA
RENE YUNG GONZALEZ
HERMAN OCHOA MEDINA
ii
AGRADECIMIENTOS
A mi familia, por el sostn de todos estos aos dedicados a esta hermosa carrera y
compresin por el largo camino emprendido con el fin de ser una persona mejor y ms
capacitada.
A Minera El Way, por brindar la oportunidad a profesionales jvenes recin egresados de
esta casa de estudios superiores para realizar trabajos de titulacin y en general a todo el
personal que labora en dicha empresa por su paciencia y disponibilidad, especialmente a
Francisco Ramrez y a Jos Villarroel
A todo el cuerpo docente del Departamento de Ingeniera Mecnica de la Universidad de
Antofagasta por la compresin, disponibilidad y dedicacin por formar profesionales para
el norte de Chile, especialmente a mi profesor gua Guillermo Urrutia Ros y profesor del
departamento Ren Yung Gonzlez que contribuyeron de forma significativa a mi
formacin como profesional.
A mis amigos de Universidad pertenecientes a las diversas carreras de la Facultad de
Ingeniera por el nimo constante en ser perseverante para terminar con xito esta carrera.
A Marietta por entenderme y ayudarme todos estos largos aos de estudio dedicados a esta
carrera que concluyen con este trabajo.
iii
SUMARIO
LISTA DE FIGURAS............................................................................................................vi
LISTA DE TABLAS............................................................................................................viii
SIMBOLOGIA........................................................................................................................x
RESUMEN............................................................................................................................xi
1 PLANTEAMIENTO DEL PROBLEMA...........................................................................12
1.1 Ubicacin........................................................................................................................12
1.2 Antecedentes de la empresa............................................................................................13
1.3 Caractersticas de la mina...............................................................................................13
1.3.1 Equipo de planta...........................................................................................................14
1.4 Problemtica de la empresa.............................................................................................15
1.5 Objetivo general..............................................................................................................16
1.5.1 Objetivos especficos...................................................................................................16
1.6 Alcance del proyecto.......................................................................................................17
2 ANTECEDENTES DE LOS EQUIPOS............................................................................18
2.1 Diagrama de flujo............................................................................................................18
2.2 Funcionamiento planta N 1............................................................................................18
2.3 Funcionamiento planta N 2............................................................................................20
2.3.1 Caliza cemento (0 90 mm)........................................................................................22
2.3.2 Calizas cal 2 bandas (15 20 mm y 6 15 mm).........................................................23
2.3.3 Caliza cal 3 bandas (6 12 mm, 12 25 mm y 25 50 mm).....................................24
2.3.4 Estrategia de control.....................................................................................................26
2.4 Datos tcnicos equipos planta N 1.................................................................................27
2.4.1 Cinta de lminas...........................................................................................................27
2.4.2 Chancador de martillos................................................................................................29
2.4.3 Estacin de harneo primaria y secundaria....................................................................31
2.4.4 Correas transportadoras................................................................................................35
2.5 Datos tcnicos de los equipos planta N 2......................................................................39
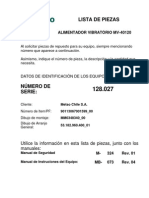
2.5.1 Alimentador vibratorio grizzly.....................................................................................39
iv
2.5.2 Chancador de mandbulas............................................................................................41
2.5.3 Chancador de cono.......................................................................................................46
2.5.4 Harnero vibrador primario y secundario......................................................................53
2.5.5 Correas transportadoras................................................................................................55
2.5.6 Alimentadores vibratorios............................................................................................65
2.5.7 Sistema de muestreo.....................................................................................................69
2.5.8 Sistema derivacin neumtica......................................................................................72
2.5.9 Sistema supresor de polvo............................................................................................73
3 ANALISIS DE HISTORICOS DE EQUIPOS...................................................................77
3.1 Registro actual.................................................................................................................77
3.2 Informacin a utilizar......................................................................................................77
4 DECISIN.........................................................................................................................81
4.1 Anlisis bibliogrfico......................................................................................................81
4.1.1 Metodologas de ejecucin de mantencin..................................................................82
4.1.2 Metodologas de administracin de mantencin..........................................................83
4.2 Necesidades de mantencin............................................................................................85
4.3 Determinacin de metodologas a aplicar.......................................................................87
4.4 Mantencin productiva total...........................................................................................88
4.4.1 Conceptos importantes del TPM..................................................................................89
4.4.2 Caractersticas y objetivos del TPM............................................................................90
4.4.3 Dos metas principales del TPM...................................................................................90
4.4.4 Seis grandes prdidas...................................................................................................90
4.4.5 Mantenimiento autnomo............................................................................................91
4.5 Mantenimiento basado en la confiabilidad.....................................................................94
4.5.1 Los 7 pasos del proceso RCM......................................................................................94
4.5.2 Resultado final de RCM.............................................................................................100
4.6 Eleccin de metodologa aplicar...................................................................................101
5 APLICACIN DE RCM.................................................................................................103
5.1 Justificacin..................................................................................................................103
5.2 Requerimientos.............................................................................................................103
5.3 Funciones de equipos....................................................................................................105
5.4 Identificar fallas funcionales.........................................................................................105
5.5 Determinar los modos de fallas.....................................................................................106
5.5.1 Diagrama causa-efecto...............................................................................................106
5.6 Evaluacin de efecto de modos de fallas.......................................................................111
5.7 Apreciacin de las consecuencias de los modos de fallas.............................................112
5.7.1 Patrones de fallas........................................................................................................115
5.7.2 Tipo de tarea de mantenimiento segn RCM.............................................................117
5.7.3 Aplicacin de tarea de mantenimiento segn falla.....................................................118
5.7.4 Utilizacin planillas de RCM.....................................................................................120
5.8 Resultado final de RCM................................................................................................120
6 FACTIBILIDAD DE PLAN PROPUESTO....................................................................124
6.1 Situacin actual.............................................................................................................124
6.2 Indicadores propuestos para gestin de mantencin.....................................................131
6.3 Indicadores de costos de mantencin............................................................................135
7 RECOMENDACIONES..................................................................................................142
7.1 Mejoramiento contino plan de mantencin.................................................................142
7.2 Ciclo de mantenimiento a condicin.............................................................................148
7.3 Control y seguimiento de tareas de mantencin...........................................................150
8 CONCLUSIONES...........................................................................................................153
REFERENCIAS BIBLIOGRAFICAS................................................................................154
vi
LISTA DE FIGURAS
Figura 1.1 - Ubicacin geografa de minera el way..............................................................12
Figura 1.2 - Vista panormica de las plantas de chancado....................................................17
Figura 2.1 - Vista panormica de planta N 1.......................................................................20
Figura 2.2 - Vista panormica de planta N 2.......................................................................22
Figura 2.3 - Cinta de lminas................................................................................................28
Figura 2.4 - Chancador de martillos......................................................................................30
Figura 2.5 - Lmina contador de carrera alimentador vibratorio..........................................33
Figura 2.6 - Estacin de harnero primario............................................................................34
Figura 2.7 - Correa transportadora DF-105..........................................................................38
Figura 2.8 - Principio de operacin del chancador...............................................................42
Figura 2.9 - Regulacin mecnica de abertura mnima........................................................42
Figura 2.10 - Dispositivo de seguridad del chancador..........................................................43
Figura 2.11 - Engrasadores de eje excntrico.......................................................................43
Figura 2.12 - Sistema de lubricacin eje excntrico.............................................................44
Figura 2.13 - Componentes principales................................................................................44
Figura 2.14 - Chancador de mandbulas...............................................................................45
Figura 2.15 - Chancador de cono..........................................................................................47
Figura 2.16 - Central hidrulica y de lubricacin de chancador de cono..............................48
Figura 2.17 - Componentes principales chancador de cono.................................................51
Figura 2.18 - Etiqueta de lectura de la carrera del harnero...................................................54
Figura 2.19 - Harnero primario.............................................................................................54
Figura 2.20 - Correa transportadora CT-305.........................................................................64
Figura 2.21 - Alimentador vibratorio electromagntico........................................................65
Figura 2.22 - Ensamblaje tpico alimentador de gran capacidad..........................................66
Figura 2.23 - Unidad de manejo de alimentacin.................................................................66
Figura 2.24 - Flujo de material en cubeta.............................................................................67
Figura 2.25 - Aplicacin de calibracin de la carrera...........................................................68
Figura 2.26 - Sistema de muestreo ramsey de dos etapas.....................................................70
vii
Figura 2.27 - Chute derivacin neumtica............................................................................72
Figura 2.28 - Sistema jet pulse..............................................................................................75
Figura 3.1 - Histograma de pareto planta N 1......................................................................78
Figura 3.2 - Histograma de pareto planta N 2......................................................................79
Figura 4.1 - Metodologa de ejecucin de mantencin.........................................................82
Figura 4.2 - Proceso de RCM................................................................................................95
Figura 4.3 - Lgica de decisin de RCM..............................................................................98
Figura 5.1 - Diagrama causa-efecto alimentador de lminas sistema general....................107
Figura 5.2 - Resumen pasos diagrama causa-efecto...........................................................110
Figura 5.3 - Funcin, falla funcional y modo de fallas ocurridos en alimentador de laminas
sub-sistema motriz, reductor planta N 1............................................................................110
Figura 5.4 - Diagrama de decisin RCM............................................................................114
Figura 5.5 - Pensamiento de segunda generacin...............................................................115
Figura 5.6 - Seis patrones de fallas.....................................................................................116
Figura 6.1 - Disponibilidad actual de planta N 1...............................................................125
Figura 6.2 - Disponibilidad actual de planta N 2...............................................................125
Figura 6.3 - Grafico tiempo que influyen en realizar mantencin o reparacin.................133
Figura 7.1 - Diagrama de flujo de actualizacin de programa de mantencin...................142
Figura 7.2 - Ciclo para realizar tarea de mantenimiento a condicin o predictivo............149
viii
LISTA DE TABLAS
Tabla 2.1 - Especificaciones tcnicas cinta alimentadora de lminas...................................28
Tabla 2.2 - Especificaciones tcnicas chancador de martillos..............................................31
Tabla 2.3 - Especificaciones tcnicas estacin de clasificacin primaria y secundaria........33
Tabla 2.4 - Especificaciones tcnicas de correas transportadoras planta N 1......................35
Tabla 2.5 - Especificaciones tcnicas alimentador vibratorio grizzly 52 x 20...................41
Tabla 2.6 - Principales componentes del sistema de regulacin mecnica de abertura
mnima..................................................................................................................................42
Tabla 2.7 Elementos chancador de mandbulas.................................................................44
Tabla 2.8 - Caractersticas tcnicas del chancador de mandbulas........................................45
Tabla 2.9 - Cdigos de componentes principales chancador de cono...................................52
Tabla 2.10 - Especificaciones tcnicas chancador de cono...................................................52
Tabla 2.11 - Especificaciones tcnicas harneros primario y secundario...............................55
Tabla 2.12 - Especificaciones tcnicas de motores harnero primario y secundario..............55
Tabla 2.13 - Especificaciones tcnicas correas transportadoras planta N 2.........................56
Tabla 2.14 - Especificaciones tcnicas alimentador vibratorio electromagntico................69
Tabla 2.15 - Especificaciones tcnicas alimentador vibratorio tipo excntrico....................69
Tabla 2.16 - Equipos del sistema de muestreo ramsey de dos etapas...................................71
Tabla 2.17 - Especificaciones tcnicas sistema de muestreo ramsey....................................72
Tabla 2.18 - Especificaciones tcnicas chute derivacin neumtica.....................................73
Tabla 2.19 - Parte del sistema jet pulse.................................................................................75
Tabla 2.20 - Caractersticas tcnicas baghouse.....................................................................76
Tabla 3.1 - Frecuencia y cantidad de fallas por equipo planta N 1......................................78
Tabla 3.2 - Frecuencia y cantidad de fallas por equipo planta N 2......................................79
Tabla 4.1 - Metodologa de administracin de mantencin..................................................85
Tabla 5.1 - Equipos donde se aplicara tcnica RCM..........................................................103
Tabla 5.2 - Sub-sistema de equipos planta..........................................................................104
Tabla 5.3 - Funciones del alimentador de lminas planta N 1...........................................105
Tabla 5.4 - Primeros cuatro pasos de aplicacin de RCM...................................................111
ix
Tabla 5.5 - Consecuencias de cada falla utilizando planilla RCM......................................112
Tabla 5.6 -Hoja informacin alimentador de laminas en sistema motriz, reductor planta N 1
.............................................................................................................................................121
Tabla 5.7 - Hoja de decisin alimentador de lminas en sistema motriz, reductor planta N 1
.............................................................................................................................................122
Tabla 5.8 - Resumen de tareas a ejecutar en alimentador de lminas planta N 1..............123
Tabla 6.1 - Horas de intervencin, disponibilidad y cantidad de fallas planta N 1...........126
Tabla 6.2 - Horas de intervencin, disponibilidad y cantidad de fallas planta N 2...........128
Tabla 6.3 Cuadro de indicadores de gestin de mantencin............................................134
Tabla 6.4 Cuadro de indicadores de costo de mantencin...............................................141
Tabla 7.1 - Hoja trabajo para escribir manualmente por personal ejecutor de tarea...........151
SIMBOLOGIA
Cg
Costo global de mantencin
pesos
Ci
Costo de intervenciones
pesos
Cf
Costo de fallas
pesos
Ca
Costo de almacenamiento
pesos
Csi
Costo de sobre-inversiones
pesos
VRCI
Valor referencial costo intervencin
VAN
Valor equipo nuevo
pesos
UU
Unidades de utilizacin
horas
VA
Valor agregado por el equipo
pesos
VRCA
Valor referencial costo almacenamiento
xi
RESUMEN
El propsito del presente trabajo es suministrar a Minera El Way de un plan de
mantencin para los equipos ms relevantes en el proceso productivo de chancado tanto
para la planta N 1 ridos, como para la planta N 2 cal.
El alcance de este trabajo slo se limita a realizar una propuesta de plan de
mantencin para los equipos de las plantas de chancado, pero sin entrar en el campo de la
planificacin de las tareas inmersas en el plan. An as, se cumplen los objetivos indicados
por Minera El Way.
En el desarrollo del plan de mantencin, primeramente se efectu una investigacin
de caractersticas tcnicas de cada equipo existente por planta. Luego, se realiz una
discriminacin de los equipos ms importantes para el proceso productivo de cada planta
utilizando la tcnica de histograma de Pareto. Adems, se analizaron las distintas
metodologas de administracin de mantencin, resultando seleccionada la de
mantenimiento centrado en la confiabilidad o RCM, por sus distintas cualidades para el
caso estudiado, siguiendo correctamente los pasos que esta metodologa indica, y
encontrando una serie de tareas de mantencin por cada equipo seleccionado.
Finalmente, uno de los objetivos especficos de reduccin de costos globales de
mantencin no se pudo cumplir, principalmente, al no contar con un detallado historial de
los equipos para poder realizar comparaciones, para contrarrestar esto se calculo el costo de
fallas que es nico medible, por los datos que se tiene en la actualidad, obteniendo
resultado satisfactorios y demostrando la eficacia del plan propuesto para los equipos
crticos. A pesar de lo anterior, se cumple el objetivo principal que era entregar una
propuesta de plan de mantencin, adems de entregar una serie de recomendaciones, tanto
en el mejoramiento del plan, como en el control de las tareas a condicin y plantillas, ya sea
hoja de trabajo o de histrico por equipo.
xii
CAPITULO 1
PLANTEAMIENTO DEL PROBLEMA
1.1 Ubicacin
La Mina El Way se encuentra ubicada en la segunda Regin, en la comuna de
Antofagasta, en el sector quebrada El Way, ver Fig. 1.1. El acceso principal de la mina se
realiza desde Antofagasta, saliendo hacia el Sur por la ruta 28, hasta llegar al cruce con la
carretera Panamericana Norte. Se contina en direccin al Sur por la ruta 5 y a una
distancia de 11 kilmetros se toma el empalme de la carretera con la ruta B-510,
recorriendo por sta, unos 6 kilmetros en direccin al Oeste hasta llegar a las instalaciones
de Mina El Way.
F b ri c a d e C e m e n t o
IN A C E S A
M in a E l W a y
Figura 1.1 - Ubicacin geografa de minera el way
xiii
Las calizas en explotacin consideradas en esta Mina corresponden a afloramientos
ubicados geogrficamente en las coordenadas U.T.M. N-7.363.145 metros y E-358.370
metros, conocidos como sector Cerro Lagarto, esto es a 2.5 Km en lnea recta al noroeste
de las instalaciones de Mina EL Way.
1.2 Antecedentes de la empresa
Cementos Bo Bo, fue constituda en 1957. Sin embargo, recin en el ao 1961
comenz sus operaciones como productora de cemento siderrgico en su planta ubicada en
el barrio industrial de Talcahuano. En el ao 1978, Cementos Bo Bo S.A. adquiri de la
CORFO las acciones de Industria Nacional de Cemento S.A., pasando la fbrica de
cemento de Antofagasta a ser propiedad de Cementos Bo Bo.
En el ao 1988 se pone en marcha la planta de Cal en la ciudad de Antofagasta, con
una capacidad cercana a las 100.000 toneladas/ao. La instalacin aprovechara gran parte
de la infraestructura de la planta de cemento, como tambin la capacidad disponible de
maquinaria de explotacin y de chancado de la mina. En 1998 se pone en funcionamiento
una nueva lnea de produccin, sta aumenta la capacidad instalada de la planta de
cemento, ubicada en Antofagasta, de 300.000 a 500.000 toneladas anuales de cemento, sta
ltima corresponde a la capacidad actual de la planta de cemento.
1.3 Caractersticas de la mina
Las calizas con las cuales se abastece a las plantas de Cemento y
Cal de
Antofagasta, tienen su origen en el rico yacimiento El Way. Actualmente cuenta con
reservas geolgicas estimadas que superan ampliamente los 200 millones de toneladas de
caliza de alta pureza, este yacimiento permite asegurar el normal abastecimiento de este
mineral por ms de 100 aos al complejo fabril de INACESA. En la actualidad la
explotacin se realiza desde el sector llamado Cerro Lagarto, junto a la geologa, se habla
de un proyecto que considera explotar 15 bancos de 7 metros cada uno con reservas para 40
aos aproximadamente.
xiv
1.3.1 Equipo de planta
En Minera El Way posee dos Plantas de Chancado. La Planta N 1 que procesa
ridos (slo importa la granulometra) y la Planta N 2 que procesa dos tipos de material,
cuando se realiza la campaa de Cemento (Caliza para Cemento 72% - 75% CACO3) y
cuando realiza la campaa de Cal (Caliza para Cal 92% CACO3) con granulometras de 615 mm y 15-50 mm.
Para el proceso de Chancado en planta N 1 (230 ton/hr) cuenta con los siguientes
equipos:
Alimentador de lminas
Chancador de martillos
Seis correas transportadoras
Sistema de colector de polvo
Alimentador primario
Harnero primario tipo cerrado
Alimentador secundario
Harnero secundario tipo cerrado
Pesmetros
Puente gra
Para el proceso de Chancado en planta N 2 (400 ton/hr) cuenta con los siguientes
equipos:
Alimentador vibratorio grizzly
Chancador de mandbulas
Chancador de cono
Harnero primario y secundario tipo banana
xv
Tripper stacker para depositar el material caliza 15-50 mm caliza para cemento segn
sea la campaa
Dos tneles de extraccin de material, uno llamado tnel sur para caliza 15-50 mm y el
otro llamado tnel norte para caliza cemento
Ocho alimentadores vibratorios en tnel sur y ocho alimentadores tipo excntrico en
tnel norte
Once correas transportadoras
Tolva de recepcin del producto
Estacin de muestreo
Pesmetros
Detectores de metales
Sistema de supresin de polvo tipo jet pulse
Compuertas de derivacin neumticas
Puente gra
1.4 Problemtica de la empresa
Como se puede apreciar, se dispone de una gran cantidad de equipos en las 2 plantas
de chancado, para los cuales no existe ningn tipo de plan de mantencin definido para el
correcto desempeo de la funcin de los equipos en cuestin. Por este motivo, la
mantencin practicada por el personal de Minera El Way a los equipos, es correctiva y de
lubricacin, adems la retroalimentacin es deficiente, debido a que no existe un control de
las mantenciones realizadas por el personal en los puntos expuestos anteriormente. Por este
motivo, esta situacin acarrea gran cantidad de problemas como baja disponibilidad, gasto
en recursos humanos, materiales, operacionales, etc.
De los puntos mencionados anteriormente, el ms relevante es la baja disponibilidad
de los equipos que intervienen en el proceso, la cual es alrededor de un 80 % o menor, lo
xvi
que indica que la planta est detenida por perodos de tiempo prolongado. Por este bajo
porcentaje, se implant mantencin programada el da mircoles de cada semana y
anteriormente los das domingo, las cuales son de ndole correctiva, con lo cual se trata de
no parar la planta los das restantes de la semana y aumentar su disponibilidad. Sin
embargo, debido a la situacin imperante en las plantas, son igualmente detenidas los
dems das de la semana por fallas reiteradas, adems, el personal de mantencin encargado
de las plantas, que es enteramente compuesto por contratistas, no es el ms adecuado por su
baja preparacin y experiencia.
Como no existe ningn tipo de plan de mantencin serio, el estado de las plantas es
defectuoso, debido a la mala o nula mantencin realizada mediante un plan establecido
tanto en el pasado como en el presente, lo que trajo como consecuencia la existencia de
equipos parados por un largo perodo de tiempo y el deterioro de los mismos.
1.5 Objetivo general
Con los antecedentes mencionados, se hace imperante la necesidad de elaborar un plan
de mantencin moderno y acorde para Minera El Way el cual ser aplicado a:
1. Planta de chancado N 1 de ridos
2. Planta de chancado N 2 de cal
1.5.1 Objetivos especficos
Realizar catastro de los equipos involucrados
Identificar los equipo crticos involucrados en el proceso
Desarrollar el plan de mantencin a los equipos de planta involucrados en el proceso
Utilizar alguna metodologa de administracin de mantencin disponible con el fin
crear pautas de mantencin a los equipos
Reducir los costos involucrados en las tareas de mantencin con el plan
xvii
1.6 Alcance del proyecto
Analizar equipos que interfieren en el proceso de chancado de la planta N 1 y N 2
ver Fig. 1.2, desde la descarga del material en la tolva de carga por parte de los camiones de
mina hasta la entrega del material en los buzones de descarga hacia los camiones que
entregan material a fbrica o a botaderos; se realizar una propuesta a Minera El Way de un
plan de mantencin a las dos plantas de chancado, para aumentar la disponibilidad de los
equipos, minimizar los tiempos de parada de equipo por mantenciones imprevistas y los
costos de los mismos. Pero sin implementacin del mismo porque el fin de este trabajo de
tesis es realizar slo una sugerencia de plan de mantencin, pero cumpliendo con los
requisitos y metas planteadas por la minera con este trabajo.
Figura 1.2 - Vista panormica de las plantas de chancado
xviii
CAPITULO 2
ANTECEDENTES DE LOS EQUIPOS
2.1 Diagrama de flujo
En los siguientes anexos se presentan los diagramas de flujo de planta N 1 y N 2,
en los cuales se puede apreciar la granulometra del material en sus distintas etapas y los
equipos que intervienen en el proceso, ver en anexo A-1 Diagrama de Flujo Planta N 1 y
A-2 Diagrama de Flujo Planta N 2
Como se puede apreciar en los diagramas de flujo correspondientes a la planta N 1
y N 2, el proceso presenta la interaccin de equipos en cadena o unitario para lograr la
obtencin del producto final correspondiente a cada planta, por esto es necesario tener los
equipos en buenas condiciones de funcionamiento.
2.2 Funcionamiento planta N 1
Esta planta vista en la Fig. 2.1 tiene una jornada de trabajo de 7 horas al da por lo
que presenta un funcionamiento continuo y trabajando de lunes a sbado. Las calizas
provienen de la Mina El Way en camiones tolva de 23 - 25 toneladas; estos descargan en
tolva de recepcin y posteriormente el mineral es transportado por la cinta de lminas, la
cual alimenta el chancador de martillo. El tamao mximo permitido en el proceso de
obtencin de grava y gravilla es de alrededor de 900 mm, por las caractersticas de la caliza
que es un mineral con menor dureza que el mineral de cobre. Por este motivo, el chancador
de martillo es utilizado como primario aunque su diseo es para utilizarlo como chancador
en etapa secundaria.
xix
Luego de pasar el material por el chancador, ste reduce y entrega un mineral de
tamao entre 25 a 125 mm que pasa a la correa DF - 104 y luego a la correa DF - 105. El
fino que se encuentra en el material que llega desde la alimentacin del chancador, pasa
directamente a la correa DF - 104. Luego que el material ha realizado este recorrido por las
correas, es conducido por la correa DF - 105 hasta el harnero primario donde se realiza la
clasificacin del material.
En el harnero primario es donde el material se clasifica y se deriva en distintas
direcciones del proceso, segn el tamao de material desde donde se obtendr sobre
tamao, grava, gravilla y fino. El harnero primario de la marca Mogensen, se clasifica
mediante cuatro etapas y distintos cortes de malla, dependiendo de la campaa, que puede
ser grava - gravilla o grava. Desde ac se realiza la derivacin a la correa DF - 108 donde se
obtendr grava de tamao de 25 a 40 milmetros, la cual se carga en camiones que se
dirigen a la fbrica o a distintos clientes que necesiten el material. El sobre tamao se
conduce mediante la correa DF - 108 A, la cual es destinada al chancador de martillos, en
donde se vuelve a procesar dicho material.
El material ms fino, entregado por la estacin de harneo primario, es de tamao de
0 a 25 milmetros, el cual es conducido por la correa DF - 107 en direccin a la estacin de
harneo secundario donde se realiza la segunda etapa de clasificacin para obtener la
gravilla y el fino. El harnero secundario de marca Mogensen posee 3 decks y se utiliza slo
en campaa de grava - gravilla. El material que se encuentra entre 5 a 25 milmetros es
derivado a la correa DF - 110 A, llevando a la cascata de depsito el material en donde se
cargan los camiones mediante un cargador frontal y se entrega a las distintas empresas que
lo requieren. El material inferior a 5 milmetros es depositado en la tolva de finos que
presenta la estacin de harneo secundario y ste, mediante una almeja hidrulica, carga los
camiones que llevan este material al botadero que posee Minera El Way.
xx
EL sistema supresor de polvo, posee un extractor de polvo con una chimenea de
descarga, la cual conduce el polvo hacia el exterior, para transferirlo hasta la chimenea. El
sistema tiene una serie de conexiones de tuberas que unen el buzn de carga del chancador
de martillo, correa DF - 104 y la correa DF - 105. Cabe destacar que el polvo es extrado y
disperso al ambiente sin ningn tipo de filtrado.
Figura 2.1 - Vista panormica de planta N 1
2.3 Funcionamiento planta N 2
Esta planta vista en la Fig. 2.2 tiene una jornada de trabajo de 21 horas al da por lo
que presenta un funcionamiento contnuo y trabajando de lunes a sbado. En planta N 2 la
caliza proveniente de la Mina El Way, es transportada por camiones tolvas de 23 - 25
toneladas de capacidad que descargan en la tolva de recepcin desde donde es alimentado
el chancador de mandbulas modelo C140 a travs de un alimentador grizzly modelo 52" x
20. El tamao mximo de alimentacin es menor a 900 mm, aunque el chancador primario
est definido para un tamao mximo de roca de 900 mm.
El producto del chancador de mandbulas y el material clasificado por el grizzly
caen sobre la correa de sacrificio CT - 303 la que descarga sobre la correa CT - 301 para ser
transportado a la estacin de harneo primario de 8 x 27 TS 503, en donde se produce la
xxi
primera clasificacin. El sobre tamao es derivado hacia la estacin de chancado
secundario por medio de la correa CT - 302 a una tolva de compensacin, desde donde se
alimenta mediante un alimentador de correa CT - 308 al chancador de cono HP300
recirculando el material hacia la correa CT - 301 y posteriormente a la estacin de harneo
primario.
En la estacin de harneo primario el material se clasifica mediante tres decks y los
cortes de malla son en 90, 50 y 25 o 15 milmetros. El material sobre tamao es la carga
circulante del chancado secundario y en el material pasante, una parte es producto
terminado el cual es enviado hasta el tripper stacker y la otra fraccin es transportado a la
estacin de harneo secundario, por medio de la correa CT - 306.
En la estacin de harneo secundario el material que est bajo 25 o 15 mm se
clasifica en un harnero, de 8 x 20 TS 403, de 3 decks y los cortes de malla son en 12; 6; y
2.3 mm. Los productos sobre 6 mm son apilados por la correa CT - 309 esta lo enva al
tnel sur, al igual que el material cuya granulometra es de 6 a 2,3 mm es enviado hacia la
correa CT - 110 hacia una cascata de depsito y el material bajo 2,3 mm es transportado por
la correa CT - 307 a la tolva de finos.
Bajo tnel sur, existen 8 extractores vibratorios de 200 t/h de capacidad cada uno y
mediante la correa CT - 312 de 400 t/h, con la cual se enviaran las calizas hasta una tolva
de despacho de 200 m de capacidad, desde all los camiones son cargados y despachados a
planta. El material fino de rechazo (0 2,3 mm) ser cargado a camiones desde la tolva de
finos para ser llevado a botadero o stocks.
La planta cuenta con un detector de metales, pesmetros y un sistema de
despolvamiento formado por filtro de tipo jet pulse ms un sistema de abatimiento de polvo
por inyeccin de agua atomizada. Para el sistema de abatimiento de polvo y
despolvamiento se contar con un sistema de aire comprimido y agua. Tambin se cuenta
xxii
con una estacin de muestreo para producto chancado con una capacidad mnima de 20 kg /
h por muestra.
Existen 3 mtodos o bandas de produccin de chancado en esta planta, la diferencia
entre ellas es el producto final que se requiere en fbrica por lo cual se necesita la
interaccin de los mismos equipos, que son:
Calizas Cemento
Calizas cal 2 bandas
Calizas cal 3 bandas
Figura 2.2 - Vista panormica de planta N 2
2.3.1 Caliza cemento (0 90 mm)
La caliza utilizada en el cemento corresponde a un mix de baja ley, que en promedio
bordea una ley de 75% de CaCO3. Esta caliza de granulometra entre 900 y 0 mm, es el
material de alimentacin de la planta de chancado. Estas calizas provenientes de la mina se
descargan en la tolva de recepcin, desde donde son extradas por un alimentador grizzly.
Una porcin de este mineral pasa directamente a la correa CT - 303 bajo el chancador de
mandbulas, de acuerdo al setting considerado para este. Este material es la alimentacin
del chancador de mandbulas CH - 301.
xxiii
El producto del chancador de mandbulas y el material clasificado por el grizzly son
transportados por la correa CT - 301 hacia la estacin de harneo primario, en donde se
produce la primera y nica clasificacin para este esquema. Lo que se requiere en esta
estacin es que el tamao sobre 90 mm se desvi hacia la recirculacin del chancado
secundario mediante la correa CT - 302 y alimentador de correa CT 308; lo que est bajo
90 mm es el producto terminado para cemento. El producto terminado de calizas entre 90 y
0 mm es transportado por medio de la correa CT 305 hacia el tripper stacker TP -301, en
donde son transportados para ser apilados sobre el tnel norte por medio de la correa CT 315.
Bajo tnel norte, se cuenta con extractores vibratorios (8) de 100 m de capacidad
cada uno y una correa transportadora CT - 313 de 340 t/h que traslada las calizas hasta una
tolva de despacho de 100 m de capacidad, desde donde los camiones son cargados y
despachados a planta.
2.3.2 Calizas cal 2 bandas (6 15 mm y 15 50 mm)
La caliza utilizada en la cal corresponde a un material de alta ley, que en promedio
bordea una ley de 92 % de CaCO3. Esta caliza de granulometra entre 900 y 0 mm, es el
material de alimentacin de la planta de chancado. Estas calizas provenientes de la mina se
descargan en la tolva, desde donde son extradas por un alimentador grizzly. Una porcin
de este material pasa directamente a la correa bajo el chancador de mandbulas, de acuerdo
al setting considerado para este. El material sobre el corte es la alimentacin del chancador
de mandbulas.
El producto del chancador de mandbulas y el material clasificado por el grizzly son
transportados por la correa CT 301 hacia la estacin de harneo primario, en donde se
produce la primera clasificacin. Lo que se requiere de esta estacin es que el tamao sobre
50 mm se desvie hacia la recirculacin del chancado secundario por medio de la correa CT
302 y posteriormente por el alimentador de correa CT 308, por lo tanto el material
xxiv
retenido por el deck N 1 y N 2 ser desviado hacia la recirculacin. El material retenido
en deck N 3, ser el primer producto terminado de calizas para cal, correspondiente a la
banda 50 15 mm. El material bajo los 15 mm pasar a la estacin de harneo secundario.
El primer producto terminado de caliza, corresponde a la banda 50-15 mm, es
transportado por medio de correa CT 305 hacia el tripper stacker, en donde es enviado
para ser apilado por medio de correa CT 314 sobre el tnel sur. Bajo el tnel sur, se
cuenta con extractores vibratorios (8) de 200 t/h de capacidad cada uno y una correa
transportadora CT 312 de 400 t/h que lleva las calizas hasta una tolva de despacho de 200
m de capacidad, desde donde los camiones son cargados y despachados a planta.
El material bajo 15 mm, obtenido en la estacin primaria de harneo, se transporta
por correa CT 306 a la estacin secundaria de harneo. En la estacin secundaria, el
material retenido por el deck N 1 y N 2 corresponde a la segunda banda til para cal entre
6 15 mm, la cual es apilada en el sector final del tnel sur por una correa transportadora
CT 309. El material retenido por el deck N 3 corresponde a la banda recuperada entre 6
2.3 mm, la cual es apilada en un sector distinto por una correa transportadora CT 311 y en
su descarga contar con una cascata. El material restante, bajo 2,3 mm, es transportado por
correa CT 307 hacia una tolva de finos, el cual ser evacuado por medio de camiones.
2.3.3 Caliza cal 3 bandas (6 12 mm, 12 25 mm y 25 50 mm)
La caliza utilizada en la cal corresponde a un material de alta ley, que en promedio
bordea una ley de 92 % de CaCO3. Esta caliza de granulometra entre 900 y 0 mm, es el
material de alimentacin de planta de chancado. Estas calizas provenientes de la mina se
descargan en la tolva, desde donde son extradas por un alimentador grizzly. Una porcin
de este material pasa directamente a la correa bajo el chancador de mandbulas, de acuerdo
al setting o apertura que se considera en el alimentador. El material sobre el corte del
grizzly es la alimentacin del chancador de mandbulas.
xxv
El producto del chancador de mandbulas y el material clasificado por el grizzly son
transportados por la correa CT 301 hacia la estacin de harneo primario, en donde se
produce la primera clasificacin. Lo que se requiere en esta estacin es que el tamao sobre
50 mm se desve hacia la recirculacin del chancado secundario, tanto que el material
retenido por el deck N 1 y N 2 sean desviados hacia la recirculacin. El material retenido
en el deck N 3 ser el primer producto terminado de calizas para cal, correspondiente a la
banda 50 - 25 mm. El material bajo los 25 mm pasar a la estacin de harneo secundario.
El primer producto terminado de caliza, correspondiente a la banda 50 25 mm, es
transportado por medio de la correa CT 305 hacia el tripper stacker, en donde es
transportado por medio de la correa CT 314 para ser apilado sobre el tnel sur. Bajo el
tnel sur, se cuenta con extractores vibratorios (8) de 200 t/h de capacidad cada uno y una
correa transportadora CT 312 de 400 t/h que transporta calizas hasta una tolva de
despacho de 200 m de capacidad, desde donde los camiones son cargados y despachados a
la planta.
El material bajo los 25 mm, obtenido en la estacin primaria de harneo, se
transporta por correa CT 306, estacin secundaria de harneo. En la estacin secundaria, el
material retenido por el deck N 1 corresponde a la segunda banda til para cal entre 25
12 mm, la cual es apilada en el sector final del tnel sur por una correa transportadora CT
309. El material retenido por el deck N 2 corresponde a la segunda banda til para cal
entre 12 6 mm, la cual es apilada en un sector distinto por una correa transportadora CT
310, que cuenta con una cascata en su descarga.
El material retenido por el deck N 3 corresponder a la banda recuperada entre 6
2,3 mm, la cual es apilada en un sector distinto por una correa transportadora CT 311 y en
su descarga cuenta con una cascata. El material restante bajo 2,3 mm es transportado por
correa CT 307 hacia una tolva de finos, el cual es evacuado por medio de camiones.
xxvi
2.3.4 Estrategia de control
La filosofa o estrategia de control de esta planta, tiene distintas secuencias de
operacin que deben seguir los distintos equipos. Desde el punto de vista de operacin y
proceso, se distinguen tres secuencias: la de carga o arranque, la de detencin y la de
vaciado o descarga de equipo.
En trminos generales, la secuencia de arranque tiene como criterio principal que
los equipos se pongan en funcionamiento en sentido contrario al flujo del proceso. Es decir,
los primeros equipos en partir corresponden a la zona del stockpile (tripper stacker), luego
se van incorporando en forma secuencial (agua arriba del proceso) otros equipos, para
finalmente concluir con el arranque de los equipos asociados a la zona de la tolva de
recepcin; con la salvedad, que previamente a la partida de los equipos (por ejemplo:
cintas, harneros, etc.), deben estar posicionados el carro del tripper stacker, la correa radial
y todas las compuertas.
Para la secuencia de detencin de los equipos, se utiliza el criterio inverso al del
arranque, es decir, los equipos se van deteniendo de manera secuencial, en el mismo sentido
del flujo del proceso. Finalmente, para la secuencia de vaciado se utiliza el mismo criterio
que la detencin, pero adems el operador debe considerar que los equipos se encuentren
vacos o sin carga para su detencin
El lazo de control para la planta de chancado est asociado al chancador de cono /
alimentador grizzly y a la tolva TV 302 / correa CT 308. El control de la alimentacin
del material que procesar la planta o bien que est ingresando al alimentador grizzly, se
realizar mediante un lazo que relaciona inversamente (a travs de un lazo PID) la
velocidad del alimentador grizzly (mv) con la corriente de consumo del chancador de cono
(PV). Es decir, cuando la corriente del chancador aumente, el PLC da la orden de disminuir
la velocidad de la correa, as el controlador estar buscando sacar el mximo rendimiento al
chancador de cono. La variable a controlar en este lazo es la corriente de consumo del
xxvii
chancador de cono o secundario, la cual se fijar desde la consola de operacin como un
setpoint o punto de consigna.
El control del nivel de carga en la tolva TV 302 se realizar mediante un sensor de
nivel continuo que estar constantemente registrando el nivel de carga en ella. Si el material
comienza a subir, entonces el PLC ordenar (a travs de un lazo PID) que la velocidad del
alimentador correa CT 308 aumente, y viceversa. Si el nivel de carga en la tolva
disminuye, entonces, el PLC disminuir la velocidad de la correa. La variable a controlar
en este lazo es el nivel de carga de la tolva TV 302, el cual se fijar desde la consola de
operacin como un setpoint o punto de consigna.
2.4 Datos tcnicos equipos planta N 1
2.4.1 Cinta de lminas
La cinta vista en la Fig. 2.3, se utiliza en la estacin de chancado como aparato
alimentador para el chancador de martillo. El material transportado desde la cantera se
entrega primeramente en la tolva de recepcin que est situada sobre la cinta alimentadora
de lminas.
Los componentes principales de la cinta alimentadora de lminas son el bastidor, la
estacin tensora y la estacin motriz ms las cadenas y las cintas de lminas. El bastidor se
compone de largueros, en que van montadas la estacin motriz, la estacin tensora, la de la
vigueta transversal, la gua lateral y las riostras verticales. Las ruedas de cadena para
estacin motriz y la estacin tensora, respectivamente, sostienen a las dos cadenas sin fin
que llevan soldadas las planchuelas, en las que se han empernado las lminas.
xxviii
Figura 2.3 - Cinta de lminas
El sistema de transmisin posee un reductor que se une, mediante un acoplamiento,
al motor que suministra la potencia, ver Tabla 2.1. El reductor est conectado al eje de
contramarcha, el cual se conecta al eje intermedio y desde ah se trasmite la potencia al eje
principal el cual se encuentra en la cabeza de la cinta de lmina. Para la unin de los
distintos ejes mencionados, la estacin tensora y la cabeza de la cinta se unen mediante
ruedas dentadas a la cadena para la transmisin de la potencia desde el motor.
Tabla 2.1 - Especificaciones tcnicas cinta alimentadora de lminas
Caractersticas Generales
Mineral transportado
Transmisin
Caliza (CaCO3)
Motor
Reductor
Densidad aparente (ton/m3)
1.44
Marca
SIEMENS
Marca
Fleederl
Tipo de transportador
Inclinado
Tipo
180L
Tipo
M425 606
Potencia [hp]
Tamao mineral (mm)
mx. 900
N de serie
Capacidad operacin (ton/h)
160 a 220
Clasificacin
1LA5166
N de serie
Capacidad diseo (ton/h)
270
Potencia [hp]
22.55
Reduccin
Velocidad (m/s)
0.05
380
Velocidad salida [rpm]
Ancho [mm]
1600
17.1
Peso [kg]
Largo [mm]
3000
Voltaje [V]
Intensidad de corriente
[A]
Frecuencia [Hz]
50
Lubricante (ISO VG)
Fases
Cantidad (L)
Velocidad [rpm]
1500
17.82
83.44
xxix
2.4.2 Chancador de martillos
El chancador de martillos visto en la Fig. 2.4, est diseado con el propsito de
chancado secundario, pero en Minera El Way ha sido utilizado en chancado primario
debido a las caractersticas del mineral extrado de la mina. El molino de martillos se
compone principalmente de dos ejes principales y paralelos, con los porta martillos de
acero colado entre los cuales estn suspendidos los gruesos martillos ejecutados en acero
colado al manganeso. Cada uno de los dos ejes gira en sentido opuesto al otro. Adems
cada eje lleva un volante provisto de un perno de seguridad. Detiene el mecanismo un
interruptor elctrico.
El bastidor que se compone de varias piezas unidas por pernos, apoya los cuatro
rodamientos para los ejes. Los rodamientos estn dotados de cierres labernticos. En la
parte superior del bastidor va montada una parrilla de entrada, por la que golpean los
martillos. En el fondo de la parrilla de entrada va dispuesto un yunque que apoya en una
pieza intermedia gruesa en el bastidor. En la parte baja del bastidor estn montadas dos
parrillas de salida formadas de barras triangulares soportadas por las barras de apoyo.
Las parrillas de salida pueden ajustarse en relacin a los martillos. Los sitios del
bastidor que estn muy expuestos al desgaste van provistos de placas de acero al
manganeso. El material alimentado es triturado en la parrilla de entrada, preferentemente
contra el yunque y luego cae a travs de la parrilla y es triturado otra vez sobre la parrilla de
salida, pasando por fin a travs de la misma. Debido a la rotacin rpida de los martillos, la
finura del material variar de polvo a trozos cuyo tamao corresponde a las rendijas de la
parrilla de salida.
Para cada uno de los volantes se ha instalado un mecanismo interruptor elctrico
que sirve para detener automticamente los motores para el molino de martillos y el aparato
alimentador (cinta de lminas) antes del molino, en el caso de que se rompiera el perno de
seguridad en uno de los volantes.
xxx
Al romperse el perno y cuando el volante, por consiguiente, empieza a girar suelto
sobre el manguito, el trinquete se mueve a la posicin horizontal, marcada con una lnea de
trazos, partiendo en la cara inclinada del manguito. Tanto en la posicin vertical como en la
horizontal el trinquete es sujetado por la espiga desplazable provista de resorte.
Cuando el trinquete, en posicin horizontal, durante el giro del volante pasa del
interruptor montado en el bastidor, oprimir hacia atrs la horquilla elstica. Esta activar el
botn de parada con lo que se cortar la corriente al motor del molino de martillos y al
motor del aparato alimentador (cinta de lminas). El pestillo bloquea la horquilla en la
posicin interrupcin.
El sistema motriz posee dos motores con partidores suaves con su respectivo eje, el
cual lo une al reductor y volante, ver Tabla 2.2. Desde este punto el volante va montado en
el eje porta martillo y en este eje se encuentra el porta martillos y en l, los 24 martillos.
Para acoplar los ejes a los reductores correspondientes se utilizan ejes de torsin y
acoplamientos de membranas. Este tipo de acoplamiento est formado de tres partes
separadas que son dos cubos y el eje de torsin
Figura 2.4 - Chancador de martillos
xxxi
Tabla 2.2 - Especificaciones tcnicas chancador de martillos
Caractersticas Generales
chancador de
Tipo
martillo
N De Equipo
DMI
Fabricante
FLS
Transmisin
Motor
Marca
SIEMENS
Tipo
Modelo
DMI 160 x 180
N de serie
N De Serie
991703
Clasificacin
Proveedor
FLS
Potencia [hp]
270
Capacidad De Diseo (ton/h)
270
380
Capacidad De Operacin (ton/h)
160 a 220
Setting de operacin [mm]
25 a 135
Voltaje [V]
Intensidad de corriente
[A]
Frecuencia [Hz]
Dimetro Del Volante [mm]
1600
Fases
Potencia Requerida [Hp]
300
Velocidad [rpm]
Potencia Efectiva [Hp]
300
Velocidad [Rpm]
Mximo tamao alimentacin
[mm]
270
Marca
900
Tipo
350
50
970
Reductor
FLS
N de serie
Potencia [hp]
Reduccin
3.6
Velocidad salida [rpm]
270
Peso [kg]
2.4.3 Estacin de harneo primaria y secundaria
Las estaciones de harneo primaria ver Fig. 2.6 y secundaria cuentan con un
alimentador vibratorio, chutes de traspaso y el harnero correspondiente, con distintas
capacidades y funciones, ver Tabla 2.3. En la estacin primaria el material llega por medio
de la correa DF 105 y una granulometra de 0 a 125 mm y luego se realiza la clasificacin
del material en grava y gravilla.
En la posterior estacin electa se clasifica el material entre gravilla y finos. Los
harneros tienen 4 decks de clasificacin y 2 motores vibradores ellos funcionan en forma
conjunta, ver especificaciones tcnicas en Tabla 2.3, al igual que cuando se ponen en
funcionamiento, pero individuales en su estructura de montaje y tienen un sentido de
rotacin contrario para provocar la vibracin, al igual que los alimentadores. Estos equipos
xxxii
estn montados sobre una estructura rgida y resortes de compresin donde se absorbe todo
el movimiento vibratorio.
El rango de vibracin producida por estos equipos es bastante extenso, tanto el de
los alimentadores como el de los harneros. Toda la energa de vibracin es suministrada por
motores vibradores de la marca INVITA, los cuales emplean dos tipos de movimientos uno
circular y otro lineal.
El movimiento circular se logra solamente con un vibrador y con la mquina
inclinada, con lo que se obtiene un flujo constante, como en el caso del harnero. Por su
parte, en el segundo, el movimiento lineal se logra al girar en forma contraria dos
vibradores idnticos, con tal de desplazar el material horizontalmente, como ocurre con el
alimentador.
En estas mquinas (alimentador y harnero) la velocidad de rotacin de los motores
es fijada segn la frecuencia y uso de la mquina, las nicas variables manejables son la
variacin de la amplitud y la apertura de la mallas (harnero). Con respecto a la primera
variable, la amplitud no necesita ser alterada excepto en ocasiones tales como cuando el
alimentador vibrador es nuevo o cuando se produce un cambio en el proceso de harneado,
si se trata del harnero. Para cambiar este parmetro se vara la posicin de los pesos que
tienen estos motores vibradores. Luego, para ajustar el desbalance de los pesos, se afloja
solamente el peso interior. Con este proceso la fuerza se reduce al ajustar el desbalance del
peso trasero y con ello se aumenta o disminuye la amplitud de vibracin. La variacin del
segundo parmetro es resultado del producto que se quiere conseguir del proceso de
harneado, por eso se cambia la apertura de paneles de malla.
xxxiii
Estos equipos, tanto el alimentador como el harnero, estn provistos de un contador
de carrera ver Fig. 2.5, cuando los motores vibradores son idnticos, constan de una lmina
adhesiva con la cual se interpreta este parmetro. Cuando la mquina funciona, la lnea base
(A) voluntariamente parece moverse a la posicin representada por la lnea B. El rea entre
A y B voluntariamente se borra. En el punto donde la lnea B cruza una lnea angulada (1 a
10), que voluntariamente tambin es borrosa, se representa la amplitud de vibracin de la
mquina en mm.
Figura 2.5 - Lmina contador de carrera alimentador vibratorio
Tabla 2.3 - Especificaciones tcnicas estacin de clasificacin primaria y secundaria
Funcin
N De Equipo
DESCRIPCION GENERAL
Alim.
Alim. Primario
Secundario
DF - 106
DF - 110
MOGENSEN
Harn. Primario Harn. Secundario
DF - 106
DF - 110
MOGENSEN
MOGENSEN
Fabricante
MOGENSEN
Modelo
ets-2000/3000-k756
f 2005c
2056
2054
N De Serie
C961314/B
D961315/B
C961314/A
D961315/A
Proveedor
MOGENSEN
MOGENSEN
MOGENSEN
MOGENSEN
Capacidad. De Diseo [Ton/H]
320
150
280
120
Tipo
Capacidad De Operacin [Ton/H]
N De Etapas
Material Mallas
acero
Acero
10.72
12.86
Potencia Requerida [Hp]
10.72
2.57
Potencia Efectiva [Hp]
Velocidad [Rpm]
1000
1440
960
1440
Sentido De Rotacin
contrario
contrario
contrario
contrario
Peso [Kg]
2400
495
3000
300
Ancho [mm]
2000
620
2651
2651
Largo [mm]
3660
2120
2287
2255
Alto [mm]
1000
960
2504
2504
xxxiv
Tabla 2.3 Especificaciones tcnicas estacin de clasificacin primaria y secundaria
(continuacin)
MOTOR VIBRADOR
Estacin
Alim. Primario
Alim. Secundario
Harn, Primario
Marca
INVICTA
INVICTA
INVICTA
Harn, Secundario
INVICTA
Tipo
(2) bk50-75/6
(2)bk30-18/4
(2) bk50-75/6
(2) bk5075/6
Potencia [hp]
5,36
1.3
5.36
6.44
Voltaje
380
380
380
380
Frecuencia [hz]
50
50
50
50
Fases
Velocidad [Rpm]
1000
1440
960
1440
Figura 2.6 - Estacin de harnero primario
xxxv
2.4.4 Correas transportadoras
En Minera El Way existe aproximadamente un total de 315 m de cinta
transportadora en Planta de Chancado N 1, de distintas longitudes, ngulo de inclinacin y
equipos complementarios, son seis correas identificadas con su respectivo nmero de tag
que es DF 104 hasta DF 110 A, ver Tabla 2.4 y Fig. 2.7.
Tabla 2.4 - Especificaciones tcnicas de correas transportadoras planta N 1
Caractersticas Generales
DF - 104
DF - 105
DF - 107
DF - 108
DF - 108 A
DF - 110 A
Caliza
Mineral transportado
Caliza
Caliza
Caliza
Caliza
Caliza
Densidad aparente (ton/m3)
1,44
1,44
1,44
1,44
1,44
1,44
Tipo de transportador
horizontal
inclinado
inclinado
inclinado
horizontal
inclinado
Tamao mineral (mm)
0 - 135
0 - 135
0 - 25
20 - 40
> 40
5 - 25
Capacidad operacin (ton/h)
350
310
310
239
258
210
Capacidad diseo (ton/h)
405
411
740
239
258
210
Velocidad (m/s)
0.35
1.99
1.73
1.16
1.72
1.65
EP500/3
EP500/3
EP500/3
47
30
42
30
24
24
Tipo de correa
Ancho [pulg]
Espesor [pulg], [mm]
Angulo de reposo
Angulo de sobrecarga ()
Componentes
DF - 104
DF - 105
DF - 107
DF - 108
DF - 108 A
DF - 110 A
Tensor
2 tornillo
horizontal
De gravedad
De gravedad
Horizontal
De gravedad
Carrera tensor (mm)
Peso contrapeso
(kg)
TRANSMICION
Motor
DF - 104
DF - 105
Marca
Sterling
Siemens
Tipo
Fwf
N de serie
05708-0872
DF - 107
Stromber
g
DF - 108
DF - 108 A
DF - 110 A
Feeder Himmel
Feeder Himmel
Feeder Himmel
Fd180 G200l4x Fd121 - G180m4x Fd180 G200l4x
Clasificacin
Potencia [hp]
40
30
40
40
40
Voltaje [V]
Intensidad de corriente
[A]
Frecuencia [Hz]
380
380
380
380
380
380
8.25
58
45
50
50
50
1430
1470
1450
37
50
50
Fases
Velocidad [rpm]
1475
50
xxxvi
Tabla 2.4 - Especificaciones tcnicas de correas transportadoras planta N 1 (continuacin)
TRANSMICION
Reductor
Marca
DF - 104 DF - 105 DF - 107 DF - 108 DF - 108 A DF - 110 A
Fls
Tipo
N de serie
Potencia [hp]
40
30
40
25
40
Reduccin
159
25
23
61
24
38
24
60
39
Velocidad salida [rpm]
Lubricante (ISO VG)
Cantidad (L)
POLEAS
Motriz
Revestimiento
[mm]
Dim. [mm]
DF - 104
DF - 105
DF - 107
DF - 108
12.5
600
Dim. eje [mm]
DF - 108 A
DF - 110 A
15
508
889
508
100
125
90
762
110
1118
838
686
686
Largo [mm]
1400
De cola
Revestimiento
[mm]
Dim. [mm]
DF - 104
DF - 105
DF - 107
DF - 108
DF - 108 A
DF - 110 A
460
600
508
610
406
610
100
85
85
70
Dim. eje [mm]
Largo [mm]
1400
950
1118
838
686
686
Deflectora Motriz
Revestimiento
[mm]
Dim. [mm]
DF - 104
DF - 105
DF - 107
DF - 108
DF - 108 A
DF - 110 A
500
508
324
508
85
85
70
1150
838
686
686
DF - 107
DF - 108
DF - 108 A
DF - 110 A
500
508
324
508
85
85
70
1150
838
686
686
DF - 107
DF - 108
DF - 108 A
DF - 110 A
500
610
Dim. eje [mm]
Largo [mm]
Deflectora
Revestimiento
[mm]
Dim. [mm]
DF - 104
DF - 105
Dim. eje [mm]
Largo [mm]
Tensor
Revestimiento
[mm]
Dim. [mm]
DF - 104
DF - 105
Dim. eje [mm]
Largo [mm]
1150
610
85
70
838
686
xxxvii
Tabla 2.4 - Especificaciones tcnicas de correas transportadoras planta N 1 (continuacin)
POLINES
Estacin De Carga
DF - 107
DF - 108
DF - 108 A
DF - 110 A
Cantidad
DF - 104
DF - 105
46
34
65
27
20
20
20
20
Dim. [pulg]
5
DF - 110 A
Clasificacin
Est. Autocentrante De Carga
DF - 107
DF - 108
DF - 108 A
Cantidad
DF - 104
DF - 105
20
20
20
20
Dim. [pulg]
DF - 107
DF - 108
DF - 108 A
DF - 110 A
Clasificacin
Estacin De Impacto
DF - 104
DF - 105
Cantidad
20
20
20
20
Dim. [pulg]
Clasificacin
Estacin De Transicin
DF - 104
DF - 105
DF - 107
DF - 108
DF - 108 A
DF - 110 A
DF - 104
DF - 105
Cantidad
Clasificacin
Est. Autocentrante De Retorno
DF - 107
DF - 108
DF - 108 A
DF - 110 A
Cantidad
Dim. [pulg]
Clasificacin
Polin De Retorno
DF - 107
DF - 108
DF - 108 A
DF - 110 A
Cantidad
DF - 104
DF - 105
13
11
25
Dim. [pulg]
Clasificacin
Tabla 2.4 - Especificaciones tcnicas de correas transportadoras planta N 1 (continuacin)
xxxviii
DESCANSOS
Polea Motriz
DF - 104
DF - 105
DF - 107
DF - 108
DF - 108 A
DF - 110 A
Cantidad
Marca
Dim. [mm]
90
104
100
125
90
108
N de serie
SNH 520-617
41/2
SNA 522 TA
SNH 528
SNH 520-617
SNH 524-620
Polea De Cola
DF - 104
DF - 105
DF - 107
DF - 108
DF - 108 A
DF - 110 A
Cantidad
Marca
SNA
SNA
SNH
SNH
SNH
Dim. [mm]
60
90
100
85
85
70
N de serie
513-611
520-617
SNA 522 TA
519-616
519-616
516-613
Tensor
DF - 104
DF - 105
DF - 107
DF - 108
DF - 108 A
DF - 110 A
SNH
SNH
Cantidad
Marca
Dim. [mm]
100
85
70
N de serie
SN 522
519-616
516-613
DF - 107
DF - 108
DF - 108 A
DF - 110 0A
6
SNH
Polea Deflectora
DF - 104
DF - 105
Cantidad
SNH
SNH
Dim. [mm]
Marca
100
85
85
70
N de serie
SN 522
519-616
519-616
516-613
DF - 107
DF - 108
DF - 108 A
DF - 110 A
2
SNH
Polea Deflectora Motriz
DF - 104
DF - 105
Cantidad
SNH
SNH
Dim. [mm]
Marca
74
100
85
85
70
N de serie
SN 517
SN 522
519-616
519-616
516-613
Figura 2.7 - Correa transportadora DF-105
2.5 Datos tcnicos de los equipos planta N 2
xxxix
2.5.1 Alimentador vibratorio grizzly
El alimentador Grizzly est diseado para resistir los fuertes impactos creados por la
cada de los grandes bloques de piedra de caliza que se vuelcan sobre el alimentador a
travs de la tolva de recepcin. Estas fuerzas son absorbidas por unos muelles
especialmente diseados, de baja compresin, que procuran igualmente un alto grado de
aislamiento de vibracin resultante en la estructura metlica que la rodea.
El alimentador instalado antes del chancador primario, procura un flujo controlado y
elimina el material pequeo y sucio, aumentando la capacidad y previniendo el desgaste
innecesario y sobrecargas del chancador de mandbulas. La operacin de alimentacin
proviene de la tolva de recepcin, ingresa por la parte de arriba del alimentador y este
mediante movimiento vibratorio hace que el material vaya avanzando hasta caer ya sea al
chancador de mandbulas o bien a la correa transportadora que est de bajo, este material
que cae sobre la correa es el fino, el cual es clasificado mediante una malla que trae el
grizzly y al vibrar el fino cae en forma directa y el resto de material cae al chancador de
mandbulas en forma vertical.
De construccin robusta, el alimentador grizzly est diseado para tratar bloques de
canteras de hasta ms de 1000 mm de arista, ver Tabla 2.5. La parte plana va formada de
una chapa de acero dulce de 12.5 mm de espesor, sustituible, como estndar. El vibrador
contiene una caja continua de ejes recibe este nombre porque est compuesto por un tubo
o caja construido por una sola pieza soldada que contiene los ejes y fija entre s las placas
laterales del vibrador.
Tambin se utiliza como un depsito o sumidero de aceite que abarca todo el ancho
de la unidad. Esto permite que el mismo aceite lubrique todos los componentes de los
xl
cojinetes. Una empaquetadura de composicin especial con compresin predeterminada
acta como sello positivo en estas conexiones.
En la extensin del eje transmisin y justo detrs de la rondana hay un conjunto
sellante doble especial y un diseminador de polvo, hecho de acero. El conjunto sellante est
compuesto por dos sellos separados por un pequeo espacio relleno con grasa. El borde del
sello externo apunta hacia el exterior, para impedir que ingrese polvo, y el borde del sello
interno apunta hacia el interior para retener el aceite. Los sellos mecnicos y la grasa,
impiden que ingresen contaminantes a la unidad y retienen el aceite lubricante dentro de la
caja de cojinetes.
Los cojinetes utilizados en los motores del vibrador tienen caractersticas de
funcionamiento especiales, estos cojinetes del vibrador se montan mediante ajuste a presin
en la caja y ajuste corredizo en el eje. El mtodo indica que cuando la carga se mueve en
relacin con un anillo-gua determinado, dicho anillo debe montarse mediante ajuste a
presin para evitar que gire. En el vibrador grizzly, la masa de rotacin excntrica de los
ejes genera la carga de cojinete mediante fuerza centrfuga. Como los ejes giran, las cargas
que generan se mueven en relacin con el anillo-gua externo y estn estacionaras con
respecto al anillo-gua interno.
Tabla 2.5 - Especificaciones tcnicas alimentador vibratorio grizzly 52 x 20
xli
Alimentador Grizzly 52" x 20'
Motor
N Equipo
AV - 301
Marca
Fabricante
Nordberg
Tipo
N de serie
HR5220EF
Tipo
Eliptex Feeder
Proveedor
Metso
Capacidad operativa
400 [ton/h]
Capacidad de diseo
ABB
N de serie
Clasificacin Clase C, NEMA 12 (IP55)
Potencia
50 [hp]
Voltaje
380 [V]
Frecuencia
50 [Hz]
Fases
Separacin entre rieles
6096 x 1321
[mm]
90 - 100 [mm]
Velocidad
1500 [rpm]
Correas
4 Vbelt
Dimensiones (Largo x Ancho)
Peso
7854 [kg]
Potencia Requerida
50 hp
Potencia efectiva
22 [kW] (30 [hp])
Velocidad
800 rpm
2.5.2 Chancador de mandbulas
La machacadora de mandbula de la Serie-C est diseada con el propsito de
chancado primaria, en plantas de chancado grandes o medianas ver Fig. 2.13, Fig. 2.14,
Tabla 2.7 y Tabla 2.8. Los dgitos indican el tamao de la abertura de alimentacin de la
trituradora en centmetros. La profundidad de la abertura de alimentacin es de
aproximadamente 0,65 a 0,85 veces el ancho de la abertura de alimentacin, dependiendo
del tipo de la trituradora.
El material de alimentacin entra a la trituradora a travs de la abertura de
alimentacin y sale en la parte baja de la trituradora, ver Fig. 2.8. El eje excntrico de la
machacadora (E) est accionado por un motor elctrico (M) a travs de unas correas (B) y
un volante (W). El recorrido del balancn (P) est generado por la excentricidad del rbol
excntrico. El machaqueo se produce entre la mandbula fija (F) y la mandbula mvil (J).
El muelle de tensin (S) empuja el extremo inferior del balancn (P) contra la placa
articulada (T). La placa de arriostramiento sirve de dispositivo de seguridad y se destruye
por deformacin elstica en la eventualidad de sobrecargas, evitando as daos en piezas de
mayor costo.
xlii
Este tipo de chancador est equipado con un ajuste del reglaje mecnico ver Fig.
2.9, con tornillo de cuas, el motivo de esta operacin y de este sistema es fijar la
regulacin de la descarga que determina el mayor tamao de piedra chancada que
descargara el chancador. El ajuste de descarga es cambiado al mover dos cuas de ese
modo todo el ancho de la cua s cambia y el extremo inferior de la biela ser movido de
este, ver Tabla 2.6.
Figura 2.8 - Principio de operacin del chancador
Figura 2.9 - Regulacin mecnica de abertura mnima
Tabla 2.6 - Principales componentes del sistema de regulacin mecnica de abertura
mnima
Sistema Regulacin Mecnica Abertura Mnima
Cdigo
Elemento
Ajuste De Mandbulas
Tuerca De Regulacin
Tubera De Regulacin
xliii
Para los objetos no chancados, est equipada con una placa articulada que sirve
como dispositivo de seguridad, ver Fig. 2.10. La placa articulada es una placa en acero la
cual es instalada en la silla articulada entre el bastidor del chancador y la biela. En el caso
de una sobrecarga, la placa de articulacin colapsa mediante un pandeo elstico, evitando
daos. La funcin de la varilla de tensin pitman y de su resorte es el mantener las
superficies de la biela y de la placa de articulacin, as como del dispositivo de ajuste de el
reglaje, en continuo contacto entre si
Figura 2.10 - Dispositivo de seguridad del chancador
Con respecto a la lubricacin los puntos del chancador son los rodamientos de
rodillo del eje excntrico, ver Fig. 2.11. Esto se realiza por medio de un sistema de engrase
automatizado, ver Fig. 2.12. Tambin se lubrica los rodamientos de las tuercas de
regulacin pero manualmente.
Figura 2.11 - Engrasadores de eje excntrico
xliv
Figura 2.12 - Sistema de lubricacin eje excntrico
Figura 2.13 - Componentes principales
Tabla 2.7 Elementos chancador de mandbulas
Chancador Mandbulas
Cdigo
Elemento
Cdigo
Placa Lateral
Elemento
Biela
Extremo Frontal
Placa De Articulacin
Extremo Trasero
10
Reglaje Por Cuas
Varilla De Tensin
Mandbula Fija
11
Mandbula Mvil
12
Resorte Retractor
Flancos
13
Tuerca Tensora Con Cojinete De Empuje
Volante
14
Barras De Conexin Del Bastidor
xlv
Figura 2.14 - Chancador de mandbulas
Tabla 2.8 - Caractersticas tcnicas del chancador de mandbulas
Caractersticas Tcnicas
Motor
N De Equipo
Machacadora De
Mandbulas
CH - 301
Fabricante
Nordberg
N de serie
Modelo
C 140 BS
Clasificacin
N De Serie
140373
Potencia
Clase C, NEMA 12
(IP55)
[hp]
Tipo
Marca
siemens
Tipo
Proveedor
Metso
Voltaje
380 [V]
Capacidad De Diseo
750 [Ton/H]
Frecuencia
50 [Hz]
Capacidad De Operacin
550 [Ton/H]
Fases
Ancho De Abertura De Alimentacin
1400 [mm]
Velocidad
1485 [rpm]
Profundidad De Abertura De Alimentacin
1070 [mm]
Correas
8 Vbelt
Espesor De La Placa Intermedia
60 [mm]
Longitud De La Mandbula Fija
2100 [mm]
Placas De Mandbulas
En Dos Partes
Reglaje De Descarga Mnima
130 [mm]
Reglaje De Descarga Mxima
220 - 300 [mm]
Dimetro Del Volante
1600 [mm]
Momento De Inercia
2000 [Kg*M2]
Peso
45300 [Kg]
Correa
1600 PCB
Potencia Requerida
200 [Kw]
Potencia Efectiva
170 [Kw]
Velocidad
220 [Rpm]
2.5.3 Chancador de cono
xlvi
El chancador de cono HP300 es un chancador giratorio ver Fig. 2.15, Fig. 2.17,
Tabla 2.9, Tabla 2.10, est formado por una superficie fija y una superficie mvil. Ambas
tienen forma de cono, la diferencia est en que la superficie mvil es un cono invertido. El
material de alimentacin ingresa por la parte de arriba, la cual es la parte ancha de la
superficie fija, y cae mientras la superficie mvil lo va triturado con el movimiento
oscilatorio, entonces cae el material mas fino por la diferencia de espacio que queda entre la
parte ancha del cono mvil y la angosta del cono fijo, as se obtiene el producto triturado.
Debido a la inclinacin y descentrado del Eje Central se produce un movimiento de
rotacin y traslacin de la superficie del manto. La potencia es transmitida del motor al
contraeje del chancador por medio de una transmisin de correas trapezoidales. En una
extremidad del contraeje est montado un pin cuya rotacin es transmitida a la excntrica
por medio de la corona dentada. El contraeje esta sostenido por dos cojinetes de bronce.
Estos dos cojinetes estn fijados por medio de unos pasadores que se acoplan en la caja de
contraeje, evitando que aquellos giren.
Los cojinetes tienen una brida en su extremidad que recibe los esfuerzos axiales
provenientes tanto del pin como del deflector de aceite. Este deflector tiene como misin
centrifugar sobre la tapa del contraeje, el aceite procedente de la lubricacin de los
cojinetes de contraeje. La caja de contraeje permite el retorno del aceite hacia el depsito.
La estanqueidad del aceite entre el bastidor y la caja de contraeje est asegurada por una
caja trica o de labios. Un blindaje protege la parte del contraeje expuesta al desgaste
debido a la cada de materiales triturados
xlvii
Figura 2.15 - Chancador de cono
El conjunto excntrico, comprende la excntrica, el cojinete de excntrica, la corona
y el contrapeso. El exterior de la excntrica est descentrado y ligeramente inclinado con
relacin al eje vertical de rotacin, transmitiendo su movimiento a la cabeza. En el interior
de la excntrica est instalado un cojinete de bronce.
Una corona atornillada sobre la base de la excntrica es accionada por el pin del
contraeje. La excntrica gira alrededor del eje principal. El conjunto de excntrica reposa
sobre cojinetes de bronce; la arandela superior de tope, de bronce, est fijada sobre el fondo
de la excntrica y la arandela inferior de tope, de acero, est fijada sobre el bastidor. Estos
topes estn instalados para reducir el desgaste por friccin del conjunto de excntrica.
xlviii
Los juegos entre los dientes y la raz de los mismos, entre la corona y el pin, estn
mantenidos en este conjunto por la adicin o supresin de calas de reglaje. El contrapeso es
asimtrico, de tal suerte que la masa ms elevada se situ en oposicin directa a la fuerza
centrfuga engendrada por el balanceo de la cabeza. Este contrapeso asegura la
estanqueidad del aceite y el polvo entre la cabeza giratoria y el bastidor principal fijo,
mediante un sistema de laberintos mecanizados con juntas en U y T.
Figura 2.16 - Central hidrulica y de lubricacin de chancador de cono
La quicionera con su revestimiento de quicionera soporta el conjunto de cabeza y
transmite el esfuerzo de trituracin al bastidor. La quicionera est montada sobre el eje
principal y fijado con una serie de tornillos. El revestimiento de quicionera, instalada sobre
la parte superior de la quicionera, protege la parte del tope esfrico atornillado bajo la
cabeza. La superficie superior del revestimiento est provista de una serie de ranuras de
engrase circulares. La lubricacin del revestimiento est asegurada por el aceite a presin
que circula por los pasos practicados entre el eje principal y la quicionera.
xlix
La Cabeza, el forro mvil, as como la tasa y forro fijo, forman la cmara de
trituracin. En lo alto del forro mvil, hay un anillo corta soplete, estas dos piezas estn
firmemente sujetas a la cabeza por medio de una tuerca de blocaje en dos piezas roscadas al
interior de la cabeza. Un cono distribuidor se fija sobre la tuerca de blocaje, este cono gira
con la cabeza y distribuye uniformemente el material en la cmara de distribucin.
El tope del interior de la cabeza va sobre el casquillo esfrico. El casquillo inferior
de la cabeza est montado con juego sobre la excntrica. Por contacto entre el casquillo y la
excntrica la cabeza empieza a rotar, durante la marcha en vaco de la mquina, el casquillo
superior de la cabeza entra en contacto con la quicionera, para mantener el contacto entre el
tope esfrico y la quicionera.
Una junta tipo T montada en una ranura mecanizada por debajo de la cabeza, se
acopla a una junta en U montada encima del contrapeso, para evitar las fugas de aceite y
proteger la corona, el pin y las superficies de rodamiento, de la infiltracin de polvo.
La tasa est atornillada al interior del anillo de reglaje, los reglajes se efectan por
rotacin de la tasa en el sentido horario o antihorario, segn el reglaje deseado. El reglaje
de la tasa determina el reglaje entre los forros. La caja de reglaje esta fijada en lo alto de la
tasa y roza sobre la junta del tablero de proteccin fijado sobre el anillo de reglaje. Este
montaje sirve para proteger la tasa y el anillo de blocaje.
Una serie de cilindros hidrulicos de blocaje estn situados en lo alto y alrededor del
anillo de reglaje. Estas botellas hidrulicas asisten el anillo de blocaje y levantan la tasa
para estar en posicin de molienda. La tasa gira con la caja de reglaje con la ayuda de un
motor hidrulico montado sobre el anillo de reglaje.
La tolva se posa sobre dos pasadores situados en el reborde superior de la tasa. El
interior de la tolva permite una alimentacin directa en la cmara de chancado. La forma
del fondo de la tolva se ha estudiado para que los materiales se acumulen, formando as una
caja de piedras, protegiendo la tolva del impacto de los materiales de alimentacin.
Este chancador es completamente hidrulico, las botellas de mantenimiento unen el
anillo de reglaje al bastidor y mantienen uno sobre otro en condiciones normales de
funcionamiento. Los esfuerzos de trituracin anormales causados por una mala utilizacin
del molino o por el paso de in triturables, tiran hacia arriba los esprragos de la botella. El
aceite contenido en la cmara superior de las botellas se enva al acumulador y comprimen
el nitrgeno contenido en su vejiga. Cuando se pasa la sobrecarga el acumulador restituye
el aceite a las botellas, los esprragos de las botellas se retraen y el anillo vuelve a su sitio
encima del bastidor. Para limpiar el molino (atascos) las cmaras superiores de las botellas
se despresurizan y se ponen en presin las superiores. Estos empujan los vstagos de las
botellas hacia arriba y elevan el anillo de reglaje.
Como complemento este chancador est equipado con un dispositivo de blocaje y
de reglaje. El anillo de blocaje est situado sobre el anillo de reglaje. Una serie de botellas
situadas entre los anillos asegura la funcin de blocaje. El anillo de blocaje mantiene la tasa
en posicin sobre el anillo de reglaje cuando las botellas o cilindros estn en presin.
Cuando cae la presin de los cilindros de blocaje y el motor hidrulico montado en el anillo
de reglaje se pone a girar, el pin sobre el motor engrana con la corona dentada que hay
sobre la caja de reglaje y hace girar el conjunto de tasa abriendo o cerrando el reglaje.
li
El chancador de cono tiene un sistema hidrulico y de lubricacin ver Fig. 2.16, por
este motivo el depsito de aceite esta dividido en dos partes; una para lubricacin y otra
para alimentar el sistema hidrulico. La seccin de lubricacin alimenta los anillos de
bronce del chancador. El aceite que retorna al depsito pasa por un tamiz de malla cuadrada
0,62 mm, con una barra magntica que retire partculas ferrosas. Adems, cuenta con un
dispositivo de calentamiento, este calienta a una temperatura adecuada el aceite para un
buen funcionamiento del chancador, regulada por un termostato. Como tambin cuenta con
un sistema refrigerante para mantener en condiciones apropiadas el aceite, este consta de un
radiador por donde circula el aceite y un ventilador que produce una corriente de aire
fresco.
Figura 2.17 - Componentes principales chancador de cono
lii
Tabla 2.9 - Cdigos de componentes principales chancador de cono
Cdigo
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
Lista De Componentes
Elemento
Cdigo
Tasa
24
Corona Dentada
25
Junta De Caja De Reglaje
26
Conjunto De Motor Hidrulico
27
Cilindros De Blocaje
28
Anillo Inferior De Cabeza
29
Juntas Tipo U Y T
30
Blindaje De Bastidor
31
Cilindros O Botellas De Mantenimiento
32
Eje
33
Blindaje De Contrapeso
34
Blindaje De Brazo
35
Excntrica
36
Corona
37
Anillo De Excntrica
38
Eje Principal
39
Arandela Tope Inferior Y Superior
40
Pin
41
Contraeje
42
Anillo Inferior De Contraeje
43
Junta De Caja Contraeje
44
Blindaje De Contraeje
45
Anillo Exterior De Contraeje
46
Elemento
Collarn De Aceite
Tapa De Collarn
Caja De Contraeje
Contrapeso
Bastidor
Tapa De Contrapeso
Anillo De Reglaje
Pasador Centrador De Bastidor
Tablero De Proteccin
Forro Fijo
Anillo De Blocaje
Anillo Superior De Cabeza
Tope Esfrico
Cabeza
Forro Mvil
Anillo Cortasoplete
Tuerca De Blocaje
Cono Distribuidor
Revestimiento De Quicionera
Quicionera
Tolvin
Caja De Reglaje
Anillo De Adaptacin A La Taza
Tabla 2.10 - Especificaciones tcnicas chancador de cono
Caractersticas Generales
Motor
N De Equipo
CH 302
Marca
ABB Motors
Fabricante
Nordberg
Tipo
M2BA315 MLA 4B3
Modelo
HP 300
N De Serie
3474152
N De Serie
30310563
Clasificacin
Proveedor
Metso
Potencia [hp]
268
Capacidad De Diseo [Ton/H]
350
Voltaje [V]
380
Capacidad De Operacin [Ton/H]
230
Frecuencia [hz]
50
Potencia Requerida [Kw]
220
Fases
Velocidad [rpm]
750
Velocidad [rpm]
1500
Correas
10 / SPC V-Belts
liii
2.5.4 Harnero vibrador primario y secundario
La planta de chancado posee dos harneros ver Fig. 2.19, Tabla 2.11, Tabla 2.12
(Primario TS 503 y Secundario TS 403), estos harneros son del tipo pltano, la diferencia
entre estos dos es el largo (TS 503 tiene 8.4 metros y TS 403 tiene 6 metros) y la superficie
(TS 503 tiene 20 m y TS 403 tiene 14.4 m), estos harneros utilizan el sistema
multipendiente, este se combina con el movimiento vibratorio. La alimentacin ingresa por
arriba o mejor dicho por el primer deck y con el movimiento vibratorio de este va
deslizndose por los deck restantes
La primera seccin del harnero es el steepest. Aqu el material viaja muy rpido, lo
cual da por resultado una baja profundidad del lecho y un quitado rpido de partculas que
estn bajo tamao. La seccin intermedia es similar a un harnero inclinado, la velocidad de
las partculas se reduce y la profundidad del lecho queda baja debido al quitado en la
seccin superior. La tercera y ultima seccin del harnero tiene un ngulo bajo, lo que
implica una pendiente baja, a estas tres razones se debe el movimiento elptico del material,
adems en l ultimo harnero el tiro es mas largo as quita cualquier restante, aumentando la
eficacia.
El principio de funcionamiento del harnero se basa en que los materiales se
introducen en el extremo del harnero correspondiente a la alimentacin y se expulsan en el
otro extremo. Una parte del material entrante pasa a travs de las mallas de harneado para
llegar a la tolva.
Los materiales harneados pasan sobre el harnero de tal modo que las partculas ms
finas que la malla (partculas pasante) pasa a travs de la superficie del harnero y que las
partculas ms grandes (rechazo) pasan por encima de la tela de harneado. El harnero est
instalado sobre la base por medio de resortes de goma para poder vibrar. Los resortes
amortiguan las vibraciones del harnero
liv
Para determinar la carrera del harnero se utiliza la Fig. 2.18 la cual se ubica de bajo
de la lnea del rbol, en esta existen una serie de crculos negros con un dimetro que vara
de 1 a 20 mm en la etiqueta. Cada dimetro es un milmetro ms grande que el anterior.
Cuando vibra el harnero, pueden observarse dos hileras de crculos, una sobre la otra. El
dimetro de los crculos que estn en contacto es igual a la carrera del desplazamiento.
Cuando estamos en los extremos del harnero, el crculo de vibracin se deforma en elipses,
por lo que es habitual hablar de carrera nominal leyendo las etiquetas colocadas en el centro
del harnero.
Figura 2.18 - Etiqueta de lectura de la carrera del harnero
Con respecto al sentido de rotacin este influye en la velocidad de avance de los
materiales en el harnero. Existen dos sentidos A y B, el primero tienden a retrasar la
velocidad de avance de los materiales y el segundo tiende a acelerar la velocidad de avance
de los materiales.
lv
Figura 2.19 - Harnero primario
Tabla 2.11 - Especificaciones tcnicas harneros primario y secundario
Funcin
Primario
Secundario
N De Equipo
HA - 301
HA - 302
Fabricante
Nordberg
Nordberg
Modelo
TS 503
TS 403
N De Serie
50653001
50643001
Tipo
Banana
Banana
Proveedor
Metso
Metso
Cap. De Diseo (Mx. En La Alimentacin) [Ton/H]
800
600
Cap. De Operacin (Mx. En La Alimentacin) [Ton/H]
797
192
N De Etapas
3
3
Mallas [mm X mm]
2395 X 1370
2395 X 1015
Material Mallas
Alambre
Alambre
Cortes (1, 2 Y 3) [mm]
100; 52 Y 16
14,5; 7,5 Y 2,5
Potencia Requerida [Hp]
2 X 30
40
Velocidad [Rpm]
860
920
Sentido De Rotacin
Reloj - Contrareloj Reloj - Contrareloj
Peso [Kg]
15000
11200
Ancho [mm]
2445
2445
Largo [mm]
8200
6100
Alto [mm]
5290
6479
Superficie [M]
20
15
Lnea De rbol
Doble
Simple
Talla De Vibrador
MV3
MV4
Peso Del Vibrador [Kg]
343
496
Tabla 2.12 - Especificaciones tcnicas de motores harnero primario y secundario
Harnero
Marca
Tipo
N De Serie
Clasificacin
Potencia [hp]
Voltaje
Frecuencia [hz]
Fases
Velocidad [Rpm]
Primario
Abb Motors
Secundario
Abb Motors
NEMA 12 ( IP55)
30
380
50
3
1500
40
380
50
3
1500
2.5.5 Correas transportadoras
Planta de Chancado N 2 existen alrededor de 793 m de correas transportadoras
estas encuentran con el siguiente tag de identificacin desde la correa CT - 301 hasta CT
315, ver Fig. 2.20, se encuentra fuera de servicio la las correas CT 310 y CT 311. La
correa CT 309 es de tipo stacker radial y la TP 301 es de tipo tripper stacker, ver Tabla
2.13.
lvi
Tabla 2.13 - Especificaciones tcnicas correas transportadoras planta N 2
Caractersticas Generales
CT - 301
CT - 302
CT - 303
CT - 305
CT - 306
CT - 307
CT - 308
Mineral transportado
Caliza
(CaCO3)
Caliza
(CaCO3)
Caliza
(CaCO3)
Caliza
(CaCO3)
Caliza
(CaCO3)
Caliza
(CaCO3)
Caliza
(CaCO3)
1.44
1.44
1.44
1.44
1.44
1.44
1.44
Densidad aparente
(ton/m3)
Tipo de transportador
Inclinado
Inclinado
Inclinado
Inclinado
Inclinado
Inclinado
Inclinado
Tamao mineral (mm)
Capacidad operacin
(ton/h)
Capacidad diseo (ton/h)
mx. 125
mx. 125
mx. 125
mx. 90
mx. 25
mx. 5
mx. 152
797
397
400
400
192
71
397
956
476
480
480
230
85
477
Velocidad (m/s)
2.20
1.70
0.50
1.70
1.70
1.00
0.30
Tipo de correa
EP 630/3
EP 400/3
EP 400/3
EP 400/3
EP 400/3
EP 400/3
EP 1600/4
Ancho [pulg], [mm]
36, 915
30, 762
54, 1372
30, 762
24, 610
24, 610
54, 1372
Espesor [pulg], [mm]
0.6, 15
0.6, 15
0.60, 15
0.6, 15
0.60, 15
0.60
0.80, 20
Angulo de reposo
38
38
38
38
38
38
38
Angulo de sobrecarga (a)
25
25
25
25
25
25
25
Caractersticas Generales
CT - 309
CT -310
CT - 312
CT - 313
CT - 314
CT - 315
TP - 301
Mineral transportado
Caliza
(CaCO3)
Caliza
(CaCO3)
Caliza
(CaCO3)
Caliza
(CaCO3)
Caliza
(CaCO3)
Caliza
(CaCO3)
Densidad aparente
(ton/m3)
1.44
1.44
1.44
1.44
1.44
1.44
Tipo de transportador
Inclinado
Inclinado
con curva
vertical
cncavo
Inclinado
con curva
vertical
cncavo
Inclinado
Inclinado
Tamao mineral (mm)
Capacidad operacin
(ton/h)
Capacidad diseo (ton/h)
mx. 25
mx. 50
mx. 50
mx. 50
mx. 90
mx. 90
91
400
360
400
346
400
109
480
386
430
340
480
Velocidad (m/s)
1.00
2.00
1.78
2.00
1.64
Tipo de correa
EP 315/3
EP 400/3
EP 400/3
EP 400/3
EP 400/3
EP315/3
Ancho [pulg], [mm]
24, 610
30, 762
30, 762
30, 762
30, 762
30, 762
Angulo de reposo
38
38
38
38
38
38
Angulo de sobrecarga (a)
25
25
25
25
25
25
Espesor [pulg], [mm]
Dimensiones Del Transportador
Longitud [mm]
CT - 301
CT - 302
CT - 303
CT - 305
CT - 306
CT - 307
CT - 308
horizontal entre poleas
93400
460540
11761
59939
110115
47432
6050
vertical entre poleas
25849
13406
2399
10326
18913
14552
entre poleas
96911
47942
12003
60822
112899
49663
6050
Angulo de inclinacin ( ))
16
16
12
38
45
17
38
Largo total correa (m)
(aprox. + 5%)
209
106
27
25
245
111
25
lvii
Tabla 2.13 - Especificaciones tcnicas correas transportadoras planta N 2 (continuacin)
Dimensiones Del Transportador
Longitud [mm]
CT - 309
CT - 310
CT - 314
CT - 315
TP - 301
horizontal entre poleas
45562
CT - 312
195316
17247.4
17247.4
31500
vertical entre poleas
8000
18591
5604.02
5604.2
18135
18135
18
18
entre poleas
46262
197962
Angulo de inclinacin ( ))
10
17
Largo total correa (m)
(aprox. + 5%)
99
428
CT - 313
0 y 18
COMPONENTES
CT - 301
CT - 302
CT - 303
CT - 305
CT - 306
CT - 307
CT - 308
Tensor
de
gravedad
de
gravedad
(2) de
tornillo
de
gravedad
de
gravedad
de
gravedad
(2) de
tornillo
Carrera tensor (mm)
2000
2000
500
2000
3000
2000
600
Peso contrapeso (kg)
3500
2200
2100
1320
960
CT - 309
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
tornilo
Tornillo
Tensor
(2) de
tornillo
de
gravedad
Carrera tensor (mm)
600
5000
Peso contrapeso (kg)
TP - 301
2000
TRANSMISION
Motor
CT - 301
CT - 302
CT - 303
CT - 305
CT - 306
CT - 307
CT - 308
Marca
SIEMENS
SIEMENS
SIEMENS
SIEMENS
SIEMENS
SIEMENS
SIEMENS
Tipo
315 S
DV 225 S4
DV 160 L4
DV 225 S4
DV 225 S4
DV 160 L4
DV 200 L6
N de serie
5,61E+16
5,61E+16
Clasificacin
Potencia [hp]
150
50
20
50
50
20
30
Voltaje [V]
380
380
380
380
380
380
380
50
50
50
50
Intensidad de corriente [A]
Frecuencia [Hz]
31 / 17,8
50
31
50
50
Fases
Velocidad [rpm]
1500
1500
1500
1500
1500
1460
1500
Peso [kg]
150
Tabla 2.13 - Especificaciones tcnicas correas transportadoras planta N 2 (continuacin)
lviii
TRANSMICION
Motor
CT - 309
CT - 310
CT - 312
Marca
SIEMENS
Tipo
280 S
CT - 313
CT - 314
CT - 315
TP - 301
N de serie
Clasificacin
Potencia [hp]
100
Voltaje [V]
380
Intensidad de corriente [A]
Frecuencia [Hz]
50
Fases
Velocidad [rpm]
1500
Peso [kg]
Reductor
Marca
CT - 301
CT - 302
CT - 303
CT - 305
CT - 306
CT - 307
CT - 308
SEW
SEW
SEW
SEW
SEW
SEW
SEW
EURODRIVE EURODRIVE EURODRIVE EURODRIVE EURODRIVE EURODRIVE EURODRIVE
Tipo
MC3RLH07
MC3RLHT02 MC3RLHT06 MC3RLHT02 MC3RLHT02 MC3RLHT02
N de serie
K1801
K1816
K1805
K1818
K1817
K2547
Potencia [hp]
150
50
20
50
50
50
23,4889 : 1
Reduccin
22,45 : 1
23,4889 : 1
95,7574 : 1
23,4889 : 1
23,4889 : 1
Velocidad salida [rpm]
67
62
15
63
63
39
Peso [kg]
814
235
677
236
236
249
Lubricante (ISO VG)
460 EP
mineral
460 EP
mineral
460 EP
mineral
460 EP
mineral
460 EP
mineral
460 EP
mineral
Cantidad (L)
30
22
7.5
7.5
6,5
Reductor
CT - 309
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
Marca
SEW
Tipo
MC3RLHT05
MC3RLHT08
50
9
TP - 301
N de serie
Potencia [hp]
100
Reduccin
Velocidad salida [rpm]
59
Peso [kg]
Lubricante (ISO VG)
Cantidad (L)
Tabla 2.13 - Especificaciones tcnicas correas transportadoras planta N 2 (continuacin)
Acoplamiento
CT - 301
CT - 302
CT - 303
CT - 305
CT - 306
CT - 307
CT - 308
lix
Marca
VOITH
NORMEX
NORMEX
NORMEX
NORMEX
NORMEX
NORMEX
Tipo
Hidrulico
TW - 487
flexible
G148
flexible
G148
flexible
G148
flexible
G148
flexible
G148
flexible
G194
CT - 309
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
TP - 301
N de serie
Acoplamiento
Marca
VOITH
Tipo
Hidrulico
TW 487
N de serie
Marca
CT
-309
SEW
Tipo
KH 97T
MOTOREDUCTOR
CT - 314 CT - 315 MOTOREDUCTOR CON FRENO
SEW
SEW
KH 97T
KH 97T
CT -309
Marca
Tipo
N de serie
conico KH 107T
N de serie
Clasificacin
Clasificacin
Potencia [hp]
15
24.79
24.79
Potencia [hp]
Voltaje [V]
Intensidad de corriente
[A]
Frecuencia [Hz]
380
380
380
Voltaje [V]
38.5
38.5
Frecuencia [Hz]
50
50
50
5,5
50
Fases
Fases
Velocidad [rpm]
Velocidad motor [rpm]
1500
1470
1470
Reduccin
MOTOREDUCTOR
CT -309
Reduccin
35,71 : 1
CT - 314 CT - 315 MOTOREDUCTOR CON FRENO CT -309
19.09
19.09
Velocidad de salida [rpm]
42
77
77
Velocidad de salida [rpm]
Peso [kg]
Peso [kg]
Lubricante (ISO VG)
Lubricante (ISO VG)
Cantidad (L)
Cantidad (L)
POLEAS
Motriz
CT - 301
CT - 302
CT - 303
CT - 305
CT - 306
CT - 307
CT - 308
Revestimiento [mm]
12
12
12 [mm]
12
12
12
12
Dim. [mm]
610
508
610
508
508
457
864
Dim. eje [mm]
150
110
135
110
125
90
90
Largo [mm]
1050
910
1500
910
750
750
1500
Motriz
CT - 309
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
TP - 301
Revestimiento [mm]
12 [mm]
Dim. [mm]
508
610
610
500
500
Dim. eje [mm]
90
125
125
Largo [mm]
750
1050
1050
Tabla 2.13 Especificaciones tcnicas correas transportadoras planta N 2 (continuacin)
POLEAS
Motriz
CT - 309
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
TP - 301
lx
Revestimiento [mm]
12 [mm]
Dim. [mm]
508
610
610
Dim. eje [mm]
90
125
125
Largo [mm]
750
De cola
CT - 301
CT - 302
CT - 303
CT - 305
Revestimiento [mm]
10
10
10 [mm]
Dim. [mm]
457
406
610
406
500
500
1050
1050
CT - 306
CT - 307
10
10
12
406
406
660
CT 308
Dim. eje [mm]
90
75
100
75
70
65
65
Largo [mm]
1050
910
1500
910
750
750
1500
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
TP 301
500
500
De cola
CT - 309
Revestimiento [mm]
10 [mm]
Dim. [mm]
457
457
Dim. eje [mm]
70
80
100
1050
1050
CT - 303
CT - 305
CT - 306
CT - 307
Largo [mm]
750
Deflectora Motriz
CT - 301
CT - 302
Revestimiento [mm]
10
10
10
10
10
Dim. [mm]
355
355
355
355
406
CT - 308
Dim. eje [mm]
65
65
65
65
65
Largo [mm]
1050
910
910
750
750
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
TP - 301
CT - 308
Deflectora Motriz
CT - 309
Revestimiento [mm]
10 [mm]
Dim. [mm]
457
355
355
Dim. eje [mm]
70
70
70
Largo [mm]
750
CT - 303
Deflectora
CT - 301
CT - 302
CT - 305
CT - 306
CT - 307
Revestimiento [mm]
10
10
10
10
10
355
Dim. [mm]
355
355
355
355
Dim. eje [mm]
90
65
65
65
55
Largo [mm]
1050
910
910
750
750
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
Deflectora
CT - 309
Revestimiento [mm]
10 [mm]
Dim. [mm]
508
457
457
Dim. eje [mm]
80
80
80
Largo [mm]
750
TP - 301
Tabla 2.13 - Especificaciones tcnicas correas transportadoras planta N 2 (continuacin)
POLEAS
Tensor
CT - 301
CT - 302
CT - 303
CT - 305
CT - 306
CT - 307
Revestimiento [mm]
10
10
10
10
10
Dim. [mm]
457
406
406
406
406
CT - 308
lxi
Dim. eje [mm]
90
75
75
70
70
Largo [mm]
1050
910
910
750
750
Tensor
CT - 309
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
Dim. [mm]
355
355
Dim. eje [mm]
70
70
TP - 301
Revestimiento [mm]
Largo [mm]
POLINES
Estacin De Carga
CT - 301
CT - 302
CT - 303
CT - 305
CT - 306
CT - 307
Cantidad
73
34
40
79
35
CT - 308
4
35
35
20
35
35
35
20
Dim. [pulg]
Clasificacin
CEMA C
CEMA C
CEMA D
CEMA C
CEMA C
CEMA C
Cema E
Estacin De Carga
CT - 309
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
TP - 301
Cantidad
32
143
143
13
13
35
35
35
5
CT - 306
CT - 307
Dim. [pulg]
Clasificacin
Cema C
Cema C
Cema C
Est. Autocentrante De
Carga
CT - 301
CT - 303
CT - 305
CT - 302
Cantidad
35
35
35
Dim. [pulg]
Clasificacin
CEMA C
CEMA C
CEMA C
CEMA C
CEMA C
Est. Autocentrante De
Carga
CT - 309
CT - 310
CT - 313
CT - 314
CT - 315
CT - 312
Cantidad
35
35
35
CT - 308
TP - 301
Dim. [pulg]
Clasificacin
Cema C
Cema C
Cema C
Estacin De Impacto
CT - 301
CT - 302
CT - 303
CT - 305
CT - 306
CT - 307
Cantidad
10
20
20
CT - 308
Dim. [pulg]
Clasificacin
CEMA C
CEMA C
CEMA D
CEMA C
CEMA C
CEMA C
Cema E
Tabla 2.13 - Especificaciones tcnicas correas transportadoras planta N 2 (continuacin)
POLINES
Estacin De Impacto
CT - 309
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
Cantidad
Dim. [pulg]
TP - 301
lxii
Clasificacin
Cema C
Cema C
Cema C
POLINES
Estacin De Transicin
CT - 301
CT - 302
CT - 305
CT - 306
CT - 307
Cantidad
CT - 303
14
2
20
CT - 308
20
20
20
20
Dim. [pulg]
Clasificacin
CEMA C
CEMA C
CEMA C
CEMA C
CEMA C
Estacin De Transicin
CT - 309
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
TP - 301
Cantidad
CT - 308
20
20
20
Dim. [pulg]
Cema C
Cema C
CT - 303
CT - 305
CT - 306
CT - 307
Clasificacin
Cema C
Est. Autocentrante De
Retorno
CT - 301
CT - 302
Cantidad
3
0
Dim. [pulg]
Clasificacin
CEMA C
CEMA C
CEMA C
CEMA C
CEMA C
CEMA C
CEMA C
Est. Autocentrante De
Retorno
CT - 309
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
TP - 301
Cantidad
Dim. [pulg]
Clasificacin
Cema C
Cema C
Cema C
Polin De Retorno
CT - 301
CT - 302
CT - 303
CT - 305
CT - 306
CT - 307
CT - 308
33 c/anillos
33 c/anillos
13 c/anillos
4 c/anillos
Cantidad
30 c/anillos
14 c/anillos
4 tipo V
c/anillos
Dim. [pulg]
Clasificacin
CEMA C
CEMA C
CEMA D
CEMA C
CEMA C
CEMA C
Cema E
Polin De Retorno
CT - 309
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
TP - 301
Cantidad
11 c/anillos
60 c/anillos
60 c/anillos
Dim. [pulg]
Clasificacin
Cema C
Cema C
Cema C
Tabla 2.13 - Especificaciones tcnicas correas transportadoras planta N 2 (continuacin)
DESCANSOS
Polea Motriz
CT - 301
CT - 302
CT - 303
CT - 305
CT - 306
CT - 307
Cantidad
Marca
SKF
SKF
SKF
SKF
SKF
SKF
SKF
Dim. [mm]
150
135
90
SNH 520 617
160
SNL 3134
110
SNH 524 620
125
N de serie
110
SNH 524
-620
SNL 530
SNH 528
CT - 308
SD 3136
lxiii
Polea Motriz
CT - 309
Cantidad
CT - 312
CT - 313
CT - 314
CT - 315
Marca
SKF
Dim. [mm]
Polea De Cola
90
SNH 520 617
CT - 301
SKF
SKF
SKF
SKF
SKF
125
125
100
100
100
SN 522
SN 522
SN 522
CT - 302
CT - 303
Cantidad
CT - 305
CT - 306
CT - 307
CT - 308
Marca
SKF
SKF
SKF
SKF
SKF
SKF
SKF
Dim. [mm]
90
75
100
75
70
65
110
N de serie
SNH 520 617
SNH 517
SNH 522 619
SNH 517
SNH 516 613
SNH 515 612
SNH 524 620
Polea De Cola
CT - 309
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
TP - 301
Cantidad
Marca
SKF
SKF
SKF
SKF
SKF
SKF
80
100
100
100
75
SN 522
SN 522
SN 522
SN 517
CT - 303
CT - 305
CT - 306
CT - 307
CT - 308
SKF
SKF
SKF
SKF
N de serie
CT - 310
SKF
SKF
Dim. [mm]
70
N de serie
SNH 516 613
Tensora
CT - 301
CT - 302
TP - 301
Cantidad
Marca
SKF
SKF
Dim. [mm]
90
75
75
70
65
N de serie
SNH 520 617
SNH 517
SNH 517
SNH 516 613
SNH 515 612
CT - 310
CT - 312
CT - 313
CT - 314
CT - 315
TP - 301
SKF
SKF
SKF
SKF
SKF
65
65
CT - 303
CT - 305
CT - 306
CT - 307
CT - 308
Tensora
CT - 309
Cantidad
Marca
SKF
Dim. [mm]
70
N de serie
SNH 516 613
Polea
Deflectora
Cantidad
SKF
CT - 301
CT - 302
Marca
SKF
SKF
SKF
SKF
SKF
Dim. [mm]
90
65
SKF
65
65
55
N de serie
SNH 520 617
SNH 515 612
SNH 515 612
SNH 515
-612
SNH 512 610
SKF
SKF
Tabla 2.13 - Especificaciones tcnicas correas transportadoras planta N 2 (continuacin)
Polea Deflectora
CT - 309
Cantidad
Marca
SKF
Dim. [mm]
80
N de serie
SNH 518 615
CT - 310
SKF
DESCANSOS
CT CT - 313
312
4
4
SKF
SKF
70
70
CT - 314
CT - 315
TP - 301
SKF
SKF
SKF
lxiv
Polea Deflectora
Motriz
Cantidad
CT - 301
CT - 302
CT 303
CT - 305
2
SKF
SKF
SKF
SKF
CT - 306
CT - 307
CT - 308
Marca
SKF
SKF
Dim. [mm]
65
65
65
65
65
N de serie
SNH 515 612
SNH 515 612
SNL 515 612
ASNH 515
-612
SNH 512 611
CT - 309
CT - 310
CT - 313
CT - 314
CT - 315
TP - 301
SKF
SKF
SKF
Polea Deflectora
Motriz
Cantidad
Marca
SKF
Dim. [mm]
100
SKF
CT 312
2
SKF
SKF
70
70
SKF
N de serie
60
SN 513
Figura 2.20 - Correa transportadora CT-305
2.5.6 Alimentadores vibratorios
En planta N 2 se encuentra una serie de alimentadores pequeos de dos diferentes
tipos, uno electromagntico ver Tabla 2.14 y otro de conjunto excntrico ver Tabla 2.15,
similar a los harneros, los cuales se encuentran al interior del tnel sur y norte
respectivamente. La funcin de ellos es alimentar la correa en forma homognea, con lo
cual el material no cae de golpe sobre la correa que se encuentra debajo de ellos, aquella
lxv
que transporta el material final que se entrega en fbrica. Se cuenta con 8 unidades en el
tnel sur y 8 en el tnel norte.
Alimentador magntico tnel sur: Los alimentadores vibratorios ver Fig. 2.21, del
tipo Syntron de marca FMC Technologies y modelo F-380-E, son unidades de gran
potencia, que se accionan de forma electromagntica. El ensamble es un sistema vibratorio
de dos masas, balanceado dinmicamente, que consiste en un ensamblaje de cubeta, unido a
un mando electromagntico por medio de resorte de lminas.
Figura 2.21 - Alimentador vibratorio electromagntico
La unidad de mando contiene un embobinado con ncleo de aire, ver Fig. 2.22. Este
conjunto se conecta directamente a la parte posterior del bastidor de la unidad de mando.
Un conjunto inducido, que forma parte tambin de la unidad de mando, se sita en forma
opuesta el embobinado con ncleo de aire y se conecta directamente al soporte de la cubeta.
Un conjunto de resorte se sita dentro del bastidor. Esta pila de resortes se fija en ambas
terminaciones, al bastidor y al centro del soporte de la cubeta. La cubeta, el soporte de la
cubeta y el inducido, convierten un grupo, adherido a la unidad de mando, slo hasta el
punto medio del grupo del apilado de resorte de lminas.
lxvi
Figura 2.22 - Ensamblaje tpico alimentador de gran capacidad
Segn la teora de operacin del alimentador, ver Fig. 2.23, la energa es
suministrada al embobinado del alimentador por medio de un control aparte. Este control,
en su forma ms simple, consiste de un rectificador, mecanismo de control, cuadro de
bornes para fusibles, fusibles y un restato de control. El rectificador se usa para convertir
la corriente alteradora en una corriente pulsadora de media onda. Esto se realiza por medio
de un bloqueo de una mitad del ciclo a-c, mientras se permite que la otra mitad fluya hacia
el magneto.
Figura 2.23 - Unidad de manejo de alimentacin
Cada energa de los medios ciclos es seguido de un medio ciclo de flujo de corriente
bloqueada. Durante este medio ciclo, la energa no est disponible para el embobinado de
lxvii
magneto y el embobinado se des-energiza . La fuerza magntica entre el ncleo de aire y
el inducido se libera, y el resorte de lminas puede saltar hacia atrs para alcanzar (y
ligeramente de un lado a otro) su posicin normal. Esto atrae la cubeta, soporte e inducido
hacia arriba y hacia adelante. La unidad se ajusta para limitar la trayectoria del inducido
para que no choque contra el frente del ncleo. El espacio entre el inducido y el ncleo se
llama hueco de aire y su posicin es crtica para la buena operacin del alimentador.
Con respecto al flujo del material, la accin de una partcula de material movindose
en conjunto con la superficie de la cubeta, ver Fig. 2.24. Durante este recorrido vibratorio,
la superficie de la cubeta transita entre su punto ms bajo (A) hasta su lmite ms alto (C).
La cubeta transita a su mayor velocidad entre (A) y (B). An yendo hacia arriba y hacia
adelante, la cubeta se desacelera entre (B) y (C). En el recorrido hacia arriba, la partcula
del material est en contacto con la cubeta desde (A) a (B). En el punto (B), la velocidad se
hace mayor que la de la cubeta y la partcula deja la superficie de la cubeta en una
trayectoria de libre vuelo desde (A) hasta (D). La partcula se ubica atrs en la superficie de
la cubeta, en una posicin mucho ms adelante que (D). Esto completa un ciclo. Cada ciclo
imparte un vuelo de material hacia adelante y hacia arriba, y se posiciona ms lejos junto a
la cubeta hacia la descarga.
Figura 2.24 - Flujo de material en cubeta
Con un equipo que opera desde un suministro de energa de 60 ciclos, el ciclo del
flujo del material se repite 3600 veces por minuto. El ndice de flujo de material es
lxviii
controlado por la variacin del recorrido de la cubeta. El nmero de golpes ser constante,
pero la duracin del recorrido se puede ajustar moviendo el botn del restato para
aumentar o disminuir el ndice de alimentacin.
El recorrido del alimentador es la distancia que la cubeta se desplaza en un ciclo
completo de vibracin. Esto es acompasado desde el lmite hacia arriba y hacia adelante del
recorrido vibratorio, hasta lmite hacia abajo y hacia atrs del mismo. Los alimentadores
Syntron de la serie F, operarn a un mximo recorrido de .060 a un posicionamiento de
mximo control. El recorrido, ver Fig. 2.25, se lee desde un calibre de recorrido en la
plancha marginal del alimentador. Bajo vibracin una V negra aparecer en el calibre. El
recorrido de la unidad puede leerse en el pex de esta V. Las lneas deben parecer negro
slido.
Figura 2.25 - Aplicacin de calibracin de la carrera
Tabla 2.14 - Especificaciones tcnicas alimentador vibratorio electromagntico
Caractersticas Generales
N De Equipo
AV 311 a AV - 318
lxix
Fabricante
FMC
Modelo
F - 380 - E
Capacidad De Diseo [Ton/H]
200
Potencia Requerida [Kw]
1.03
Rango De Carrera De Cubeta [pulg]
0.055 a 0.058
Frecuencia Natural Minima [VPM]
4100
Dimensiones ancho x largo [ pulg x pulg]
30 x 40
Tabla 2.15 - Especificaciones tcnicas alimentador vibratorio tipo excntrico
Caractersticas Generales
N De Equipo
AV 303 a AV - 310
Fabricante
FACO
Modelo
CV 1510 serie A
Capacidad De Diseo [Ton/H]
100
Potencia Requerida [Kw]
3.7
Velocidad [rpm]
Dimensiones ancho x largo [m x
m]
1000
1 x 1.2
2.5.7 Sistema de muestreo
Minera El Way cuenta con un sistema de muestreo para observar y controlar las
caractersticas del material extrado que posteriormente ser procesado en fbrica con una
capacidad operacin de 400 T/h. El sistema de dos etapas, es diseado para asegurar que el
material sea medido a travs del mismo, a un ritmo constante y regular, tal que sern
tomadas muestras exactas y repetibles en cada etapa de reduccin. El sistema se aplica en
donde los principales flujos de corriente son bajo los 2000 T/h, pero bajo condiciones de
consignacin favorables, se puede utilizar a una velocidad de flujo mayor y de tamao de
mineral entre 3 a 0.
El sistema de dos etapas ver Fig. 2.26, Tabla 2.16, Tabla 2.17, esta compuesto por la
mquina de muestra primaria que entrega la muestra al alimentador de correa y luego al
chancador donde el material es reducido. El sistema Ramsey posea originalmente una
lxx
segunda mquina de muestreo, pero en Minera El Way se modific el sistema para
simplificarlo. Con esto la muestra pasa directamente por los ductos hacia la toma de la
muestra que posteriormente se traslada a laboratorio.
Figura 2.26 - Sistema de muestreo ramsey de dos etapas
Tabla 2.16 - Equipos del sistema de muestreo ramsey de dos etapas
ITEM
PARTE
ITEM
PARTE
1
Maquina De Muestra Primaria
5
Chutes De Muestra
2
Alimentador De Correa Primario
6
Maquina De Muestra Secundaria
lxxi
3
4
Conexiones De Prueba
Modulo Del Chancador
Recoleccin De Muestra
La mquina de muestreo primario es diseada para extraer muestras representativas
desde una corriente de materiales acarreados por un transportador o un conducto, adems
para el manejo de precisin en el cortado de muestras, la energa es suministrada por motor
de velocidad nica. La cantidad extrada de muestra se ajusta al variar la frecuencia de
pasada a travs del material que entrega la correa transportadora en el buzn de descarga.
En la secuencia de operacin de la mquina de muestreo primario, trabaja en conjunto un
reajustador automtico tipo timer.
El alimentador compacto de correa de 12 Ramsey / Galigher est diseado para
medir estaciones de muestreo material, sin prdida de contenido fino o humedad. Estos
alimentadores cuentan con variadores de velocidad, virola de bridas, zcalos, compuerta de
corredera ajustable, imn permanente en la polea principal y una construccin a prueba de
polvo (
El chancador de mandbula de muestra marca RHINO de tamao pequeo de es de
laboratorio y de alta produccin. Su funcin es reducir el producto al tamao requerido y
medirlo para la siguiente etapa de muestreo (lo cual en esta minera no se realiza), sin
prdida de contenido fino, mientras se mantiene la prdida de humedad a un nivel
predecible y repetible. Su sistema de lubricacin es de engrase y se realiza automticamente
al comenzar su funcionamiento, operando a intervalos regulares cuando se deja en ciclo de
marcha continua.
Tabla 2.17 - Especificaciones tcnicas sistema de muestreo ramsey
Equipo
N De Equipo
CARACTERISTICAS GENERALES
Muestreador
Alimentador Compacto Chancador Mandbulas
Primario
MT 301a
MT 301b
MT 301c
lxxii
Fabricante
RAMSEY
RAMSEY
RHINO
Modelo
CS-400
12
#1AL
Potencia Requerida [Hp]
0.49
1.005
2.94
Velocidad motor[Rpm]
129
1500
Voltaje [V]
380
380
380
Frecuencia [Hz]
50
50
Capacidad De Operacin [Ton/H]
Velocidad reductor[Rpm]
11
2.5.8 Sistema derivacin neumtica
Para el cambio de la direccin del material chancado en planta N 2 existe una serie
de chutes de derivacin accionados neumticamente ver Fig. 2.27 y Tabla 2.18, con el fin
de alivianar el trabajo de los operadores y realizar este procedimiento desde la sala de
control. Existen tres versiones estndar de chutes de derivacin, la ms comn es el chute
de derivacin operacin neumtica. El mando del faldn es hecho por medio de un cilindro
neumtico lineal y el brazo del faldn es conectado al eje del faldn.
Figura 2.27 - Chute derivacin neumtica
En la operacin neumtica del chute de derivacin usa cilindros lineales, adems
tiene un blindaje resistente a la abrasin, debido a que es usado para productos abrasivos
como el mineral de cal. El suministro de energa se realiza con un solenoide de 220 VAC.
lxxiii
El suministro de aire a la vlvula de solenoide debe ser limpio y seco porque las daara, el
aire es tomado directamente desde la lnea de suministro se instala un secador de aire entre
el suministro t la vlvula de solenoide de mando. Este aire es seco y no lubricado, este aire
no debe exceder la presin de 7 bar
Tabla 2.18 - Especificaciones tcnicas chute derivacin neumtica
CARACTERISTICAS GENERALES
Material Chute
acero dulce
Tamao [mm]
500 x 500
Accionamiento
Neumtico
Capacidad [T/H]
400
2.5.9 Sistema supresor de polvo
En Minera El Way para reducir las emisiones de polvo al ambiente en planta N 2,
cuenta con un sistema colector de polvo del tipo jet pulse ver Fig. 2.28 y Tabla 2.19, por a
su alto rendimiento para grandes volmenes de aire contaminado y gran flexibilidad para
operar en un amplio rango de procesos. Estos equipos poseen un sistema de limpieza por
pulsos de aire comprimido (jet pulse), actuando secuencialmente sobre cada elemento
filtrante, manteniendo al filtro en condiciones de operar a travs del tiempo con bajas y
estables cadas de presin sin necesidad de detener la aspiracin, pese a que requieren la
descarga contina del polvo colectado. Son equipos propicios para procesos continuos y sin
interrupciones.
En la planta N 2 estos medios filtrantes suman un total de cuatro, de tres diferentes
modelos ver Tabla 2.20, los cuales se encuentran ubicados en distintas posiciones, unidos a
los lugares crticos de la planta por medio de tuberas a CT-301, CT-302, CT-305, CT-306,
CT-309, CT-307, CT-308, TV-302, TV-303, TV-304 y TV-305 y manteniendo un medio
ambiente libre de polucin.
lxxiv
El funcionamiento de estos equipos es bastante simple, pues el aire o gas
contaminado ingresa al colector a travs del ducto de entrada. Un bafle interno distribuye
uniformemente el gas en el interior del housing y el particulado pesado cae hacia la tolva.
El gas contaminado sigue su recorrido y luego pasa a travs de un nmero de mangas que
retienen las partculas sobre la cara externa mientras el gas limpio avanza hacia el mdulo y
ducto de salida.
Las partculas recolectadas sobre las mangas forman una capa de polvo las cuales
disminuyen la porosidad de estas. Cuando la capa de polvo aumenta, forma un queque
sobre la manga, disminuyendo el volumen de aire de ventilacin y aumentando la cada de
presin. Estas cadas de presin son medidas con un manmetro o presostato, y para
mantenerlas moderadas, se remueve el polvo acumulado sobre las mangas con el ciclo de
limpieza.
El sistema de limpieza consta de un secuenciador que recibe seal elctrica desde el
panel de control cuando el diferencial de presin aumenta. El secuenciador acta
elctricamente sobre los solenoides, los que a su vez activan las vlvulas diafragmas. Estas
vlvulas entregan un pulso de aire a alta presin, proveniente desde un compresor y se
distribuye hacia el interior de las mangas por medio de caeras de soplado. El pulso de aire
genera un flujo reverso que expande las mangas y remueve el polvo colectado.
El proceso de limpieza ocurre hilera por hilera, dado que las mangas se ubican en el
interior del colector de la misma forma. Por lo tanto, solo una parte del proceso de filtrado
es interrumpido para la limpieza por el flujo reverso, permitiendo que el resto de las hileras
funcionen normalmente y asegurando que la ventilacin sea continua. El polvo recolectado
por las mangas al desprenderse por efecto del pulso de aire comprimido, cae directamente
en la tolva, desde donde es evacuado por algn sistema de transporte neumtico o
mecnico.
lxxv
Figura 2.28 - Sistema jet pulse
Tabla 2.19 - Parte del sistema jet pulse
ITEM
COMPONENTE
ITEM
COMPONENTE
Bolsa De Filtro
Cronometro - Remoto
Canastilla De Retencin
Empotramiento
Venturi
Cmara De Sobre presin (Plenum)
Laminas De Tubos
Tolva
Tubo De Sople
Aparato De Descarga
Apertura
Entrada
Vlvula De Diafragma
Difusor De Entrada
Tizn De Aire Comprimido
Manmetro De Presin Diferencial
Vlvula De Solenoide
Interruptor De Presin Diferencial
Tabla 2.20 - Caractersticas tcnicas baghouse
TEM
BAGHOUSE 1
BAGHOUSE 2
BAGHOUSE 3
lxxvi
tag
FM - 301 - 1
modelo
144TB-BHT-100
FM-301, FM-303 FM-307, FM-313, FM-312
144TB-BHT-64
72TB-BVT-36
3
cantidad
n vlvulas solenoides
10
n mangas
100
64
56
Largo de mangas [pulg.]
144
144
72
rea filtro [ pies ]
1944
1244
550
aire comprimido requerido normal [pies / min ]
14,2
12,9
12,9
aire comprimido requerido mximo [pies / min ]
54
43,2
32,4
temperatura del aire [ F ]
100
100
100
tamao partcula [ micrn ]
150 a 200
150 a 200
150 a 200
volumen aire actual [pies / min ]
3000
3000
1800
velocidad intersticial [pies / min ]
264
408
150
carga en ductos [ grs / DSCF ]
8 a 12
8 a 12
5 a 10
eficiencia filtracin [gramos / scfm] emisin
mxima
entre 2 o 4 pulgadas de presin diferencial
y un tamao de partcula mayor a 5 micrn
0,02
0,02
0,02
CAPITULO 3
ANALISIS DE HISTORICOS DE EQUIPOS
lxxvii
3.1 Registro actual
En los aos en que Minera El Way lleva operando, nunca se ha realizado un registro
confiable de los histricos en el rea de mantencin para mejorar y observar el desempeo
de equipos como de gestin del personal de mantencin. Las razones de por qu no se
realiza un detallado registro de estos indicadores son diversas. Una de las causas principales
es la falta de una persona dedicada a esta funcin, como tambin la indulgencia por parte de
gerencia de este tipo de registro de control.
Los registros existentes no son confiables, por el simple hecho de que se le
atribuyen, por ejemplo, trabajos, materiales, horas y personal, a otros equipos, en los cuales
no se ha realizado el trabajo indicado para dicho registro. Por este motivo, no se realizar
un anlisis a esta informacin disponible y confeccionada por parte del rea de mantencin.
3.2 Informacin a utilizar
La informacin que se ocupar como base para determinar qu equipo es ms
importante en los sistemas de las plantas de chancado para la aplicacin de la tcnica de
administracin de mantencin, ser extrada de los reportes diarios realizados por el
operador de planta correspondiente para ser analizada.
En planta N 1 el reporte diario es confeccionado manualmente en contraste para
planta N 2 se alimenta un sistema computacional disponible en la red de Minera El Way,
en estos reportes se encuentra informacin diversa como tipos de fallas, duracin de las
fallas, cantidad de energa utilizada, tiempo de operacin, etc.
La informacin extrada del reporte diario por cada planta se utiliz la cantidad de
fallas y su duracin respectiva para cada equipo en cuestin, elaborando tablas mensuales
para cada planta tomando un periodo de 6 meses entre octubre del 2007 y marzo del 2008,
ver anexo A-3 Cantidad De Fallas, Duracin Periodo Octubre 2007 - Marzo 2008 planta N
lxxviii
1 y A-4 Cantidad De Fallas, Duracin Periodo Octubre 2007 - Marzo 2008 planta N 2. Con
la informacin obtenida de los anexos anteriores se obtiene la frecuencia y horas de fallas
por cada equipo correspondiente por cada planta, con ella se obtiene el grfico de Pareto,
con esto se determina que equipos estn provocando mayor tiempo de detencin.
Tabla 3.1 - Frecuencia y cantidad de fallas por equipo planta N 1
Planta N 1 Periodo Octubre 2007 A Marzo 2008
Cdigo
Descripcin Del Equipo
Cantidad Fallas
Duracin Fallas [Hr]
% Tiempo
% Tiempo Acumulado
DF-101 laminas
38
43,13
23,61%
23,61%
DF-110 HAR 2
14
35,7
19,55%
43,16%
DMI chancador
23
33,00
18,07%
61,22%
DF-105
21,65
11,85%
73,08%
DF-107
20,60
11,28%
84,36%
DF-106 HAR 1
11,36
6,22%
90,58%
DF-104
10,70
5,86%
96,44%
DF-108
6,30
3,45%
99,89%
10
DF-110 A
0,2
0,11%
100,00%
11
DF-108 A
0,00%
100,00%
TOTAL
96
182,64
Figura 3.1 - Histograma de pareto planta N 1
Tabla 3.2 - Frecuencia y cantidad de fallas por equipo planta N 2
Planta N 2 Periodo Octubre 2007 A Marzo 2008
lxxix
Cdigo
Descripcin Del Equipo
Cantidad Fallas
Duracin Fallas [Hr]
% Tiempo
% Tiempo Acumulado
CH-302
83
184,05
45,41%
45,41%
HA-301
46
75,96
18,74%
64,15%
CT-305
10
41,17
10,16%
74,31%
CH-301
46
25,73
6,35%
80,66%
TP-301
16,43
4,05%
84,71%
HA-302
13,25
3,27%
87,98%
CT-301
26
12,45
3.07%
91,05%
AV-301
15
12,16
3,00%
94,05%
RAMSEY
23
10,63
2,62%
96,68%
10
CT-308
10
3,88
0,96%
97,63%
11
CT-306
3,09
0,76%
98,40%
12
CT-302
2,2
0,54%
98,94%
13
CT-315
1,97
0,49%
99,43%
14
CT-314
1,23
0,30%
99,73%
15
CT-309
0,77
0,19%
99,92%
16
CT-303
0,33
0,08%
100,00%
17
CT-307
0,00%
100,00%
18
CT-312
0,00%
100,00%
19
CT-313
0,00%
100,00%
TOTAL
291
405,3
Figura 3.2 - Histograma de pareto planta N 2
De la informacin entregada por los 2 histogramas se pueden desprender que en
planta N 1 los mayores problemas se estn provocando en los equipos DF-101, DF-110
lxxx
HARN 2, DMI y DF-105, ver Fig. 3.1 y Tabla 3.1, en planta N 2 son CH-302, HA-301,
CT-305 y CH-301, ver Fig. 3.2 y Tabla 3.2, por ende a estos equipos se les realizar el plan
de mantencin con su correspondiente pautas de mantencin, para lograr tal objetivo se
elegir y aplicar alguna tcnica de administracin de mantencin, esta se indicar en los
prrafos posteriores.
CAPITULO 4
DECISIN
lxxxi
4.1 Anlisis metodologa de mantencin
Bien conocido es el innegable auge que ha tenido el mantenimiento en las ltimas
dcadas. Las empresas valoran y se preocupan cada vez ms de esta funcin, que hoy en da
maneja costos relevantes e influye de manera importante en el xito productivo de la
industria. Tambin es conocido, aunque principalmente slo dentro del mbito de los
mantenedores, que se reciben mayores y ms agobiantes presiones de mejorar la gestin de
mantencin. El problema de cmo mantener es ahora relevante. Esta situacin ha puesto
a los tericos en la materia en accin, generando una avalancha de tcnicas y metodologas
de xito probado en muchas empresas, pero tambin de fracasos en otras tantas. Esta
avalancha le llega finalmente a quien tiene la responsabilidad de los resultados de
mantencin, el que tarde o temprano se enfrenta a la decisin de seleccionar una solucin
para lograr las esperadas mejoras. Asimismo, es importante seleccionar la metodologa y las
condiciones que se deben cumplir para su implementacin exitosa, aspectos que se suponen
conocidos. Se distinguen dos tipos de metodologas, claramente identificables por el mbito
en que actan.
Metodologas de ejecucin de mantencin
Metodologas de administracin de mantencin.
Las primeras definen las intervenciones a realizar en los equipos e instalaciones
(qu hacer y cundo hacer), mientras que las segundas definen cmo administrar los
recursos para llevarlas a cabo.
4.1.1 Metodologas de ejecucin de mantencin
lxxxii
La siguiente Fig. 4.1 muestra las metodologas de ejecucin disponibles y como
stas se relacionan
Mantencin
Correctiva
Mantencin
Preventiva
Segn
Periodo Fijo
Segn
Condicin
Figura 4.1 - Metodologa de ejecucin de mantencin
La mantencin correctiva implica intervenir cuando la falla ya se ha producido. Este
tipo de mantencin, aunque parezca obsoleta, es an vlida en muchos casos. En la
mantencin preventiva en cambio, se interviene el equipo antes de que la falla se produzca,
logrando as prevenirla. Dentro de la mantencin preventiva existen dos opciones:
Intervenir en forma peridica, con un perodo fijo predeterminado, que puede ser
medido en tiempo calendario, horas de operacin o unidades de produccin.
Intervenir cuando la condicin del equipo indique que la falla est prxima a
ocurrir, para lo cual obviamente se requiere medir permanentemente tal condicin.
Las lneas del esquema indican los procesos de decisin que debe enfrentar el
mantenedor. Primero entre mantencin correctiva o preventiva y luego, si se decidi por
mantencin preventiva, si sta se ejecutar segn perodo fijo o segn condicin.
lxxxiii
4.1.2 Metodologas de administracin de mantencin
Las metodologas orientadas a la administracin no tienen una relacin directa entre
ellas. Sin embargo al estudiarlas con mayor detencin, se descubre que los conceptos y
mtodos que las sustentan son en gran medida comunes, ver Tabla 4.1. Las ms utilizadas y
nombradas actualmente son las siguientes:
Mantencin productiva total TPM
Mantencin de calidad total TQM
Mantencin basada en la confiabilidad - RBM
Todas estas tcnicas tienen conceptos comunes, que sin duda son la base del xito
de su aplicacin, y sus diferencias radican fundamentalmente en la forma de desarrollar
dichos conceptos. Las principales caractersticas que identifican a estas metodologas son:
Participacin
Integracin
Focalizacin de esfuerzos
Simplicidad
Mejoramiento continuo
Participacin: Este concepto es de gran relevancia y tiene que ver con la activa
participacin de todos los niveles organizacionales, como nico camino para lograr
eficiencia y resultados exitosos. En este caso de mantencin, la participacin debe darse,
por ejemplo, en los procesos de mejoramiento continuo y uso de herramientas
computacionales. En especial, se debe integrar tambin a los procesos de mantencin al
operador de equipos, como evaluador y, tambin como mantenedor (efectuando actividades
de mantencin de baja especializacin). Este ltimo concepto se conoce con el nombre de
lxxxiv
mantenimiento autnomo . La poli-funcionalidad, concepto de amplio uso actualmente,
tambin es una forma de participacin.
Integracin: El esquema moderno de una organizacin de mantencin ayuda a
entender este concepto. En sta, cada rea productiva tiene sus propios recursos de
mantencin (descentralizacin) y la jefatura de cada proceso es responsable de la
mantencin y operacin de los equipos (integracin mantencin - operacin). Por otro lado,
los mantenedores de cada rea efectan los trabajos rutinarios y de baja especializacin,
tendiendo a la poli-funcionalidad (integracin de especialidades). Para los trabajos y
labores administrativas de mantencin de mayor especializacin, se cuenta con un
departamento centralizado que presta servicios a las reas. Tanto la poli-funcionalidad
como el mantenimiento autnomo, se dan con ms facilidad en una organizacin integrada.
Focalizacin de esfuerzos: Se trata de destinar los recursos y, en general, los
esfuerzos a los pocos problemas que provocan la mayor parte de las prdidas. Este proceso
requiere de un constante anlisis de informacin para poder detectar cules son los focos
crticos. El objetivo y quehacer de toda organizacin dentro de la empresa debe estar
enfocado de alguna forma al objetivo de produccin de la misma.
Simplicidad: Es sabido que los procesos simples son los que ms fcilmente
perduran en el tiempo y es a travs de los cuales se logran los mayores beneficios. Luego,
en todo anlisis o recomendacin es necesario buscar la simplicidad, evitando la
implementacin de procesos engorrosos o sofisticados cuyos beneficios son marginales.
Mejoramiento contino: El mejoramiento continuo de equipos corresponde a la
tarea de analizar las prdidas y definir soluciones tcnicas para disminuirlas. Estas
soluciones son, por ejemplo, modificaciones a la instalacin, cambio de materiales y
calidades de repuestos, modificaciones de perodos o tipos de mantencin, etc. Para que
este proceso sea realmente continuo, es necesario destinarle atencin y recursos
lxxxv
permanentes. Debe constituir una funcin normalizada y presente en todo momento en la
organizacin y no debe realizarse slo en forma espordica. El mejoramiento continuo es
una estrategia ampliamente probada en el mantenimiento moderno, comprobndose que los
recursos destinados a este proceso son los que producen los mayores beneficios. El
mecanismo utilizado para llevarlo a cabo es el trabajo grupal, consistente en la formacin
de grupos (equipos) interdisciplinarios debidamente entrenados.
La participacin y la integracin son los principales factores que hacen que estas
metodologas acten sobre la administracin de mantencin. Su implementacin requiere
de un fuerte liderazgo y compromiso, no slo de toda la organizacin de mantencin, sino
tambin del nivel ejecutivo de la empresa.
Cada una de las tcnicas mencionadas se caracteriza por centrar su atencin en
ciertos aspectos claves. La siguiente tabla muestra cmo los conceptos comunes de
participacin y focalizacin se plasman en estos aspectos claves. El resto de los conceptos
comunes discutidos estn siempre presentes, aunque no marcan diferencia entre una tcnica
y otra.
Tabla 4.1 - Metodologa de administracin de mantencin
Metodologa
TPM
TQM
RBM O RCM
Parmetros Al Que Se Focaliza
Produccin
Calidad
Confiabilidad
Mecanismo De Participacin
Mantenimiento Autnomo Grupos De Accin
Circulo De Calidad
Grupos De Anlisis
4.2 Necesidades de mantencin
Antes de intentar determinar la conveniencia de aplicar una u otra metodologa de
mantencin, se debe identificar las necesidades bsicas de mantencin. Esto es, lo que se
busca satisfacer con la aplicacin de alguna de las tcnicas disponibles. Los equipos e
instalaciones de cualquier proceso productivo provocan gastos y mermas en la capacidad de
lxxxvi
producir. El objetivo de mantencin, basado en controlar estas prdidas, se puede enunciar
entonces de la siguiente manera.
Entregar una Determinada Capacidad Productiva a un Mnimo Costo
El primer paso obvio entonces, es el de medir adecuadamente estos costos y
prdidas de capacidad productiva. En las mermas de capacidad productiva no slo se debe
considerar las detenciones, sino tambin otras que suelen ser mucho ms relevantes de lo
esperado, como por ejemplo las siguientes:
Prdidas por operacin bajo las condiciones de rendimiento nominal.
Tiempos requeridos para reprocesar productos defectuosos producidos por
desajustes de los equipos.
Detenciones de corta duracin pero de alta frecuencia, no informadas y
solucionadas por el operador.
Luego de contar con informacin detallada de costos y prdidas, puede pensarse que
se est en condiciones de procesar y decidir el mejor tipo de mantencin a aplicar. Sin
embargo esto es impracticable, entre otras razones por las siguientes:
La cantidad de informacin a procesar es de tal envergadura, que incluso contando
con un sistema computacional para hacerlo, no es posible procesarla y analizarla
con una cantidad razonable de recursos.
Las tcnicas matemticas disponibles para simular y determinar el efecto de aplicar
distintas metodologas de mantencin no se pueden utilizar en forma masiva, dado
que normalmente no se comportan segn la teora, por lo que requieren de mucha
dedicacin y conocimiento para interpretar adecuadamente los resultados.
Esta situacin lleva a la necesidad de focalizar los esfuerzos como nica solucin.
La proposicin es hacerlo centrndose slo en los mayores costos y prdidas de capacidad
productiva. Luego, para determinar el tipo de mantencin a aplicar, es necesario dejar de
lxxxvii
lado los anlisis globales y centrarse en anlisis especficos y slo de las prdidas
relevantes. Esta es la nica manera de conseguir grandes resultados con esfuerzos
razonables y evitar resultados marginales con grandes esfuerzos.
De esta manera, la metodologa de mantencin a aplicar surge como una solucin a
una prdida relevante, pudiendo abarcar a una instalacin, a un equipo o a un componente,
segn sea el que provoca dicha prdida. La idea es evitar decir implementaremos una
mantencin sintomtica, sino decir ms bien se solucionar esta prdida implementando
una mantencin sintomtica.
Finalmente, de acuerdo a lo expuesto, se puede enunciar las siguientes dos
conclusiones que representan las necesidades de mantencin buscadas.
La metodologa de mantencin a aplicar surge del anlisis caso a caso de los
mayores costos y prdidas.
La metodologa de mantencin a aplicar no depende de los equipos, sino de como
stos estn insertos e influyen en el proceso productivo.
4.3 Determinacin de metodologas a aplicar
Para efectuar el desarrollo de este punto, se tratarn aparte los dos grupos de
metodologas definidos, pues las consideraciones del anlisis y por lo tanto las conclusiones
son distintas. Aqu no se tomara en cuenta las metodologas de ejecucin de mantencin
porque acuerdo a lo expuesto en el punto anterior, no nos encontramos ante un caso
especfico, un costo o prdida relevante y no cumplen el fin de este trabajo que es
determinar una metodologa de administracin de mantencin.
Segn lo indicado anteriormente, es claro que estas metodologas de administracin
no pueden coexistir. Es necesario optar por una de ellas y esta decisin debe ser compartida
por el nivel ejecutivo, ya que este ser parte importante en el xito de la implementacin.
lxxxviii
No existe alguna razn por la cual elegir una en vez de otra. Todas pueden dar los
resultados esperados, como as lo demuestran las innumerables aplicaciones exitosas que
puede mostrar cada una. Lo realmente importante es que se implementen en la forma
correcta, de manera de asegurar que los aspectos comunes discutidos den sus frutos.
Los siguientes aspectos son bsicos para una buena implementacin de cualquiera
de ellas. Si stos no estn presentes, ms vale desistir ante el inminente riesgo de enfrentar
un fracaso:
Liderazgo del nivel superior
Participacin de todos los niveles organizacionales.
Asegurar competencia (capacitacin)
Infraestructura adecuada (invertir)
Tal vez la nica recomendacin que se pueda dar respecto a seleccionar una u otra
metodologa, es que conviene usar TQM slo si existe en la empresa como un todo el
concepto de calidad total implementado o por implementarse. De no ser as, es
recomendable pensar en alguna de las otras (TPM o RBM) que son ms orientadas a la
problemtica de mantencin en particular. Por lo mencionado anteriormente no se estudiar
las caractersticas del TQM.
Finalmente, cabe mencionar que es claro que en un ambiente en donde se est
utilizando una metodologa de administracin, se facilita el proceso de determinar las
metodologas de ejecucin, ya que los conceptos de participacin, focalizacin y
mejoramiento continuo estarn ya funcionando.
4.4 Mantencin productiva total
Esta tcnica ensea cmo obtener la mxima disponibilidad del equipo y la
funcin que esta realiza. Este mtodo persigue obtener la mxima efectividad del equipo
por medio del establecimiento de un sistema de mantencin programada que cubra el total
lxxxix
de su vida til. Las personas con mayor posibilidad de detener anomalas en el equipo son
los operadores, ellos tienen contacto con la mquina la mayor parte del tiempo. Si se les
capacita podr detectar y prevenir averas. TPM implica:
Tener por objetivo el uso ms eficiente del equipo.
Establecer un sistema de mantenimiento productivo en toda la empresa, para la vida
entera del producto.
Exigir la implicacin de todos los departamentos.
La involucracin de todos los empleados
Promocionar el mantenimiento productivo a travs de la motivacin.
Los cinco pilares del desarrollo de TPM:
1. Llevar a cabo actividades de mejora diseadas para aumentar la eficacia del equipo
(eliminando las seis grandes prdidas).
2. Establecer un sistema de mantenimiento autnomo que se realice por los operarios,
despus de que hayan sido debidamente capacitados y adquirido la destreza para
que puedan prevenir y corregir fallas.
3. Establecer un sistema de mantenimiento planificado.
4. Establecer cursos de formacin (capacitacin) permanente a los trabajadores y
aumentar su nivel tcnico.
5. Establecer un sistema para el desarrollo de mantenimiento productivo y la gestin
temprana del equipo.
Todos estos conceptos se fusionan, surgiendo as el mantenimiento productivo.
4.4.1 Conceptos importantes del TPM
Mantenimiento preventivo: Se dirige a la prevencin de averas y defectos. Las
actividades diarias incluyen chequeos del equipo, controles de precisin, hacer una revisin
xc
total o parcial en momentos especficos, cambios de aceite, lubricacin, etc. Adems los
trabajadores anotan los deterioros observados en el equipo para saber cmo reparar o
reemplazar las piezas gastadas antes de que causen problemas. Con equipo y tecnologa se
pueden hacer chequeos ms precisos.
Mantenimiento relacionado con las mejoras: Se lleva con la intencin de mejorar el
equipo y reducir averas, adems hace que el equipo sea ms fcil de mantener. Se
identifican los puntos dbiles del equipo y se hacen mejoras en el diseo para eliminarlas.
Prevencin del mantenimiento: Se utiliza en el desarrollo de equipos nuevos. Se
intenta que el equipo sea ms fiable, ms fcil de cuidar y ms accesible al usuario.
Mantenimiento Productivo Total: Ampla el rango del mantenimiento productivo e
involucra a todos los niveles de la organizacin.
4.4.2 Caractersticas y objetivos del TPM
TPM pone nfasis en la prevencin, y se basa en los siguientes 2 puntos:
1. Mantenimiento de las condiciones normales o bsicas de instalacin. Para su
realizacin, los operarios deben impedir el deterioro de la mquina limpiando,
haciendo peridicamente chequeos de precisin sobre el equipo, lubricando,
apretando tuercas y tornillos, etc.
2. Descubrimiento temprano de las anormalidades. Mientras se llevan a cabo estas
actividades, los operarios deben utilizar sus propios sentidos en las respuestas a las
anormalidades.
4.4.3 Dos metas principales del TPM
1. Desarrollo de las condiciones ptimas en el taller como un sistema hombre-mquina
(personas trabajando conjuntamente y cerca de las mquinas).
2. Mejorar la calidad general del lugar de trabajo.
xci
4.4.4 Seis grandes prdidas
Prdidas Por Averas
Impedir el deterioro acelerado.
Mantenimiento de condiciones bsicas del equipo.
Adherirse a las condiciones correctas de operacin.
Mejorar la calidad del mantenimiento.
Hacer que el trabajo de reparacin sea ms que una medida transitoria.
Corregir debilidades del diseo.
Aprender lo mximo de cada avera.
Prdidas por Preparacin y Ajustes
Revisin de la precisin de montaje del equipo, plantillas y herramientas.
Promocionar la estandarizacin.
Prdidas por Tiempos Muertos y Paradas Pequeas.
Hacer una observacin cuidadosa de lo que est pasando.
Corregir defectos leves.
Determinar las condiciones mejores.
Prdidas por Reduccin de Velocidad
Defectos de Calidad y Trabajos Rehechos.
Prdidas de Arranque
Prdidas entre la puesta en marcha y la produccin estable.
4.4.5 Mantenimiento autnomo
xcii
El mantenimiento autnomo se implementa en dos fases, la primera fase consiste
en:
Juntar a produccin y mantenimiento para seguir una meta en comn.
Estabilizar las condiciones de los equipos y reducir el deterioro acelerado.
Fase dos reside en ayudar a los operarios a conocer el equipo, el operario deber de
ser capaz de:
Detectar anormalidades y realizar mejoras.
Entender la importancia de la lubricacin correcta.
Entender la importancia de la limpieza.
Mejorar el equipo.
Restaurar las anormalidades.
Los pasos a seguir para establecer el mantenimiento autnomo son:
Limpieza inicial.
Eliminar fuentes de contaminacin y reas inaccesibles.
Creacin de estndares de limpieza y lubricacin.
Inspeccin general.
Inspeccin autnoma.
Organizacin y orden del lugar de trabajo.
Programa de mantenimiento totalmente implantado.
En el proceso de establecer un sistema de TPM en una industria, el personal de lnea
se entrena y se motiva a aplicar tcnicas estadsticas. Este personal es capaz de analizar sus
problemas y responder con estrategias adecuadas para lograr cero defectos.
La calidad en los productos, desde el punto de vista de TPM, demanda que sean
creados por trabajadores motivados y entrenados, con equipo operado y mantenido en las
xciii
mejores condiciones. La calidad desde este punto de vista, no es algo que se pueda
controlar, por lo tanto es aparente que el mantenimiento adecuado produce la calidad que
cumple con los estndares. El objetivo de TPM, es la eliminacin de prdidas
No es una exageracin el afirmar que el xito de TPM depende primero de una
fuerte determinacin de la alta gerencia y segundo del administrador de la oficina de TPM,
la cual es responsable por la planeacin total que rodea todos los aspectos de las actividades
de TPM y tambin en la asistencia de otros departamentos relacionados con el programa.
Las cinco medidas de contencin para llegar a los cero defectos. La estrategia bsica
para lograr cero defectos es exponer los defectos escondidos y deliberadamente interrumpir
operaciones antes de que ocurran las cadas de mquinas para remediar los defectos del
equipo prontamente. Existen muchas medidas de contencin que se pueden llevar a cabo,
pero no podemos esperar mucho, si las realizamos de manera aleatoria. Organizando estas
medidas, en cinco medidas de contencin bsicas contra las principales causas de cadas de
mquina, y bajo la especial y sistemtica ejecucin de estas, cero cadas se puede llegar a
alcanzar. Las medidas de contencin propuestas son:
1. Establecer las condiciones bsicas del equipo (limpieza, lubricacin, y ajuste).
2. Apegarse a las condiciones de uso del equipo.
3. Restaurar las partes deterioradas.
4. Corregir debilidades del diseo.
5. Mejorar las habilidades de operacin y de mantenimiento.
xciv
4.5 Mantenimiento basado en la confiabilidad
La metodologa expuesta trata la forma que deben ser dirigidos los esfuerzos, para
mantener la funcin que realizan los equipos ms que a los equipos mismos, donde la
funcin interesa ms desde el punto de vista productivo; en resumen se persigue que las
mquinas fallen lo menos posible y una vez que han fallado que se pongan en
funcionamiento rpidamente, es decir en el menor tiempo posible. Mantenimiento Centrado
o Basado en la Confiabilidad (RCM) es un proceso lgico y tcnico para determinar los
requerimientos apropiados de las tareas de mantenimiento y as poder alcanzar la
confiabilidad de diseo del sistema bajo condiciones operacionales especficas en un
ambiente operacional especfico.
No se puede alcanzar una confiabilidad mayor que aquella que fue diseada en los
sistemas por sus diseadores. Cada componente tiene sus propios y nicos modos de falla
con sus respectivas tasas de falla. Cada combinacin de los componentes es nica y la falla
de un componente puede que lleve a la falla de otros. Cada sistema opera en un ambiente
nico que consiste en ubicacin, altitud, profundidad, atmsfera, presin, temperatura,
humedad, salinidad, la exposicin a productos o fluidos del proceso, rapidez, aceleracin,
etc. Cada uno de estos factores puede influenciar los modos de falla haciendo algunos ms
dominantes que otros.
Generalmente, los manuales tcnicos recomiendan un programa de mantenimiento
para el equipo y los sistemas. Dentro de lo que puede, algunas veces toman en cuenta
diferentes ambientes operacionales. El RCM es un mtodo que ayudar a encontrar el
propio rumbo con respecto al mantenimiento de la flota, de la planta y de las instalaciones.
xcv
4.5.1 Los 7 pasos del proceso RCM
1. Identificar el equipo/sistema a ser analizado
2. Determinar sus funciones
3. Determinar qu es lo que constituye la falla de esas funciones
4. Identificar los modos de falla que causan aquellas fallas funcionales
5. Identificar los impactos o efectos de la ocurrencia de esas fallas
6. Usar lgica RCM para seleccionar tcticas apropiadas de mantenimiento
7. Documentar su programa final de mantenimiento (sujeto a perfeccionamiento
conforme vaya obteniendo experiencia operacional).
xcvi
Figura 4.2 - Proceso de RCM
En el primer paso, el profesional de RCM debe decidir que analizar, ver Fig. 4.2.
Son las partes o equipos ms crticos los que requieren mayor atencin. Hay muchos
criterios posibles y algunos de ellos son:
Seguridad del personal
Cumplimiento con normas ambientales
Capacidad de produccin
Calidad de la produccin
Costos de produccin (incluyendo costos de mantenimiento)
Imagen pblica
Cuando ocurre una falla en algn sistema, el equipo o dispositivo puede tener
distintos grados de impacto en estos criterios, desde ningn impacto hasta alto riesgo y
desde impacto menor hasta impacto mayor. A cada uno de estos criterios e impactos se
le puede asignar un peso. Los partes o equipos con mayor impacto combinado sobre todos
los criterios deberan ser analizados primero.
Las funciones de cada sistema son lo que los sistemas hacen de una manera activa o
pasiva. Las funciones activas son generalmente aquellas obvias por las que nombramos
nuestro equipo. Algunos sistemas tambin tienen funciones secundarias o hasta protectoras
menos obvias. Es importante notar que algunos sistemas no desempean su rol activo hasta
que ocurre algn otro evento, tal como los sistemas de seguridad. Este estado pasivo de los
sistemas hace que las fallas sean difciles de encontrar y que se encuentren cuando ya es
demasiado tarde.
Cada funcin tiene tambin su conjunto de lmites operacionales. Estos parmetros
definen la operacin normal de la funcin. Cuando el sistema opera fuera de estos
xcvii
parmetros normales, se considera que ste ha fallado. La definicin de las fallas
funcionales sigue estos lmites. Se puede dar que las fallas de nuestros sistemas estn
caracterizadas por condiciones altas, bajas, abiertas cerradas, de encendido, de apagado, de
ruptura, de inestabilidad, de bloqueo, etc.
Existen dos enfoques para determinar funciones que dictan la manera en que se
llevar a cabo el anlisis. Una alternativa es la de fijarse en las funciones del equipo. Pensar
en todos los modos de falla que sean necesarios para imaginarse todo lo que pueda fallar en
un montaje de un nivel relativamente alto. Este enfoque es bueno para determinar los
principales modos de falla pero puede omitir algunos menos obvios. Otra alternativa es la
de fijarse en las funciones de las partes. Esto se hace dividiendo el equipo en montajes
(ensamblajes) y partes, muy parecido a cuando se desarma el equipo. Cada parte tiene sus
propias funciones y modos de falla. En resumen, un modo de falla es cmo el sistema
falla al desempear su funcin. No todas las fallas son iguales. Las consecuencias de las
fallas son sus efectos en el resto del sistema, la planta y el ambiente operacional en las
cuales estn sucediendo.
Al saber las consecuencias de cada falla podemos determinar si la falla es
merecedora de prevencin, esfuerzos para predecirla, algn tipo de intervencin peridica
para evitarla, rediseo para eliminarla o simplemente ninguna accin. La Fig. 4.3 muestra
grficamente la lgica del RCM. Esta nos ayuda a clasificar las fallas como ocultas o no y a
ver si tienen impactos en la seguridad, en el medio ambiente, en la produccin o en el
mantenimiento. Para simplificar el diagrama clsico de la lgica del RCM se mostrarn las
preguntas clasificadoras de fallas cercanas al final del rbol de lgica. Las investigaciones
de los modos de fallas revelan que la mayora de las fallas de los sistemas complejos
compuestos de componentes mecnicos, elctricos e hidrulicos fallaran en una manera
aleatoria es decir que no son predecibles bajo ningn grado de confianza.
xcviii
Sin embargo, muchas de estas fallas podrn ser detectadas antes de que lleguen a un
punto en el cual la falla funcional ya pueda ser considerada como ocurrida. Al encontrar
fallas en este estado fallido temprano podemos evitar las consecuencias en el desempeo
general. Ya que la mayora de las fallas son de una naturaleza aleatoria, la lgica RCM
primero pregunta si es posible detectarlas a tiempo para evitar la prdida de la funcin del
sistema. Si la respuesta es afirmativa, entonces el resultado es la necesidad de un monitoreo
de condicin.
xcix
Figura 4.3 - Lgica de decisin de RCM
Para evitar el evento de una falla funcional debemos monitorear con la mayor
regularidad posible para as estar seguros de detectar la deterioracin con tiempo suficiente
como para actuar antes de que la funcin se pierda. Si la falla no es detectable con
suficiente tiempo como para evitar la falla funcional, la lgica nos pregunta si es posible
reparar el modo de falla de la parte o equipo para reducir la tasa de falla.
Algunas fallas son bastante predecibles, an si no pueden ser detectadas
tempranamente. Puede que estas fallas sean difciles de detectar mediante el monitoreo de
condicin con suficiente tiempo como para evitar la falla funcional, o pueden ser tan
predecibles que el monitoreo para aquello, que es obvio, sea innecesario.
Si es que no es prctico reemplazar componentes o devolverles su condicin de
como nuevos por medio del uso de alguna accin basada en el tiempo, entonces puede
que sea posible cambiar el equipo entero. Generalmente, esto tiene sentido si la prdida de
la funcin es demasiado crtica, ya que esto implica una poltica de repuestos para apoyar
este enfoque. Quizs el costo de la produccin perdida en el tiempo de detencin asociado
con el reemplazo de partes es muy caro y el costo del reemplazo completo es menor.
Si el modo de falla es aleatorio puede que no tenga sentido reemplazar el
componente en base al tiempo porque se podra estar reemplazando con otro componente
similar que falle apenas recin instalado. En estos casos la lgica RCM nos pide que
hagamos uso de pruebas para encontrar fallas funcionales. Estas son pruebas que
podemos efectuar que pueden causar que el dispositivo se active para mostrar la presencia o
ausencia de un funcionamiento correcto. Si una prueba como esta no puede hacerse, se
debera redisear el componente o el sistema para eliminar la falla escondida. En el caso en
que las fallas no estn escondidas, no se pueden predecir con suficiente tiempo como para
prevenir la falla funcional y no se podr prevenir la falla mediante reemplazos basados en
el tiempo o en el uso, slo se puede redisear o aceptar la falla y sus consecuencias.
En el caso de consecuencias en la seguridad o en el medio ambiente, se debera
redisear. En el caso de consecuencias relacionadas con la produccin se puede elegir el
rediseo o el correr a la falla, dependiendo de los trminos econmicos asociados con las
ci
consecuencias. Si es que no se presentan consecuencias en la produccin pero si hay costos
de mantenimiento que considerar, entonces se debe realizar una eleccin similar. En estos
casos la decisin est basada en la economa es decir, el costo del rediseo vs el costo de
aceptar las consecuencias de la falla (como la produccin perdida, costos de reparacin,
sobre tiempo, etc.)
La frecuencia de las tareas es generalmente difcil de determinar con seguridad,
basta con reconocer que el historial de la falla es uno de los principales determinantes. Se
debera reconocer que las fallas no ocurrirn exactamente en el momento que uno predice,
por lo tanto hay que aceptar un margen de error. Tambin hay que reconocer que la
informacin en la que se est basando para tomar las decisiones, puede estar defectuosa o
incompleta.
Para simplificar el prximo paso, el que vincula la agrupacin de tareas similares,
tiene sentido predeterminar un nmero de frecuencias aceptables tales como diarias,
semanales, por turno, anuales, unidades producidas, distancias viajadas o nmero de ciclos
de operacin, etc. Se debe seleccionar aquellas que estn ms cercanas a las frecuencias que
su historial de operaciones o de mantenimiento le indican tienen ms sentido.
4.5.2 Resultado final de RCM
Despus de haber pasado los modos de falla por la lgica mostrada anteriormente, el
profesional debe entonces consolidar las tareas en un plan de mantenimiento para el
sistema. Este es el producto final del RCM. Cuando esto ha sido producido el mantenedor
y el operador deben continuamente buscar las posibles mejoras del producto. Las
frecuencias de tareas que sean originalmente seleccionadas pueden ser muy conservadoras
o muy largas. Si se experimenta demasiadas fallas que se piensa deberan estar
previnindose, entonces probablemente no se estn realizando intervenciones de
mantenimiento proactivo con la suficiente frecuencia.
cii
Si ya no se ve ninguna de las fallas comunes que tenan pequeas consecuencias o si
los costos preventivos son mayores de los que haba cuando no se hace mantenimiento
preventivo, entonces es posible que se est manteniendo la unidad con demasiada
frecuencia. Aqu es donde entran las tcnicas de mejoramiento continuo.
Con respecto al producto final del RCM este documento contiene listados
consolidados con las descripciones de las intervenciones basadas en el monitoreo de
condicin, reemplazos basados en el tiempo o el uso y tareas buscadores de fallas, las
decisiones de rediseo y las decisiones de correr a la falla. Este documento no es un plan
en el verdadero sentido. No contiene la informacin tpica de la planificacin del
mantenimiento tal como la duracin de las tareas, las herramientas, el equipo de testeo,
requerimientos de partes y materiales, requerimientos de comercializacin y una detallada
secuencia de pasos.
4.6 Eleccin de metodologa aplicar
Como se puede apreciar en el prrafo anterior sobre las metodologas de
administracin de mantencin, se dispone de dos grandes tcnicas las cuales se podran
aplicar para el caso de Minera El Way con xito. No obstante, existen grandes diferencias
entre ellas lo cual podra complicar la resolucin del problema. Slo se optar por una de
ellas, que es la tcnica de RCM, debido principalmente que trata de mantener la funcin
que realizan los equipos ms que a los equipos mismos, donde la funcin interesa ms
desde el punto de vista productivo lo cual interesa a Minera El Way, en comparacin al
TPM que trata de obtener la mxima efectividad del equipo por medio del establecimiento
de un sistema de mantencin programada, que cubre el total de su vida til para preservar
su condicin y esto no resguarda las necesidades de Minera El Way.
Otra caracterstica importante del RCM es que se adapta a las condiciones
operacionales del sistema donde se encuentra ubicado, siendo Minera El Way una excelente
oportunidad debido a la gran polucin existente, al tratarse de plantas de chancado, como
ciii
tambin que no se necesita capacitar al personal, slo se trabaja con los expertos de
mantencin lo cual disminuye la conformacin de los equipos del anlisis de RCM, en
contraste con el TPM en el cual los operarios se tienen que involucrar, capacitar y realizar
las mantenciones de los equipos una vez implantado el plan de mantencin bajo la
metodologa del TPM lo cual acarrea una elevacin de los costos del plan de mantencin
futuro y no es el fin del presente trabajo.
Por las razones descritas, se utilizar la metodologa de RCM para dotar a Minera El
Way de un plan de mantencin que no posee actualmente. Adems, se mantendr el
funcionamiento del equipo como tambin se detectar a tiempo las fallas y se
retroalimentar el plan para una mejora continua, con el fin de mantener siempre en
funcionamiento las gran cantidad y diversidad de equipos existen en Minera El Way.
CAPITULO 5
APLICACIN DE RCM
civ
5.1 Justificacin
La tcnica aplicada, finalmente, despus del estudio anterior, donde se observaron y
analizaron las cualidades de cada una de ellas, result ser el mantenimiento centrado en la
confiabilidad o RCM. Dicha tcnica se aplicar tanto en la planta de chancado N 1 como
en la planta de chancado N 2, pero slo a una cierta cantidad de equipos en cada planta
para no realizar un trabajo tan extenso, y principalmente, por la similitud entre los equipos
presentes en cada planta, ver Tabla 5.1.
Tabla 5.1 - Equipos donde se aplicara tcnica RCM
tem
1
2
3
4
5
Planta N 1
Cinta De Laminas DF-101
Chancador De Martillos DMI
Alimentador Estacin De Harneo DF-110
Harnero Estacin De Harneo DF-110
Correa Transportadora DF-105
Planta N 2
Chancador De Mandbulas CH-301
Chancador De Cono CH-302
Harnero HA-301
Correa Transportadora CT-305
5.2 Requerimientos
Segn los requerimientos de las normas que rigen la aplicacin de la tcnica RCM,
se debe conformar grupos de trabajo compuestos por mecnicos, elctricos y operadores, en
caso de Minera El Way. La razn principal para formar estos grupos es la experiencia que
tienen sobre los equipos en los aos que llevan operando, lo cual permite tener un mayor
dominio de dichas unidades, tanto en su funcionamiento como en las fallas que puedan
presentar, incluyendo las posibles soluciones para mitigarlas.
Para favorecer la aplicacin de la tcnica en cuestin se debe dividir los equipos en
subsistemas, ver Tabla 5.2, los que permitirn el funcionamiento del equipo, lo que
facilitar la identificacin de las fallas presentes y futuras de cada equipo. Con ello se dar
un mejor enfoque a solucionar estas fallas para prevenir que pasen.
Tabla 5.2 - Sub-sistema de equipos planta
cv
5.3 Funciones de equipos
La siguiente fase es determinar las funciones que desarrolla cada subsistema en
trminos de la operacin actual, con parmetros de funcionamiento deseados u ptimos,
cvi
teniendo en cuenta que la diferencia entre los equipos lleva a determinar funciones distintas
para cada equipo en anlisis, ver Tabla 5.3.
Tabla 5.3 - Funciones del alimentador de lminas planta N 1
tem
Sub-Sistema
General
Motriz, Motor
Motriz, Reductor
Equipo: Alimentador De Laminas Planta N 1
Funcin
Transportar el mineral de caliza desde la tolva de descarga de los
camiones hasta la tolva carga del chancador de martillos con un flujo
mximo de 270 t/h a una velocidad mxima de 0.05 m/s
Proveer accionamiento al sistema motriz con una potencia de 16.8 Kw. a
una velocidad de 1500 RPM, a una temperatura de 90 C
Reducir la velocidad entregada por el motor a una razn de 1:17,9, con
una temperatura de trabajo 80 como mximo
Motriz, Transmisin
Cadena
Seguridad Corte Cinta
Elctrico
Reducir la velocidad entregada por el reductor por medio de los distintos
engranajes y ejes hasta el pin eje principal hasta una velocidad de 0.05
m/s. Adems tambin contener el aceite del conjunto pin-corona a
temperatura de 70 C tanto en conjunto pin-corona como en descansos
de ejes mencionados
Mantener la unin de las lminas de la cinta, adems de soporte rodante
de la cinta en zona de carga y retorno
Detener la cinta cuando se produce corte de perno de unin de las lamina
con la cadena
Suministrar con energa elctrica al sistema y dems elementos
5.4 Identificar fallas funcionales
La misin en este ciclo es precisar las fallas funcionales que presente el sub-sistema
cuando opera por fuera de los parmetros normales o deseados. A modo de ejemplo, se
considera que el equipo presenta una falla cuando:
Funcin: Transportar el mineral de caliza desde la tolva de descarga de los camiones
hasta la tolva carga del chancador de martillos con un flujo mximo de 270 t/h a una
velocidad mxima de 0.05 m/s
Falla Funcional: No transportar el mineral de caliza desde la tolva de descarga de
los camiones hasta la tolva carga del chancador
5.5 Determinar los modos de fallas
cvii
El paso ms importante de la primera parte del anlisis del RCM es identificar todos
los modos de fallas que afectan al equipo, ver Fig. 5.3, principalmente porque el modo de
falla es el evento que causa la falla funcional o, en otras palabras, por qu el sistema falla al
realizar su funcin. Pero para determinar los modos de fallas se debe determinar las causas
de estos por lo cual se ocupar el diagrama causa-efecto, tambin llamado diagrama de
ishikawa o diagrama de espina de pescado, ver Fig. 5.1, anexo A-5 Diagrama CausaEfecto Equipos Planta N 1 y A-6 Diagrama Causa-Efecto Equipos Planta N 2.
5.5.1 Diagrama causa-efecto
El Diagrama Causa-Efecto es una representacin grfica que muestra la relacin
cualitativa e hipottica de los diversos factores que pueden contribuir a un efecto o
fenmeno determinado. Las caractersticas principales son:
Impacto visual: Muestra las interrelaciones entre un efecto y sus posibles causas de
forma ordenada, clara, precisa y de un solo golpe de vista.
Capacidad de comunicacin: Muestra las posibles interrelaciones causa-efecto
permitiendo una mejor comprensin del fenmeno en estudio, incluso en
situaciones muy complejas.
En la construccin del diagrama, ver Fig. 5.2, se debe realizar los siguientes 9 pasos:
Paso 1: Definir, sencilla y brevemente, el efecto o fenmeno cuyas causas han de ser
identificadas. El efecto debe ser:
Especfico: Para que no sea interpretado de diferente forma por los miembros del
grupo de trabajo, y para que las aportaciones se concentren sobre el autntico efecto
a estudiar.
No sesgado: Para no excluir posibles lneas de estudio sobre el efecto objeto del
anlisis.
cviii
Figura 5.1 - Diagrama causa-efecto alimentador de lminas sistema general
cix
Paso 2: Colocar el efecto dentro de un rectngulo a la derecha de la superficie de
escritura y dibujar una flecha, que corresponder al eje central del diagrama, de izquierda a
derecha, apuntando hacia el efecto.
Paso 3: Identificar las posibles causas que contribuyen al efecto o fenmeno de
estudio. Atendiendo a las caractersticas y particularidades del grupo de trabajo y a las del
problema analizado, se decidir cual de los dos enfoques existentes para desarrollar este
paso es el ms adecuado:
Tormenta de ideas
Proceso lgico paso a paso
En el caso de utilizar la tormenta de ideas la lista resultado de la sesin ser la
fuente primaria a utilizar en los siguientes pasos de construccin del diagrama. En el caso
de utilizar un proceso lgico paso a paso, la fuente primaria sern los propios componentes
del grupo, aportando sus ideas segn se va construyendo el diagrama.
Paso 4: Identificar las causas principales e incluirlas en el diagrama.
a) En primer lugar se identificarn las causas o clases de causas ms generales en la
contribucin al efecto. Esta clasificacin ser tal que cualquier idea de los miembros
del grupo podr ser asociada a alguna de dichas causas.
b) En segundo lugar se escriben en un recuadro y se conectan con la lnea central.
Paso 5: Aadir causas para cada rama principal. En este paso se rellenan cada una de
las ramas principales con sus causas del efecto enunciado, es decir con causas de las causas
principales. Para incluir estas en el diagrama se escriben al final de unas lneas, paralelas a
la de la flecha central, conectadas con la lnea principal correspondiente.
cx
Paso 6: Aadir causas subsidiarias para las sub-causas anotadas. Cada una de estas
causas se coloca al final de una lnea que se traza para conectar con la lnea asociada al
elemento al que afecta y paralela a la lnea principal o flecha central. Este proceso contina
hasta que cada rama alcanza una causa raz. Causa raz es aquella que:
Es causa del efecto que estamos analizando.
Es controlable directamente.
Paso 7: Comprobar la validez lgica de cada cadena causal. Para cada causa raz
"leer" el diagrama en direccin al efecto analizado, asegurndose de que cada cadena causal
tiene sentido lgico y operativo. Este anlisis asegura que la ordenacin es correcta y
tambin puede ayudar a identificar factores causales intermedios u omitidos.
Paso 8: Comprobar la integracin del diagrama. Finalmente debemos comprobar, en
una visin de conjunto del diagrama la existencia de ramas principales que:
Tienen menos de 3 causas.
Tienen, apreciablemente, ms o menos causas que las dems.
Tienen menos niveles de causas subsidiarias que las dems.
La existencia de alguna de estas circunstancias no significa un defecto en el
diagrama pero sugiere una comprobacin a fondo del proceso.
Paso 9: Conclusin y resultado. El resultado de la utilizacin de esta herramienta es
un diagrama ordenado de posibles causas (teoras) que contribuyen a un efecto.
Luego de la construccin de cada diagrama causa-efecto por cada subsistema de
cada equipo involucrado en el proceso descrito en este informe se determinan los modos de
fallas.
cxi
Figura 5.2 - Resumen pasos diagrama causa-efecto
Figura 5.3 - Funcin, falla funcional y modo de fallas ocurridos en alimentador de laminas
sub-sistema motriz, reductor planta N 1
cxii
5.6 Evaluacin de efecto de modos de fallas
Esta fase es tan importante como el paso anterior, ver Tabla 5.4, ya que se podr
determinar de una mejor manera las posibles soluciones a los modos de fallas, junto con
permitir una mejor comprensin del porqu estn ocurriendo las fallas funcionales es
describir los efectos de stas. Lo anterior, debidamente ejecutado, con llevar a realizar un
anlisis adecuado de la segunda parte del RCM. Consiste en hacer un listado de los efectos
de las fallas, que describe lo que ocurre cuando acontece cada modo de falla. Esta
descripcin debe incluir toda la informacin necesaria para apoyar la evaluacin de las
consecuencias de la falla, tal como:
Qu evidencia existe (si la hay) de que la falla ha ocurrido.
De qu modo representa una amenaza para la seguridad o el medio ambiente (si es
que la representa).
De que manera afecta a la produccin o a las operaciones (si las afecta).
Qu daos fsicos (si los hay) han sido causados por la falla.
Qu debe hacerse para reparar la falla.
Tabla 5.4 - Primeros cuatro pasos de aplicacin de RCM
cxiii
Al cumplir con la primera fase en RCM, se responde a las 4 primeras preguntas
esenciales, que dan una visin de lo que est afectando y sucediendo a los equipos en
cuestin.
5.7 Apreciacin de las consecuencias de los modos de fallas
La primera parte de la segunda fase es determinar las consecuencias de las fallas,
ver Tabla 5.5. Cuando una falla ocurre en cualquier sistema, equipo o dispositivo, el
resultado es que pueden existir varios grados de impacto, puesto que no todas las fallas son
iguales, por lo mismo, las consecuencias de las fallas tienen repercusiones diferentes en el
resto del sistema, la empresa y el entorno operativo en el que ocurre.
Al conocer las consecuencias de cada falla se puede determinar si vale la pena
prevenir la falla, si amerita un esfuerzo por predecirla, o si justifica alguna clase de
intervencin peridica para evitarla, redisearla para eliminarla o no emprender ninguna
accin. Por su parte, la tcnica RCM reconoce que las consecuencias de las fallas son ms
importantes que las caractersticas tcnicas del equipo, y son la nica razn para hacer
cualquier tipo de mantenimiento.
Tabla 5.5 - Consecuencias de cada falla utilizando planilla RCM
cxiv
Para determinar las consecuencias de las fallas se utiliza el diagrama de decisin,
ver Fig. 5.4, que agrupan en cuatro consecuencias provocados por fallas.
1. Consecuencias de fallas ocultas: No tienen un impacto directo, pero exponen a la
organizacin a fallas mltiples con consecuencias serias y hasta catastrficas. Un
punto fuerte del RCM es la forma en que trata los fallos que no son evidentes,
primero reconocindolos como tales, en segundo lugar otorgndoles una prioridad
muy alta y finalmente adoptando un acceso simple, prctico y coherente con
relacin a su mantenimiento.
2. Consecuencias ambientales y para la seguridad: Una falla tiene consecuencias para
la seguridad si es posible que cause dao o la muerte a alguna persona. Tiene
consecuencias ambientales si infringe alguna normativa o reglamento ambiental
tanto corporativo como regional, nacional o internacional.
3. Consecuencias operacionales: Una falla tiene consecuencias operacionales si afecta
la produccin (cantidad, calidad del producto, atencin del cliente, o costos
operacionales) adems del costo directo de reparacin. Estas consecuencias cuestan
dinero, y lo que cuesten sugiere cuanto se necesita gastar en tratar de prevenirlas.
cxv
4. Consecuencias no operacionales: Las fallas evidentes que caen dentro de sta
categora no afectan a la seguridad ni a la produccin, solo se relacionan con el
costo directo de la reparacin.
EL proceso de RCM hace uso de estas categoras como la base de su marco de
trabajo estratgico para la toma de decisiones en el mantenimiento. Al establecer una
revisin obligada de las consecuencias de cada modo de falla en relacin a las categoras
recin mencionadas, integra los objetivos operacionales, ambientales y de seguridad a la
funcin del mantenimiento. Esto contribuye a incorporar a la seguridad y al medio
ambiente en la corriente principal de gestin del mantenimiento. El proceso de evaluacin
de las consecuencias tambin cambia el nfasis de la idea de que toda falla es negativa y
debe ser prevenida.
cxvi
Figura 5.4 - Diagrama de decisin RCM
De esta manera focaliza la atencin sobre las actividades de mantenimiento que
tienen el mayor efecto sobre el desempeo de la organizacin, y resta importancia a
aquellas que tienen escaso efecto. Tambin nos alienta a pensar de una manera ms amplia
acerca de diferentes maneras de manejar las fallas, ms que concentrarnos en prevenir
fallas. Las tcnicas de manejo de fallas se dividen en dos categoras, tareas proactivas y
acciones a falta de.
Las tareas proactivas se emprenden antes de que ocurra una falla, para prevenir que
el tem llegue al estado de falla. Abarcan lo que se conoce tradicionalmente como
mantenimiento Predictivo o Preventivo, aunque veremos luego que RCM utiliza los
trminos Reacondicionamiento cclico, Sustitucin cclica, y Mantenimiento a condicin.
cxvii
5.7.1 Patrones de fallas
Mucha gente todava cree que la mejor manera de optimizar la disponibilidad de la
planta es hacer algn tipo de mantenimiento proactivo de rutina. El pensamiento de la
segunda generacin, ver Fig. 5.5, sugera grandes reparaciones, o reposicin de
componentes a intervalos fijos. Este comportamiento es cierto para algunos tipos de
equipos simples, y para algunos tem complejos con modos de falla dominantes.
Figura 5.5 - Pensamiento de segunda generacin
Sin embargo, los equipos en general son mucho ms complejos de lo que eran hace
veinte aos atrs. Esto ha trado aparejado sorprendentes cambios en los patrones de falla.
Los grficos muestran la probabilidad condicional de falla en relacin a la edad operacional
para una variedad de elementos mecnicos y elctricos. La Tercera Generacin plantea que
la conocida curva de la baera, ver Fig. 5.6-A, tiene cinco modelos de fallas diferentes.
cxviii
Figura 5.6 - Seis patrones de fallas
Modelo A: Es la conocida curva de la baera. Comienza con una gran incidencia
de fallas (conocida como mortalidad infantil o desgaste de rodaje) seguida por un
incremento constante o gradual de la probabilidad de falla, y luego por una zona de
desgaste.
Modelo B: Muestra una probabilidad de falla constante o ligeramente ascendente, y
termina en una zona de desgaste.
Modelo C: Muestra una probabilidad de fallo ligeramente ascendente, pero no hay
una edad de desgaste definida que sea identificable.
Modelo D: Muestra una probabilidad de falla bajo cuando la pieza es nueva o se
acaba de comprar, luego, un aumento rpido a un nivel constante
Modelo E: Muestra una probabilidad constante de fallo en todas las edades (fallo
aleatorio o al azar).
Modelo F: comienza con una mortalidad infantil muy alta, que desciende finalmente
a una probabilidad de fallo que aumenta muy despacio o que es constante.
cxix
El anlisis de la patrones de fallas elimino la creencia de que siempre existe una
conexin entre la confiabilidad y la edad operacional, esto llevaba a la idea que cuando mas
se revisa una pieza menor era la probabilidad de falla, esto es cierto en muy pocos casos.
Debido a que las revisiones programadas pueden aumentar las frecuencias de las fallas en
general por medio de la mortalidad infantil dentro de sistemas que de otra forma serian
estables.
5.7.2 Tipo de tarea de mantenimiento segn RCM
En RCM las tareas proactivas mencionadas se dividen de tres categoras:
Tareas A Condicin: Consisten en chequear si los equipos estn fallando, de manera
que se puedan tomar medidas, ya sea para prevenir la falla funcional o para evitar
consecuencias de los mismos. Estn basadas en el hecho de que un gran nmero de fallas
no ocurren instantneamente (fallas potenciales), sino que se desarrollan a partir de un
perodo de tiempo. Los equipos se dejan funcionando a condicin de que continen
satisfaciendo los estndares de funcionamiento deseado. Se llaman tareas a condicin
porque los componentes se dejan en servicio a condicin de que continen alcanzando los
parmetros de funcionamiento deseados. (El mantenimiento a condicin incluye el
mantenimiento Predictivo, mantenimiento basado en la condicin y monitoreo de
condicin). Si son utilizadas correctamente, las tareas a condicin son una muy buena
manera de manejar las fallas, pero a la vez pueden constituir una costosa prdida de tiempo.
RCM permite tomar estas decisiones con mucha confianza
Reacondicionamiento Cclico: Consiste en revisar a intervalos fijos un elemento o
componente, independientemente de su estado original. La frecuencia de una tarea de
reacondicionamiento cclico est determinada por la edad en que el elemento o componente
exhibe un incremento rpido de la probabilidad condicional de falla.
cxx
Sustitucin Cclicas: Consisten en reemplazar un equipo o sus componentes a
frecuencias determinadas, independientemente de sus estado en ese momento. La
frecuencia de una tarea de sustitucin cclica est gobernada por la "vida til" de los
elementos.
Finalmente las acciones a falta de son la respuesta para la sptima pregunta bsica
de RCM. Estas tratan directamente con el estado de falla, y son elegidas cuando no es
posible identificar una tarea proactiva efectiva. RCM reconoce tres grandes categoras de
acciones a falta de, estas son bsqueda de falla, redisear y mantenimiento a rotura
(correctivo). Estas tareas A Falta De estn regidas por las consecuencias de la falla.
Bsqueda de fallas: Implican revisar las funciones peridicamente para determinar
si han fallado (mientras que las tareas basadas en la condicin implican revisar si algo esta
por fallar)
Redisear: Expresa hacer cambios a las capacidades iniciales de un sistema. Esto
incluye modificaciones al equipo y tambin cubre los cambios de una sola vez a los
procedimientos.
Mantenimiento no programado (Correctivo): Como su nombre lo indica, aqu no se
hace esfuerzo alguno en tratar de anticipar o prevenir los modos de falla a los que se aplica.
De este modo se deja que la falla simplemente ocurra para luego repararla. Esta tarea a falta
de tambin es llamada mantenimiento correctivo o a rotura.
5.7.3 Aplicacin de tarea de mantenimiento segn falla
En el proceso de seleccin de tareas RCM se efecta de manera que provee criterios
simples, precisos y fciles de entender, para decidir cual de las tareas proactivas es
tcnicamente factible en el contexto, y para decidir quin debe hacerla, y con qu
frecuencia. Si una tarea proactiva es tcnicamente factible o no, depende de las
cxxi
caractersticas tcnicas de la tarea y de la falla que pretende prevenir. Si merece la pena
hacerla o no, depende de la medida en que maneja las consecuencias de la falla. De no
hallarse una tarea proactiva que sea tcnicamente factible y que valga la pena hacerse,
entonces debe tomarse una accin a falta de adecuada. La esencia del proceso de
seleccin de tareas es el siguiente:
Para fallas ocultas, la tarea proactiva vale la pena si reduce significativamente el
riesgo de falla mltiple asociado con esa funcin an nivel tolerable. Si esto no es
posible, debe realizarse una tarea de bsqueda de falla. De no hallarse una tarea de
bsqueda de falla que sea adecuada, la decisin a falta de secundaria es que el
componente pueda ser rediseada.
Para fallas con consecuencias ambientales o para la seguridad una tarea proactiva
slo vale la pena si por s sola reduce el riesgo de la falla a un nivel muy bajo, o
directamente la elimina. Si no puede encontrarse alguna que reduzca el riesgo a
niveles aceptablemente bajos, entonces el componente debe ser rediseado, o debe
modificarse el proceso.
Si la falla tiene consecuencias operacionales, una tarea proactiva slo vale la pena si
el costo total de realizarla a lo largo de un cierto perodo de tiempo es menor al
costo de las consecuencias operacionales y el costo de la reparacin en el mismo
periodo de tiempo. En otras palabras, la tarea debe tener justificacin en el terreno
econmico. Si no se justifica, la decisin a falta de inicial es ningn
mantenimiento programado.
Si una falla tiene consecuencias no operacionales slo merece la pena una tarea
proactiva si el costo de la tarea a lo largo de un periodo de tiempo es menor al costo
de reparacin en el mismo tiempo. Entonces estas tareas tambin deben tener
cxxii
justificacin en el terreno econmico. Si no se justifica, la decisin a falta de
inicial es otra vez, ningn mantenimiento programado, y si los costos son
demasiado elevados entonces la siguiente decisin a falta de secundaria es
nuevamente el rediseo.
5.7.4 Utilizacin planillas de RCM
Luego se utiliza las planillas diseadas como hoja de informacin y hoja de decisin
en donde se codifican todos lo conceptos antes vistos, se determina las tareas a realizar,
frecuencia inicial y, quien ejecutar la tarea. La Hoja de Decisin est dividida en diecisis
columnas. Las columnas tituladas F (funcin), FF (falla funcional) y MF (modo de falla),
identifican el modo de falla que se analiza en esa lnea. Se utilizan para correlacionar las
referencias entre las hojas de informacin y las hojas de decisin.
Las columnas de la Hoja de Decisin tituladas H, S, E, O y N, son utilizadas para
registrar las respuestas a las preguntas formuladas en el Diagrama de Decisin
concernientes a las consecuencias de cada modo de falla. Las tres columnas siguientes
tituladas H1, H2, H3, etc. registran si ha sido seleccionada una tarea proactiva, y si es as
que tipo de tarea. Si se hace necesario responder a cualquiera de las preguntas A Falta de,
las columnas encabezadas con H4 y H5 o la S4 son las que permiten registrar esas
respuestas. La columna de Tarea Propuesta tambin se utiliza para registrar los casos en
los que se requiere rediseo o si se ha decidido que el modo de falla no necesita
mantenimiento programado.
5.8 Resultado final de RCM
Tanto en Tabla 5.6 como en Tabla 5.7 se muestran slo a modo de ejemplo una hoja
informacin y decisin, las dems se encuentran tanto en anexo A-7 Hojas Informacin Y
Decisin Equipos Planta N 1 como anexo A-8 Hojas Informacin Y Decisin Equipos
Planta N 2. En la hoja de decisin un punto importante para demostrar si el plan es
realizable, es la frecuencia a efectuar cada tarea propuesta, este parmetro se determin
cxxiii
segn la experiencia del personal involucrado en el desarrollo de RCM debido a que no
existe un histrico detallado de las fallas que ocurren en los equipos con la cual se podra
haber determinado la frecuencia optima de cada tarea a realizar.
Tabla 5.6 -Hoja informacin alimentador de lminas sistema motriz, reductor planta N 1
cxxiv
Tabla 5.7 - Hoja de decisin alimentador de lminas sistema motriz, reductor planta N 1
cxxv
Luego de realizado el anlisis a los equipos, aplicando la tcnica RCM, se resume la
siguiente informacin para una mejor compresin para el personal no involucrado en la
elaboracin de las planillas, tanto de hoja de informacin como hoja de decisin. La Tabla
5.8 es solo a modo de ejemplo los restantes resumenes se encuentran en el anexo A-9
Resumen Tareas Propuestas Equipos Planta N 1 y anexo A-10 Resumen Tareas Propuestas
Equipos Planta N 2
Tabla 5.8 - Resumen de tareas a ejecutar en alimentador de lminas planta N 1
cxxvi
CAPITULO 6
FACTIBILIDAD DE PLAN PROPUESTO
6.1 Situacin actual
Para demostrar la factibilidad del plan propuesto, se contrastar con lo que suceda
en el periodo Octubre 2007 a Marzo 2008, cuando Minera El Way operaba sin ningn plan
de mantenimiento, slo de correctivo y de lubricacin, ver Tabla 6.1 y Tabla 6.2. Para tal
efecto, se utilizarn indicadores, tales como la disponibilidad y otros que se muestran en los
siguientes prrafos. En el caso de la disponibilidad, que ocurra en el perodo sealado en
planta N 1, ver Fig. 6.1, un porcentaje bajo en el perodo octubre a noviembre, luego
aumenta en el perodo diciembre a febrero, por sobre la meta puesta, pero nuevamente
decae en marzo debido a una menor intervencin del equipo del personal de mantencin,
trayendo como consecuencia una baja en la disponibilidad de los equipos en marzo. Un
fenmeno similar ocurre en la planta N 2, ver Fig. 6.2, ya que se presenta una alta
disponibilidad en periodo octubre a noviembre, pero una baja considerable de enero a
febrero.
Por ello, con el plan propuesto para asegurar una disponibilidad de por lo menos un
85 por ciento, que es la meta a alcanzar en Minera El Way, se debe realizar una
planificacin detallada de las tareas propuestas con todo los tiempos y dems
consideraciones que se requieran, adems de controlar la realizacin y la efectividad de
tareas cuando se implemente el plan en el futuro, manteniendo los costos en un nivel
aceptable para la minera.
cxxvii
Figura 6.1 - Disponibilidad actual de planta N 1
Figura 6.2 - Disponibilidad actual de planta N 2
cxxviii
Tabla 6.1 - Horas de intervencin, disponibilidad y cantidad de fallas planta N 1
cxxix
Tabla 6.1 - Horas de intervencin, disponibilidad y cantidad de fallas planta N 1
(continuacin)
cxxx
Tabla 6.2 - Horas de intervencin, disponibilidad y cantidad de fallas planta N 2
cxxxi
Tabla 6.2 - Horas de intervencin, disponibilidad y cantidad de fallas planta N 2
(continuacin)
cxxxii
Tabla 6.2 - Horas de intervencin, disponibilidad y cantidad de fallas planta N 2
(continuacin)
cxxxiii
Por lo anterior, se hace imperante demostrar la efectividad del plan de mantencin
propuesto al personal de Minera El Way para cumplir la meta. En lo que respecta al trabajo
presente, no se podr realizar una detallada proyeccin en cuanto se disminuyen los costos
globales de mantencin, aumento disponibilidad, etc, aplicando las tareas propuesta, al
eliminar ellas los modos de fallas presentes en los equipos, debido principalmente al no
contar con un detallado histrico de cada equipo. Por este motivo se indican parmetros
para poder medir en la futura implementacin del paquete de tareas en la minera y observar
la efectividad al realizar dichas tareas propuesta de mantencin.
6.2 Indicadores propuestos para gestin de mantencin
En el mbito de la efectividad del plan propuesto, o en otras palabras, en la gestin
de mantenimiento, se sugiere utilizar ndices que no son utilizados en la actualidad en
Minera El Way. Es necesario evaluar y controlar la gestin de mantenimiento en las
empresas, sencillamente porque se necesita saber cun eficiente es la aplicacin de la
poltica de mantenimiento que se ha planificado para el entorno productivo de la empresa.
Esta informacin permite actuar de forma rpida y precisa sobre los factores dbiles en
nuestro mantenimiento. Una buena poltica para controlar y evaluar la gestin de
mantenimiento en la empresa, resulta de la implantacin, estudio y anlisis de un paquete
de indicadores.
Un ndice de gestin de mantenimiento, bsicamente, es la razn entre valores
reales y valores esperados de alguna informacin. Estos indicadores deben dar informacin
necesaria y puntual sobre la gestin de la empresa. En el caso de la mantencin de equipos,
existen ndices que aportan informacin suficiente para la gestin de mantencin, ver Tabla
6.3. Se propone la utilizacin de los siguientes indicadores:
Tiempo promedio entre fallas (MTBF)
Tiempo promedio para reparar (MTTR)
Utilizacin
cxxxiv
Disponibilidad
Tiempo promedio entre fallas (MTBF): El tiempo promedio entre fallas MTBF
(Mean Time Between Failure), indica el tiempo transcurrido entre una falla y otra, es decir,
el tiempo en que el equipo estuvo operando. MTBF (Ecuacin 1), es la relacin entre el
tiempo de operacin del equipo y el nmero total de fallas detectadas en el periodo
observado. Se puede calcular mediante la siguiente formula:
(6.1)
Donde:
a=1
Si el N Fallas >= 1
a=0
Si el N Fallas = 0
En forma general MTBF, considerando el total de detenciones incluye los tiempos
de detenciones por causas mecnicas, elctricas, operacionales, mantenciones programadas,
mantenciones correctivas, etc. se puede calcular mediante:
(6.2)
Donde:
i = Tipo de falla (mecnica, elctrica, etc)
N Fallas = 0
a=1
N Fallas >= 1
a=0
cxxxv
Tiempo promedio para reparar (MTTR): El tiempo promedio para reparar MTTR
(Mean Time To Repair), indica el tiempo que el equipo est siendo intervenido al ocurrir
una falla, es decir, cuanto tiempo se demora en quedar nuevamente operativo. Se puede
interpretar adems como el tiempo o capacidad de reaccin ante una falla del personal de
mantencin. MTTR, es la relacin entre el tiempo total de intervencin correctiva
(mantencin correctiva) de un tem con falla y el nmero total de fallas detectadas de ese
tem en el periodo observado. Se puede calcular mediante la siguiente formula
(6.3)
Cabe destacar que si el N Fallas = 0, el tiempo de mantencin ser igual a cero.
El tiempo para efectuar mantencin o reparacin, es funcin de
mltiples factores, ver Fig. 6.3, por lo que el tiempo fuera de servicio no
siempre refleja el tiempo para efectuar mantenimiento.
Figura 6.3 - Grafico tiempo que influyen en realizar mantencin o reparacin
cxxxvi
Utilizacin: La utilizacin corresponde al porcentaje de tiempo en que el equipo
realmente se utiliz en un periodo de tiempo. Se calcula mediante la siguiente relacin:
(6.4)
Disponibilidad: Corresponde al porcentaje de tiempo del periodo, en el cual
mantencin tiene el equipo disponible para operar. Es la relacin entre la diferencia del
nmero total de horas del periodo con el nmero de horas de mantenimiento (tiempo de
mantencin mecnico, elctrico, mantenciones imprevistas, programadas, etc.) y el nmero
del total de horas del periodo considerado. Se calcula mediante:
(6.5)
Es decir:
(6.6)
Tabla 6.3 Cuadro de indicadores de gestin de mantencin
cxxxvii
6.3 Indicadores de costos de mantencin
El punto ms importante para cualquier empresa en la gestin de mantenimiento,
son los costos. La nica forma de minimizar los costos para el encargado de la mantencin,
es reducir la necesidad por mantenimiento. Esto implica disminuir el mantenimiento no
planificado y las tareas de mantencin que no contribuyen a la prevencin de la ocurrencia
de fallas o a la minimizacin de los efectos de esas fallas.
Los costos de mantencin, en general, se pueden agrupar en dos categoras:
1. Los costos que tiene relacin directa con las operaciones de mantenimiento, como
ser: costos administrativos, de mano de obra, de materiales, de repuestos, de
subcontratacin, de almacenamiento y costo de capital.
2. Los costos por prdidas de produccin a causa de las fallas de los equipos, por
disminucin de la tasa de produccin y prdidas por fallas en la calidad producto de
mal funcionamiento de los equipos
Como se indic anteriormente, a los administradores de la mantencin, una de las
principales tareas ser minimizar los costos de mantencin. Es entonces muy importante
analizar cules son sus componentes, los llamados costos globales de mantencin, ver Tabla
6.4, que es la suma de cuatros costos que son:
Costo de intervenciones (Ci)
Costo de fallas (Cf)
Costo de almacenamiento (Ca)
Costo de sobre-inversiones (Csi)
(6.7)
cxxxviii
Costos de intervenciones: se incluyen los gastos relacionados con el mantenimiento
preventivo y correctivo. No se incluyen costos de inversin ni de actualizacin tecnolgica
ya que estos son productos de proyectos especficos que van en relacin directa con el
aumento de produccin, por lo tanto debe estar considerados en el flujo financiero que
evala la conveniencia de realizar ese proyecto. Tampoco se incluyen ajustes de los
parmetros de produccin, re-ubicacin de los equipos, tareas de limpieza, etc. El costo de
las intervenciones est compuesto principalmente por:
Mano de obra externa o interna
Repuesto de bodega o comprados para la intervencin
Material de uso frecuente ocupado en la intervencin
El costo de la mano de obra interna se calcula con el tiempo empleado en la
intervencin multiplicado por el costo de HH especificando el tipo de mano de obra
ocupada. La mano de obra externa generalmente es un monto convenido con un contratista,
valores que deberan estar estimados de ante mano por el encargado del mantenimiento.
Los repuestos que estaban en bodega y son usados en la reparacin deben ser
valorados al precio actual en el mercado y no al valor que ingresaron a bodega. Los
comprados en el momento es el valor de factura.
En materiales de uso frecuente, ya sea especfico o general, se costea conforme a la
cantidad usada. La amortizacin de equipo de apoyo y herramientas de uso general se
consideran en forma proporcional al tiempo de intervencin.
En los costos de intervencin se incluyen los costos horarios, debido a que es
importante otorgar un valor realista a los costos horarios de intervencin y de horas-hombre
pues influyen directamente en el costo global de mantencin. Es comn comparar el costo
cxxxix
de la mano de obra interna con el de la externa. Sin embargo los costos internos son
castigados por repartos de costos que existen an si se contrata mano de obra externa. Es
necesario definir dos costos:
Costo horario de intervencin, que slo incluye gastos directos asociados a las
intervenciones
Costo horario de mantencin, considera todos los gastos asociados a mantencin.
El costo horario de intervencin es:
(6.8)
Los gastos directos slo incluyen:
Gastos salariales
Contratacin de servicios
Gastos en material consumible de uso general
Gastos de energa ligados a la intervencin
El costo horario de mantencin es igual a:
(6.9)
Los gastos totales incluyen:
El conjunto de gastos considerados para el costo de intervencin
Los salarios de especialistas requeridos para la gestin, planificacin, anlisis
tcnicos de las intervenciones
El reparto de servicios tales como contabilidad, computacin, personal, etc.
Los Valores referenciales del costo de intervencin son:
cxl
(6.10)
El valor del equipo nuevo (VAN) corresponde a los gastos que seran requeridos
para comprar equipos que realicen las mismas funciones. No se considera, transporte,
instalacin, puesta a punto. La ecuacin 6.10 es uno de los ms interesantes afines de
comparacin. Para interpretar correctamente la ecuacin anterior se debe tomar en cuenta el
nmero de horas anuales que funciona el equipo.
(6.11)
El parmetro UU representa las Unidades de Utilizacin. Es una medida del nivel de
uso dado a los equipos. Por ejemplo: hora de operacin de equipos, toneladas en equipos
qumicos, siderurgia e industrias agroalimentarias. Este indicador permite:
Comparar equipos o plantas similares tomando en cuenta las horas de utilizacin de
los equipos
Recalcar que la redundancia de equipos o el sobre-equipamiento eleva los costos de
intervencin de mantencin.
Equipos mostrando con la ecuacin 6.11 muy sobre el valor referencial indica vejez
del equipo o condiciones de operacin difciles (ambiente, calidad de operadores).
(6.12)
El parmetro VA representa el valor agregado por el equipo. Es un indicador muy
usado aunque no toma en cuenta las condiciones de operacin. El nivel de automatizacin
puede no influenciar la ecuacin 6.12 debido a que a mayor cantidad de equipos, mayor
productividad (valor agregado) pero tambin se incrementan el costo de intervencin de
mantencin.
cxli
Costos de Fallas: estos corresponden a las prdidas del margen de utilidad a
problemas directos de mantencin que hayan redundado en una reduccin en la tasa de
produccin de productos con la calidad deseada, costos por multas debido al dao
ambiental, aumento del costo de la seguridad del personal por fallas en los dispositivos de
seguridad, prdidas de negocios, prdidas de materias primas que no se pueden reciclar,
aumento de los costos de explotacin, etc. Los problemas de mantencin ocurren por:
Mantenimiento preventivo mal definido
Mantenimiento preventivo o correctivo mal ejecutado
Uso de repuesto malos, inadecuadas o de baja calidad
Mantenimientos efectuados en plazos muy largos por falta de comunicacin entre
departamentos o adquisicin de repuestos
Falta de mtodos, procedimientos, planificacin o personal no calificado
En el proceso de evaluacin del costo de falla es necesario tomar 3 casos:
El volumen de produccin programado puede ser realcanzado
El volumen de produccin programado no puede ser alcanzado dado que la planta
opera 24 horas al da los 365 das del ao
La produccin, siendo de menor calidad, es degradada.
En el primer caso, el costo de falla de mantencin corresponde a los gastos
necesarios para alcanzar la produccin prdida. Estos gastos son esencialmente:
La energa necesaria para la produccin
Las materias primas
Los gastos de servicios tales como calidad, compras, mantencin, etc.
cxlii
En el segundo caso, si la produccin programada no puede ser alcanzada, el costo
de falla de mantencin corresponde a la prdida de ingresos, menos el costo de las materias
primas y productos consumibles que no fueron utilizados durante la parada.
En tercer caso, si la produccin ha perdido calidad, su precio es menor que el
nominal. En este caso el costo de falla de mantencin corresponde a la prdida de ingresos
asociada.
Los valores referenciales del costo de falla son:
Horas de parada/horas de funcionamiento
Produccin aceptable/capacidad nominal
etc.
Evitar la existencia del CF es una de las paradojas de la funcin mantencin debido
a que tal esfuerzo implica incrementar el CI. El control del costo global de mantencin es
entonces un proceso iterativo (para niveles estables de utilizacin del equipo).
Costo de Almacenamiento: en general este costo es alto en las empresas y es aqu
donde existe espacio para implementar mejoras tendientes a bajar costos. El costo de
almacenamiento representa los costos incurridos en financiar y manejar el inventario de
piezas de recambio e insumos necesarios para funcin mantenimiento, se incluyen:
El inters financiero del capital inmovilizado por el inventario
La mano de obra y la infraestructura computacional dedicada a la gestin y manejo
del inventario
Los costos de explotacin de edificios: energa, seguridad y mantenimiento
Amortizacin de sistemas adjuntos: montacargas, tratamientos especiales, etc.
Costos en seguros
cxliii
Costos de obsolescencia
Los valores referenciales del costo de almacenamiento utiliza el siguiente indicador:
(6.13)
Este tiene un valor referencial actual de 26.2% con una desviacin media de 4.2%.
Hay que tomar en cuenta que el nivel de repuestos est estrechamente ligado al costo de
falla de mantencin y al riesgo de que se produzcan fallas. El valor de referencia medio del
inventario de repuestos varia entre 1.5% y 2.5% del valor (nuevo) de los equipos a
mantener. El costo de almacenamiento representa entre 4% y 6% del CI. Por ello no debe
ser una preocupacin mayor en la gestin del costo global de mantencin.
Costo de Sobre-Inversiones: en el diseo inicial de una planta, lo correcto es tomar
la decisin de adquirir equipos que minimicen el costo global de mantenimiento durante su
ciclo de vida. Ello implica en general que se compren equipos cuyas inversiones iniciales
son mayores que las de otros que cumplen los mismos requerimientos, pero cuyos costos de
intervencin y almacenamiento asociados se estiman menores. Al fin, incluir la sobreinversin, se amortiza la diferencia sobre la vida del equipo. As es posible castigar en el
costo global las inversiones extras requeridas para disminuir los dems componentes del
costo.
Tabla 6.4 Cuadro de indicadores de costo de mantencin
cxliv
6.4 Calculo de indicadores propuestos
En prrafos anteriores se indico que no se podra realizar una detallada proyeccin
de la efectividad de las tareas de mantencin propuesta para cada equipo, por el motivo
explicado. Para cumplir este propsito se realizo una proyeccin del tiempo de intervencin
del equipo al efectuar cada tarea sealada en el plan de mantencin aplicado a los equipos
en cuestin, el calculo de cada tiempo de intervencin se determino segn la experiencia
laboral de las personas que colaborando en la realizacin de este trabajo, ver anexos A - 11
Tiempo De Intervencin Equipos Planta N 1 y A - 12 Tiempo De Intervencin Equipos
Planta N 2.
Este tiempo nos permitir calcular el costo de fallas con lo cual permitir observar
lo que ocurra en el pasado con los equipos analizados en comparacin con esta propuesta
de plan de mantencin. Para realizar esta operacin se debe determinar los siguientes
parmetros: ingreso no percibidos por detencin de la planta, gastos extras de produccin y
la materia prima no utilizada en el proceso. De estos parmetros no se consideran los dos
ltimos, el primero debido a que la produccin perdida no puede ser alcanzada en planta N
2 se trabaja 24 horas diarias y en planta N 1 se trabaja 7 horas diarias a la mxima
capacidad, aunque en planta N 1 por polticas de empresa, segundo debido a la no
utilizacin de la energa elctrica necesaria para el funcionamiento del equipo adems de la
caliza que alimenta la planta la cual se deposita en sitios especficos para este fin por lo
cual las operacin de la mina continan normalmente.
cxlv
Para determinar el ingreso no percibido se debe determinar primeramente el tonelaje
producido por hora en cada planta debido a las prdidas de material (fino), ver tabla 6.5,
que ocurren tanto en el proceso de grava-gravilla como de cal, este fenmeno no sucede en
el proceso cal para cemento debido a que todo el mineral chancado se enva fbrica.
Segundo determinar la cuanto vale la hora de produccin segn planta y producto
entregado, ver Tabla 6.5.
Tabla 6.5 - Porcentajes de tonelajes producidos segn planta y proceso
Planta
Tonelaje
Costo
Entrante Tonelada
(Ton/hr)
($/Ton)
N 1
190
1200
N 2
390
480
Proceso
grava
gravilla
fino
cal (15 - 50 mm)
cal (6 - 15 mm)
fino
cemento
fino
Hora
Porcentaje Tonelaje
Produccin
Material
(Ton/hr)
($/hr)
17
122
146400
47
36
68
0
54
277
132960
17
29
113
0
100
390
187200
0
0
0
Por ultimo para determina el costo por fallas tanto del plan de mantencin actual
como proyectado, se debi se realizar dos acciones de optimizacin del tiempo de
intervencin de las tareas de mantencin propuestas tanto para planta N 1 y N 2, ver
Tabla 6.6, con lo cual se rebajo el tiempo de intervencin de los equipos por parte de tareas
propuesta en los equipos involucrados, ver anexo A - 13 Tiempo De Intervencin
Optimizado Para Equipos Planta N 1 Y planta N 2
Tabla 6.6 Acciones de optimizacin de plan propuesto
Accin
Primera
optimizacin
Segunda
optimizacin
Planta N 1
Utilizar hora-almuerzo para mantencin
mecnica y realizar mantencin
elctrica tanto turno noche como tarde
Considerando 3 mecnico, ayudante
operador y operador realizando al
mismo tiempo tareas asignadas
Planta N 2
Utilizar hora-almuerzo para mantencin
mecnica y 4 hora-almuerzo para
mantencin elctrica
Considerando 3 mecnico, ayudante
operador y operador realizando al mismo
tiempo tareas asignadas
cxlvi
Como se observa en Tabla 6.7, Tabla 6.8, Fig. 6.4, Fig. 6.5, Fig. 6.6, el costos de
fallas asociados al plan de mantencin propuesto reduce significativamente lo que se
sucede actualmente en Minera El Way por lo cual queda demostrado que el paquete de
tareas tienen cierta validez en una futura aplicacin, mediante el calculo solo este
parmetro, el cual es el nico medible con los datos que se tiene en la actualidad.
Tabla 6.7 Tiempos total de intervencin de equipos y costos de fallas tanto de plan de
mantencin actual como propuesto en planta N 1
cxlvii
Figura 6.4 Comparacin de costos de fallas entre plan de mantencin actual y proyectado
planta N 1
Tabla 6.8 Tiempos total de intervencin de equipos y costos de fallas tanto de plan de
mantencin actual como propuesto en planta N 2
cxlviii
Figura 6.5 - Comparacin de costos de fallas entre plan de mantencin actual y proyectado
planta N 2 en produccin de caliza para cemento
Figura 6.6 - Comparacin de costos de fallas entre plan de mantencin actual y proyectado
planta N 2 en produccin de caliza para cal
cxlix
CAPITULO 7
CONCLUSIONES
Se desarroll para Minera El Way planes de mantencin para los equipos
principales o crticos de cada planta en cuestin, abarcando todos los niveles de
intervencin ya sea mecnico, elctrico, o instrumentacin. Con ello se logra tener
una serie de tareas que eliminan o disminuyen la ocurrencia de los modos de fallas
presentes, que han pasado y que estn por ocurrir.
Al realizar la identificacin de los equipos presentes en cada planta, desde la entrega
del mineral al buzn de descarga, por parte de los camiones, hasta la entrega del
producto final, por parte de cada proceso, se adquiere un conocimiento ms
detallado de los equipos, lo cual sirvi para determinar con mayor exactitud las
fallas que pueden ocurrir en los equipos.
cl
En la determinacin de los equipos crticos se utiliza el histograma de Pareto, el
cual arroja los principales equipos para el proceso de productivo de cada planta.
Con ello se observ la cantidad de fallas y las horas de detenciones de los equipos,
es decir, nos da una visin ms detallada del funcionamiento y condicin de
operacin presente en los equipos de cada planta
Luego de un anlisis comparativo, se llega a la conclusin de que la tcnica ms
apropiada, por la forma de aplicacin y adaptacin al caso presentado, es la de
mantenimiento centrado en la confiabilidad o RCM. Siguiendo los pasos de la
metodologa, en conjunto con la tcnica de diagrama de causa-efecto, se
determinaron subsistemas en cada equipo, funciones de stas, causas de fallas,
modos de fallas, efecto de fallas, consecuencias, tareas propuestas, frecuencia y
finalmente quien la ejecuta.
Con todo los puntos anteriores, se determinaron las tareas de mantencin por
equipo, sin entrar en el mbito de la planificacin de las mismas, pero cumpliendo
el principal objetivo del trabajo, que es dotar a cada equipo de un plan de
mantencin serio y moderno de mantencin, adems de dejar en Minera El Way una
metodologa de administracin de mantencin para una posterior aplicacin en otros
equipos que lo requieran.
Lamentablemente, no se podr realizar un calculo detallado la efectividad del plan
propuesto, mediante los parmetros sealados, como reduccin de costos globales
de mantencin, aumento de la disponibilidad de los equipos y otros parmetros de
factibilidad en la implementacin del plan de mantencin, solo se pudo utilizar el
costo de fallas debido a los pocos datos que se manejan para este fin, en cual arrojo
un significativa reduccin de costo mediante este factor y demostrando la eficacia
de paquete de medidas desarrollados. Sin embargo, para contrarrestar esta parte
cli
negativa del presente trabajo, se entrega todas las herramientas que, en algunos
casos, no son utilizadas en Minera El Way y daran una mejor visin de lo que
realmente est sucediendo en los equipos, adems de medir la factibilidad del plan
cuando comience la etapa de implementacin.
CAPITULO 8
RECOMENDACIONES
8.1 Mejoramiento continuo plan de mantencin
Una vez implementado el plan de mantenimiento se debe revisar continuamente las
tareas realizadas, observando junto a los indicadores mostrados anteriormente, tanto la
efectividad como si cumplen el objetivo dichas tareas, utilizando la metodologa mostrada
en la Fig. 8.1:
clii
Figura 8.1 - Diagrama de flujo de actualizacin de programa de mantencin
A continuacin se explican el significado de cada paso del proceso de revisin del
programa de mantencin:
Paso 1 Difusin del programa de trabajo: Difundir, explicar a la gerencia y al
departamento de mantenimiento los objetivos de este trabajo, as como el procedimiento a
utilizar
Paso 2 Recopilacin de informacin del programa: Recopilar en el programa
general de mantencin los diferentes tipos de mantencin efectuado a los equipos
cliii
Paso 3 Seleccin de equipos y formacin de grupos de trabajo
Algunas formas de efectuar la seleccin puede ser ubicando equipos:
Crticos para la operacin de la planta
Con mayor frecuencia de falla y demora acumuladas
Con mayor frecuencia de mantenimiento
Con detenciones programados ms frecuentes
En la conformacin de equipos de trabajo se forma el grupo y se selecciona el
equipo o equipos a los cuales se actualizar las tareas de mantenimiento. Este grupo
debe estar formado tanto por personal de mantenimiento como de operacin
Paso 4 Recopilar Informacin de los Equipos Seleccionados: Se debe utilizar los
siguientes parmetros para recopilacin:
Demoras: tomar como base el reporte de evaluacin del mantenimiento y
complementarlo o compararlo con datos reales del rea, anexarle a las demoras las
frecuencias de falla y agrupar por causa de falla de equipo
Historial de equipo: verificar historial existente en el sistema y complementarlo con
los datos del rea
Protocolos de pruebas: registros de parmetros que nos indiquen en que condiciones
se encuentran los equipos, comportamiento y sus tendencias
Mtodos de trabajo: verificar mtodos de trabajos existentes en el sistema o
complementarlos con los existentes en las reas
Modificaciones: comprobar que las modificaciones realizadas a los equipos estn
documentadas
Paso 5 Anlisis de informacin recopilada: Revisar el cumplimiento de ejecucin y
las frecuencias de actividades tanto programadas como detenciones de mantenimiento,
analizar las desviaciones presentadas como:
cliv
Con las demoras: determinar y agrupar las demoras tanto por tipo de falla como
especialidad, adems de analizar y determinar las causas que las estn provocando
Con el historial del equipo: identificar y agrupar la informacin para que permita
conocer cual ha sido el comportamiento del equipo
Con los protocolos de pruebas: confirmar el estado del equipo de acuerdo a sus
parmetros de control, complementar pruebas faltantes y establecer formatos
estndar.
Con los mtodos de trabajo: analizar el contenido de los mtodos de trabajo, revisar
que estn incluidas todas las actividades que se debieron realizar para garantizar el
funcionamiento del equipo, mnimo hasta la prxima intervencin programada. Para
ello debemos conocer cules partes de los equipos pueden fallar, as como qu tipo
de falla se puede presentar, para as poder tomar medidas necesarias para que esto
no ocurra tan seguido.
En las modificaciones: analizar y comparar los resultados que se tuvieron con las
modificaciones realizadas con el desempeo que se tena anteriormente.
Determinar el tiempo promedio entre fallas: este parmetro nos servir para
determinar y comparar los resultados en la confiabilidad que tiene el equipo con la
frecuencia actual de mantenimiento
Paso 6 Observar funcionamiento de los equipos durante operacin: Realizar
inspeccin del equipo durante la operacin, constatar la aplicacin de los mtodos de
trabajo, analizar los datos de los parmetros medidos, examinar el estado del equipo y rea
donde se encuentra. Verificar posibles puntos potenciales de falla
Paso 7 Anlisis de la informacin recopilada: Con el grupo de trabajo, revisar y
analizar la informacin recopilada, determinar las causas de las desviaciones presentadas en
los equipos as como su comportamiento, elaborar reportes y conclusiones a:
Los mtodos de trabajo: analizar el contenido y aplicacin de los mtodos de
trabajo, verificar que estn incluidas todas las actividades que se deben realizar para
clv
garantizar el funcionamiento del equipo, mnimo hasta la prxima intervencin
programada (para esto debemos conocer cuales partes de los equipos pueden fallar
para tomar medidas necesarias para esto no ocurra)
Las demoras: revisar las demoras presentadas en los equipos y verificar que en los
mtodos de trabajo establecidos estn contempladas las actividades que pudieron
evitar o prevenir la falla ocurrida
El grupo de trabajo decidir cuantas observaciones se realizarn, para garantizar que
lo observado sea representativo
Paso 8 Observar equipo durante mantenimiento
En los mtodos de trabajo: verificar que todas las actividades contempladas dentro
del procedimiento de trabajo sean realizadas. Asimismo, observar que no existan
dificultades en la interpretacin y ejecucin de los trabajos sealados.
En el equipo: analizar y determinar ,de acuerdo a los observado, el estado en el que
se encontr el equipo:
a) Requiere mantenimiento inmediato
b) Puede seguir trabajando en condiciones normales y confiables.
Por cunto tiempo ms?
Bajo que condiciones?
Paso 9 Anlisis de la informacin recopilada: Con el grupo de trabajo revisar y
analizar la informacin recopilada, determinar las causas de las desviaciones presentadas en
los equipos as como su comportamiento, elaborar reporte y conclusiones
Las demoras: revisar las demoras presentadas en los equipos y verificar que en los
mtodos de trabajo establecidos estn contempladas las actividades que pudieron
evitar o prevenir la falla ocurrida
clvi
A los equipos: hacer un estudio detallado de las anomalas encontradas. Con base a
las observaciones realizadas al equipo trabajado. Durante el mantenimiento, analizar
qu fallas o daos se detectaron y cuales pudieron ser las causas que la ocasionaron
El grupo de trabajo decidir cuantas observaciones se realizarn para garantizar que
lo observado sea representativo
Paso 10 Desarrollar qu tipo de mantenimiento
Implementar una estrategia proactiva, la cual estar dirigida a localizar las causas
por las que podra presentarse una falla, de tal manera que el efecto de estas causas
no se presente, enfocando a ampliar la vida del equipo.
Si se determinan cules son las causas bsicas que podran provocar las fallas de los
equipos o sus componentes, podremos encontrar la solucin ms eficaz para que
estas fallas no se vuelvan a presentar y, consecuentemente, estaremos en posibilidad
de aplicar algn tipo de mantenimiento en un periodo mayor al que actualmente
tiene
Paso 11 Presentar modificaciones propuestas al programa de mantenimiento
En los mtodos de trabajo: revisar, analizar y modificar si es requerido el contenido
del mtodo actual, complementarlo con las actividades faltantes para garantizar un
desempeo confiable hasta la prxima intervencin y eliminar actividades
innecesarias que solamente consumen recursos
En la mano de obra: de acuerdo a lo observado en la aplicacin de los mtodos de
trabajo en las actividades de mantenimiento, determinar la necesidad de
capacitacin o actualizacin del personal
clvii
En el equipo: de acuerdo al desempeo observado en el funcionamiento del equipo
as como en el anlisis de fallas ocurridas y su historial determinar que cambios,
modificaciones o sustituciones hay que realizar para mejorar la confiabilidad
operativa del equipo
Paso 12 Proponer nuevos cambios al programa (frecuencia / mtodos)
De acuerdo al anlisis realizado y a las modificaciones, adecuaciones o
actualizaciones, ya sea a los mtodos de trabajo, al equipo mismo o a la calidad de
la mano de obra, proponer la nueva frecuencia de mantenimiento, sin riesgo en la
calidad del trabajo y la confiabilidad del equipo, tomar en cuenta para determinar la
nueva frecuencia el tiempo promedio de falla actual
Donde proceda, de acuerdo al anlisis realizado, incorporar el tipo de
mantenimiento ms adecuado para el equipo, para que sea el estado del equipo el
que determine su intervencin
Paso 13 Seguimiento y evaluacin de resultados
De acuerdo al seguimiento realizado al comportamiento del equipo con las nuevas
tareas de mantenimiento, determinar si se estn logrando los objetivos trazados y, en
caso contrario, corregir desviaciones que estn provocando que el equipo no tenga
un desempeo aceptable
Realizar el seguimiento del equipo por un periodo que nos garantice e indique que
la decisin tomada fue la correcta
Paso 14 Implantar la nueva frecuencia: Despus de haber comprobado que los
cambios con las nuevas tareas de mantenimiento no afectan el desempeo del equipo, se
debe actualizar el plan de mantencin
8.2 Ciclo de mantenimiento a condicin
clviii
En la aplicacin de RCM se recomiendan las tareas a condicin que se conocen
como mantenimiento predictivo que es la aplicacin de la tecnologa en el proceso de
deteccin temprana para verificar y detectar cambios de condiciones de operacin del
equipo, lo que permite intervenciones ms oportunas y precisas. Por ello en el presente
trabajo se incluye este tipo de mantencin, siendo una novedad en Minera El Way donde en
el pasado se aplic, pero para la jefatura actual es nueva
Los objetivos que se persigue con la aplicacin de esta tecnologa son:
Detectar condiciones del equipo sin prdida de tiempo, reduciendo las detenciones
del mantenimiento tradicional
Monitorear y hacer seguimiento, tanto al comportamiento como a la tendencia del
equipo detectado con problemas, para que ste siga trabajando sin riesgo para la
operacin, el equipo y el personal, con el fin de llevarlo a una reparacin planeada
Reducir los costos, ya que el uso mximo de los componentes son diseados para el
desgaste y no para un cambio en una fecha determinada
Mejorar la confiabilidad y disponibilidad del equipo
De las tareas propuestas en este tipo de mantenimiento, se recomiendo anlisis de
vibracin, monitoreo tribolgico, pruebas para motores elctricos y sistemas elctricos,
PLC, control. Sin embargo, en el presente trabajo, no se realizar una investigacin mayor
sobre estos temas ya que no es el fin del trabajo
Para la aplicacin de esta nueva metodologa de mantencin, se recomienda utilizar
el siguiente ciclo de etapas, ver Fig. 8.2, para llevar acabo estas tareas propuestas en el
trabajo presente:
clix
Figura 8.2 - Ciclo para realizar tarea de mantenimiento a condicin o predictivo
8.3 Control y seguimiento de tareas de mantencin
Pasando a un punto importante, como controlar la realizacin y efectividad de las
tareas propuesta por el plan descrito en el presente trabajo, el principal problema en la
minera es la falta de control en la realizacin de las tareas. Las causas primordiales son
falta de personal, poca experiencia o falta de tiempo por parte del supervisor para control.
Los factores previamente nombrados, influyen de manera negativa y probablemente lo
seguirn haciendo en el futuro. Por esto se recomienda realizar un control, tanto en terreno,
por parte del supervisor de la realizacin de cada tarea planificada, como tambin de un
documento escrito a mano, ver Tabla 8.1, por el personal que ejecuta la tarea y digital por
clx
parte del planificador, donde se debe incluir todos los detalles al efectuar cada tarea, el cual
servir como base para realizar un histrico detallado, ver anexo A-14 Planilla de Histrico
Propuesto, para toda la vida til de cada equipo involucrado en el proceso de chancado
tanto en planta N 1 como N 2.
Tabla 8.1 - Hoja trabajo para escribir manualmente por personal ejecutor de tarea
clxi
REFERENCIAS BIBLIOGRAFICAS
clxii
CEMENTOS BIO BIO, 2002. Manual de operacin ampliacin cal Antofagasta, planta de
chancado N 2
ESPINOSA F., [200-]. Aspectos financieros en el mantenimiento. Universidad de Talca,
Facultad de ingenieria.
F. L. SMIDTH. [197-] a. Manual de instrucciones chancador de martillos.
F. L. SMIDTH. [197-] b. Manual de instrucciones cinta de laminas
FUNDIBEQ. Diagrama causa efecto.
<www.fundibeq.org/metodologias/herramientas/diagrama_causa_efecto.pdf>
[Consulta
julio 2008]
HUACRUZ H., 2003. Determinacin de la frecuencia optima mantenimiento preventivo.
En: PRIMER CONGRESO mexicano de confiabilidad y mantenimiento: 30 y 31 de
octubre 2003. Len, Mxico.
LIZAMA A., 2006. Mantencin centrada en confiabilidad (RCM) rea ripios, SCM El
Abra. Memoria de Ingeniero Industrial Civil Mecnico. Antofagasta, Universidad De
Antofagasta, Facultad De Ingeniera, Departamento De Ingeniera Mecnica. 153 p.
METSO MINERALS, [199-] a. Manual de instrucciones chancador de cono serie HP
METSO MINERALS, [199-] b. Manual de instrucciones Harnero vibratorio serie TS
METSO MINERALS, [199-] c. Manual de instrucciones chancador de mandbulas serie C
MOGENSEN, [199-] a, Manual de instrucciones alimentador vibratorio
clxiii
MOGENSEN, [199-] b, Manual de instrucciones harnero vibratorio
PEREZ C., 2005. RCM-casos de xito y sus factores clave. En: RELIABILITY WORLD
latin america: 1 al 3 de junio 2005. Len, Mxico
PEREZ R., 2006. Monitoreo y diagnostico de condiciones de activos clave de la
confiabilidad y rentabilidad. En: RELIABILITY WORLD latin america: 5 al 9 de junio
2006. Monterrey, Mxico
URRUTIA, G. [200-] a. Curso de RCM. En: Apuntes de asignatura mantencin mecnica.
pp. 1-30
URRUTIA, G. [200-] b. Es el RCM la herramienta correcta para usted. En: Apuntes de
asignatura mantencin mecnica. pp. 1-19
Potrebbero piacerti anche
- Procedimiento de Cambio de Sistema Drive en Un Espesador de 80 MDocumento131 pagineProcedimiento de Cambio de Sistema Drive en Un Espesador de 80 MMikhael Giordan CANessuna valutazione finora
- Transporte NeumaticoDocumento26 pagineTransporte NeumaticoRuben Franco MontañoNessuna valutazione finora
- Tambor Motriz - PpiDocumento4 pagineTambor Motriz - PpiJohn Chavez MirandaNessuna valutazione finora
- FajasDocumento30 pagineFajasfirhoNessuna valutazione finora
- MALLASDocumento2 pagineMALLASLuis MartinezNessuna valutazione finora
- 201-Cambio Buje Interior Excéntrica CH PrimarioDocumento9 pagine201-Cambio Buje Interior Excéntrica CH PrimarioRoberto GonzálesNessuna valutazione finora
- Guarderas para Cintas TransportadoraDocumento2 pagineGuarderas para Cintas Transportadorarobertito101100% (1)
- AFs-MO - Módulo4 Instrumentación y ControlDocumento37 pagineAFs-MO - Módulo4 Instrumentación y ControlVitucho RicuraNessuna valutazione finora
- Opt Cambio de Faldones y GuardillasDocumento5 pagineOpt Cambio de Faldones y GuardillasWFiditoNessuna valutazione finora
- Landeo FernandezDocumento69 pagineLandeo FernandezKike AlfNessuna valutazione finora
- Sistema de Control AvanzadaDocumento43 pagineSistema de Control Avanzadafrancisco contrerasNessuna valutazione finora
- 26 Cambio Del Forro Trunnion de Carga y Descarga Del Molino 9x9Documento3 pagine26 Cambio Del Forro Trunnion de Carga y Descarga Del Molino 9x9OSVALDONessuna valutazione finora
- Mec 264 Apundes de Bandas o CorreasDocumento21 pagineMec 264 Apundes de Bandas o CorreasSaid PeraltaNessuna valutazione finora
- Correa 04-A Flender D - 09320Documento42 pagineCorrea 04-A Flender D - 0932022021971Nessuna valutazione finora
- Manual de Instalaciã N MBDocumento40 pagineManual de Instalaciã N MBJose Patricio Obreque RiosNessuna valutazione finora
- 01 Bombas de Transferencia Colas Segunda LimpiezaDocumento6 pagine01 Bombas de Transferencia Colas Segunda LimpiezaMaxwell Carrasco SantiNessuna valutazione finora
- s01 Informe Resumen de PoleasDocumento6 pagines01 Informe Resumen de PoleasKidd Cornejo AlamoNessuna valutazione finora
- Filosofía Control y Operación Planta Conica TRIO TC84 Rev 2Documento25 pagineFilosofía Control y Operación Planta Conica TRIO TC84 Rev 2Homer Edy Armas Calixto100% (1)
- Acitividad - Reconocimiento de Fallas Chancadora GiratoriaDocumento4 pagineAcitividad - Reconocimiento de Fallas Chancadora GiratoriaJOSE ANDRES GARCIA ANDRADE100% (1)
- SP - Pro Training Jaw Presentation 2010Documento273 pagineSP - Pro Training Jaw Presentation 2010Wilson Muñoz ArayaNessuna valutazione finora
- Poes Botella Porta RodamientosDocumento11 paginePoes Botella Porta RodamientosAndré Fernández QueaNessuna valutazione finora
- Catalogo TROMEL LAVADOR PDFDocumento2 pagineCatalogo TROMEL LAVADOR PDFlandago100% (1)
- Diseño Eje RodamientoDocumento8 pagineDiseño Eje Rodamientoebermejo2Nessuna valutazione finora
- Pets Cambio de Polines, Raspadores y VplowDocumento35 paginePets Cambio de Polines, Raspadores y VplowbryanNessuna valutazione finora
- Molino 6x8Documento9 pagineMolino 6x8Jony CamarenaNessuna valutazione finora
- TylerDocumento8 pagineTylerDAFERNessuna valutazione finora
- 23 de Agosto - Programa Montaje.Documento35 pagine23 de Agosto - Programa Montaje.Daniel Fernandez BardalesNessuna valutazione finora
- HidrociclonDocumento13 pagineHidrociclonMario Ponce100% (1)
- Pet GPM 04 - R0Documento23 paginePet GPM 04 - R0Jesus Manuel Juarez MamaniNessuna valutazione finora
- Informe Planta BetonmacDocumento2 pagineInforme Planta BetonmacGerman Cumpa JuarezNessuna valutazione finora
- PM Faja TransportadoraDocumento4 paginePM Faja TransportadoraAlexander Tirado CaicayNessuna valutazione finora
- Harnero 1Documento1 paginaHarnero 1jean ramos marinNessuna valutazione finora
- Ficha NW80A RRentalDocumento4 pagineFicha NW80A RRentalHansSalasNessuna valutazione finora
- Formato Procedimiento Mantenimiento CorrectivoDocumento20 pagineFormato Procedimiento Mantenimiento CorrectivoEdinho1980Nessuna valutazione finora
- Chumacera LubricacionDocumento8 pagineChumacera LubricacionxobarbozaNessuna valutazione finora
- 8795 - Empalmes en Bandas Transportadoras de GomaDocumento2 pagine8795 - Empalmes en Bandas Transportadoras de GomaAngel D. Córdova PortocarreroNessuna valutazione finora
- Null Frenos HidraulicosDocumento53 pagineNull Frenos HidraulicosJorge castilloNessuna valutazione finora
- 04 CMM-B016 - POE Cambio de Manto en Chancadora Primaria PDFDocumento8 pagine04 CMM-B016 - POE Cambio de Manto en Chancadora Primaria PDFtania llauce siesquen0% (1)
- Mkii Los BroncesDocumento143 pagineMkii Los BroncesMatías PinillaNessuna valutazione finora
- Ing. Carlos Rosales e Ing. Alex León - Escaneo Láser para Monitoreo de Liners y Análisis DEM PDFDocumento19 pagineIng. Carlos Rosales e Ing. Alex León - Escaneo Láser para Monitoreo de Liners y Análisis DEM PDFeluddeNessuna valutazione finora
- Manual HidrociclonDocumento2 pagineManual HidrociclonArias Hidalgo BeMol DanielNessuna valutazione finora
- TriDocumento34 pagineTriOmar Diego Parra AvilaNessuna valutazione finora
- 3 Elevador de CanguilonesDocumento6 pagine3 Elevador de CanguilonesHanna Andrea CastilloNessuna valutazione finora
- Presentación Wiston Rocher - Russell Minerals Equipment.Documento11 paginePresentación Wiston Rocher - Russell Minerals Equipment.israelitajuda50% (2)
- RPD 01.07.22 MOL 16 X 22Documento6 pagineRPD 01.07.22 MOL 16 X 22Rully Sanchez AltamiranoNessuna valutazione finora
- Evaluación de Proyecto TrabajoDocumento25 pagineEvaluación de Proyecto TrabajotatianaNessuna valutazione finora
- 378 206S Falk Quadrive Model A, Sizes 5407 5608 Shaft Mounted Drives Owners ManualDocumento48 pagine378 206S Falk Quadrive Model A, Sizes 5407 5608 Shaft Mounted Drives Owners ManualAnonymous IfYi6JzWPNessuna valutazione finora
- Sistema de Suministro de Aceite para Apoyo Hidrostático de PatinesDocumento61 pagineSistema de Suministro de Aceite para Apoyo Hidrostático de Patinesernesto huamanNessuna valutazione finora
- Estaciones de Trituración TrioDocumento8 pagineEstaciones de Trituración TrioMiguel Angel VargasNessuna valutazione finora
- Cambio de Zaranda HumedaDocumento11 pagineCambio de Zaranda Humedarichard ccahuana laymeNessuna valutazione finora
- Zaranda Vibratoria RMS410X3Documento4 pagineZaranda Vibratoria RMS410X3armandolibrosNessuna valutazione finora
- Listado de Partes y Piezas Alimentador Vibratorio MV40120 - 128Documento23 pagineListado de Partes y Piezas Alimentador Vibratorio MV40120 - 128Juan Francisco König100% (1)
- Apron - Lista de PartesDocumento1 paginaApron - Lista de PartesPAUL LLONTOPNessuna valutazione finora
- Manual Trituradora Giratoria TC-60Documento32 pagineManual Trituradora Giratoria TC-60Laureano Pastor100% (1)
- Valvulas DardoDocumento4 pagineValvulas DardoAldo Velarde TorresNessuna valutazione finora
- 1.1 MM-ESCON-PETS-005-22 v01Documento61 pagine1.1 MM-ESCON-PETS-005-22 v01Rafael AlarconNessuna valutazione finora
- 04.CH430-05 - Installation - Instructions - S 223.1698-03.esDocumento68 pagine04.CH430-05 - Installation - Instructions - S 223.1698-03.esLuis Carlos Morales100% (1)
- Presentación IvarDocumento51 paginePresentación Ivarivar vivancoNessuna valutazione finora
- Informe de Practicas - Avila CortijoDocumento59 pagineInforme de Practicas - Avila CortijoDeiby Avila100% (2)
- Propuestas Mejora Bajo Filosofia TPM Empresa CumminsDocumento48 paginePropuestas Mejora Bajo Filosofia TPM Empresa CumminsCarlos QLNessuna valutazione finora
- 2.unidad 2.elementos de UnionDocumento52 pagine2.unidad 2.elementos de UnionMauro Rodrigo Fuentes Morales100% (1)
- Comport A Mien To A La Fatiga de Uniones RoscadasDocumento6 pagineComport A Mien To A La Fatiga de Uniones RoscadasIgnacio CorroNessuna valutazione finora
- 5 FatigaDocumento80 pagine5 FatigaMauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Foto Elastic I DadDocumento10 pagineFoto Elastic I DadMauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Caneria HDPEDocumento17 pagineCaneria HDPECesar SolisNessuna valutazione finora
- Detalle de Bomba SumergibleDocumento26 pagineDetalle de Bomba SumergibleDarwing Gallegos DiazNessuna valutazione finora
- 1.1.efecto FatigaDocumento5 pagine1.1.efecto FatigaMauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Gama de Valvulas-DataDocumento54 pagineGama de Valvulas-DataMauro Alfonso Franjola BaezaNessuna valutazione finora
- 2º Examen de Mecanica de Fluidos IDocumento1 pagina2º Examen de Mecanica de Fluidos IMauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Examen de Fluido1 v14Documento1 paginaExamen de Fluido1 v14Mauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Teresa Caramés BartoloméDocumento180 pagineTeresa Caramés BartoloméMauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Diagrama MoodyDocumento1 paginaDiagrama MoodyAndre Peche MendozaNessuna valutazione finora
- 2º Examen de Mecanica de Fluidos IDocumento1 pagina2º Examen de Mecanica de Fluidos IMauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Caldera Recuperadora de CalorDocumento11 pagineCaldera Recuperadora de CalorMauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Ex 2Documento1 paginaEx 2Mauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Ex 1Documento1 paginaEx 1Mauro Rodrigo Fuentes MoralesNessuna valutazione finora
- PR 3Documento1 paginaPR 3Mauro Rodrigo Fuentes MoralesNessuna valutazione finora
- TNS THSDocumento51 pagineTNS THSMauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Foto Elastic I DadDocumento10 pagineFoto Elastic I DadMauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Unidad2 (1 1)Documento38 pagineUnidad2 (1 1)Mauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Ex 1Documento1 paginaEx 1Mauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Apunte Producc (Ing Ejec) Revisado.Documento79 pagineApunte Producc (Ing Ejec) Revisado.Mauro Rodrigo Fuentes MoralesNessuna valutazione finora
- ExergiaDocumento17 pagineExergiasebastianzenobiNessuna valutazione finora
- Apunte Producc (Ing Ejec)Documento76 pagineApunte Producc (Ing Ejec)Mauro Rodrigo Fuentes MoralesNessuna valutazione finora
- Pdvsa L-TP 1.2 Simbologia Planos Procesos y MecanicosDocumento49 paginePdvsa L-TP 1.2 Simbologia Planos Procesos y Mecanicosantonioduranp100% (2)
- Relación IntraarcadaDocumento20 pagineRelación Intraarcadacamila0% (1)
- Módulo #7. Tabla Periódica y Propiedades Periódicas.Documento20 pagineMódulo #7. Tabla Periódica y Propiedades Periódicas.Consultores LegalesNessuna valutazione finora
- Conductismo y CognitivismoDocumento17 pagineConductismo y CognitivismodagobertoNessuna valutazione finora
- Parte TeoricaDocumento17 pagineParte TeoricaMauricio Medrano MaciasNessuna valutazione finora
- Prueba de HemoaglutinaciónDocumento2 paginePrueba de HemoaglutinaciónDaniel LgNessuna valutazione finora
- PLANIFICACION DIARIA YesiDocumento3 paginePLANIFICACION DIARIA Yesiyesenia cruzNessuna valutazione finora
- Informe Final Accidente HK2118Documento28 pagineInforme Final Accidente HK2118Alexander VasquezNessuna valutazione finora
- Memoria de Calculo Puente PucaraDocumento22 pagineMemoria de Calculo Puente PucaraJose Antonio Paredes VeraNessuna valutazione finora
- Certificado de Deposito, Warran SBS.RDocumento26 pagineCertificado de Deposito, Warran SBS.ROsito FastNessuna valutazione finora
- ComunicadoATEmpíricosyDDJJ ResoluciónN°2023 442Documento6 pagineComunicadoATEmpíricosyDDJJ ResoluciónN°2023 442DanielaDelEspacioNessuna valutazione finora
- Seguridad en La Construccion PDF Unido - 1er ExamenDocumento61 pagineSeguridad en La Construccion PDF Unido - 1er ExamenJOSUE ANIBAL CUTI QUISPENessuna valutazione finora
- FAO Nutrición y Sistemas Alimentarios Cap 1Documento25 pagineFAO Nutrición y Sistemas Alimentarios Cap 1FrancoIgnacioLópezFerradaNessuna valutazione finora
- Formato de Valorizacion en Obra AtrasadaDocumento29 pagineFormato de Valorizacion en Obra AtrasadaDiego Diaz MontoyaNessuna valutazione finora
- Biografia Becky GDocumento2 pagineBiografia Becky GAUSTOM0% (1)
- Reglamento Transporte de CargaDocumento3 pagineReglamento Transporte de CargaC.L.ONessuna valutazione finora
- Consultoría A Cinépolis de MéxicoDocumento3 pagineConsultoría A Cinépolis de MéxicoEmmanuel Cuevas del CastilloNessuna valutazione finora
- Areas de Las Principales Figuras Geometricas para Segundo de SecundariaDocumento5 pagineAreas de Las Principales Figuras Geometricas para Segundo de SecundariaAntonioNessuna valutazione finora
- SINONIMIADocumento4 pagineSINONIMIAAldahir Alexis Mendoza CastilloNessuna valutazione finora
- Anexo 5Documento4 pagineAnexo 5Carlos Alexis OsorioNessuna valutazione finora
- Cuestionario de QuimicaDocumento20 pagineCuestionario de QuimicaNeil Edwin Alarcón RoseroNessuna valutazione finora
- AP07-EV04 - Taller Sobre Preposiciones y Vocabulario Exhibición ComercialDocumento6 pagineAP07-EV04 - Taller Sobre Preposiciones y Vocabulario Exhibición ComercialTawanda PetersonNessuna valutazione finora
- Maribel y La Extraña FamiliaDocumento8 pagineMaribel y La Extraña FamiliaPaloma GomisNessuna valutazione finora
- Texto ArgumentativoDocumento12 pagineTexto ArgumentativoAngela ChavezNessuna valutazione finora
- Lectura ComprensivaDocumento4 pagineLectura Comprensivamiguel0% (1)
- F27 2018 3trimestre DuDocumento579 pagineF27 2018 3trimestre DuAle CMNessuna valutazione finora
- Tarea S3 Textos Narrativos DescriptivosDocumento4 pagineTarea S3 Textos Narrativos DescriptivosVictor A. Felipe De la RosaNessuna valutazione finora
- El Intenso Amor en El Poema Las Calles Vacías Por David Auris VillegasDocumento4 pagineEl Intenso Amor en El Poema Las Calles Vacías Por David Auris VillegasJesusSiasAlvarezNessuna valutazione finora
- Manual Reiki 1Documento43 pagineManual Reiki 1Analia VilariñoNessuna valutazione finora
- 02 FP - Gastos PublicosDocumento8 pagine02 FP - Gastos Publicosluva34Nessuna valutazione finora
- AcoplamientosDocumento14 pagineAcoplamientosZamarripa Eduardo RobertoNessuna valutazione finora