Potrebbero piacerti anche
- How To Reduce Amine LossesDocumento10 pagineHow To Reduce Amine LossesargachoNessuna valutazione finora
- Experiment 3: Organic ChemistryDocumento5 pagineExperiment 3: Organic ChemistryIsuri Vidyarathne100% (1)
- Design Guidelines For Amine PlantsDocumento21 pagineDesign Guidelines For Amine Plantsargacho100% (2)
- Minimise Amine Losses in Gas and Liquid TreatingDocumento10 pagineMinimise Amine Losses in Gas and Liquid Treatings k kumar100% (2)
- Maximising Molecular Sieve Performance in Gas ProcessingDocumento18 pagineMaximising Molecular Sieve Performance in Gas ProcessingAhmed ElShora100% (1)
- Amine Loading To SystemDocumento6 pagineAmine Loading To SystemRathinavel PerumalNessuna valutazione finora
- Amine Treating Guide for Acid Gas RemovalDocumento146 pagineAmine Treating Guide for Acid Gas RemovalEnny Cordero100% (1)
- Synthesis of Ibuprofen From BenzeneDocumento11 pagineSynthesis of Ibuprofen From BenzeneEriika SaucdoNessuna valutazione finora
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDocumento7 pagineDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedNessuna valutazione finora
- Acid Gas Cleaning Using Amine SolventsDocumento20 pagineAcid Gas Cleaning Using Amine SolventsGEORGEVPAUL_14565666Nessuna valutazione finora
- A Comparison of Physical Solvents For Acid Gas Removal PDFDocumento10 pagineA Comparison of Physical Solvents For Acid Gas Removal PDFVirnia PatziNessuna valutazione finora
- The Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalDocumento9 pagineThe Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalTrùm Dầu Mỏ BkNessuna valutazione finora
- Natural Gas Processing from Midstream to DownstreamDa EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNessuna valutazione finora
- Amine Unit Start UpDocumento11 pagineAmine Unit Start UpthinkpadNessuna valutazione finora
- Contamination in Amines 2010Documento14 pagineContamination in Amines 2010NS MurthyNessuna valutazione finora
- Amine Circulation Rate EstimationDocumento15 pagineAmine Circulation Rate EstimationUmair FareedNessuna valutazione finora
- Iron Sulfides - Effect On Amine PlantsDocumento6 pagineIron Sulfides - Effect On Amine PlantsHsien Yu100% (1)
- Amine Sweetening Process DesignDocumento12 pagineAmine Sweetening Process Designswapnil2603100% (2)
- Amine SweeteningDocumento12 pagineAmine SweeteningLeslie Opoku100% (1)
- Product Data Sheet - MDEADocumento4 pagineProduct Data Sheet - MDEACHANADAS100% (1)
- Fluidized Catalytic Cracking-An: Luidized Atalytic Racking-AnDocumento47 pagineFluidized Catalytic Cracking-An: Luidized Atalytic Racking-AnChakravarthy BharathNessuna valutazione finora
- Acid Gas Removal Design CriteriaDocumento2 pagineAcid Gas Removal Design CriteriaNguyễn Tiến DũngNessuna valutazione finora
- Designing Selective MDEA Tail-Gas UnitsDocumento5 pagineDesigning Selective MDEA Tail-Gas UnitsbehnamhfNessuna valutazione finora
- SWEETENING (Chemical Absorption) PresentationDocumento54 pagineSWEETENING (Chemical Absorption) Presentationarsalan amirpour75% (4)
- A200 Amine System English A4 PDFDocumento4 pagineA200 Amine System English A4 PDFMuhammad ZubairNessuna valutazione finora
- Sulfur Magazine Ideas For Better Clean Up Jan 09Documento0 pagineSulfur Magazine Ideas For Better Clean Up Jan 09Bharat VaajNessuna valutazione finora
- Acid gas treatment upgrade ensures 10M t/y LNG capacityDocumento10 pagineAcid gas treatment upgrade ensures 10M t/y LNG capacityasdasdasdasdasdasdasdNessuna valutazione finora
- Stable Operating Limits in Amine Treating UnitsDocumento11 pagineStable Operating Limits in Amine Treating UnitsJR RomanNessuna valutazione finora
- Precisely characterising contaminants in alkanolamine systemsDocumento11 paginePrecisely characterising contaminants in alkanolamine systemsNorliza Mat SidikNessuna valutazione finora
- Extending Mole Sieve Life by Preventing Liquid FormationDocumento8 pagineExtending Mole Sieve Life by Preventing Liquid Formationnitoxxx666Nessuna valutazione finora
- Chevron AmineDocumento146 pagineChevron AmineFaraz MohammadNessuna valutazione finora
- Gas SweeteningDocumento39 pagineGas SweeteningG Vengat Vinayagam100% (1)
- Natural Gas Sweetening Process DesignDocumento13 pagineNatural Gas Sweetening Process DesignJeyakumar Raja100% (1)
- FCC MANUAL 5-The Role of Catalyst in FCC TroubleshootingDocumento10 pagineFCC MANUAL 5-The Role of Catalyst in FCC Troubleshooting750921Nessuna valutazione finora
- UOP Extending Molecular Sieve Life Tech PaperDocumento7 pagineUOP Extending Molecular Sieve Life Tech PaperOmar EzzatNessuna valutazione finora
- Gbhe Ammonia Co2 Removal Systems WSV PDFDocumento20 pagineGbhe Ammonia Co2 Removal Systems WSV PDFAaserElkenanyNessuna valutazione finora
- Unit 2 Amine Sweetening UnitDocumento33 pagineUnit 2 Amine Sweetening UnitkhalimnNessuna valutazione finora
- Troubleshooting Vacuum Unit Revamp - TDocumento6 pagineTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNessuna valutazione finora
- Adsorbents and Adsorption Processes For Pollution ControlDocumento30 pagineAdsorbents and Adsorption Processes For Pollution ControlJoao MinhoNessuna valutazione finora
- Process DescriptionDocumento6 pagineProcess Descriptionافكر اشتري كورياNessuna valutazione finora
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocumento12 pagineProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloNessuna valutazione finora
- BASF Oase Gas-TreatmentDocumento12 pagineBASF Oase Gas-TreatmentSatria 'igin' Girindra NugrahaNessuna valutazione finora
- Integrated Gasification Combined Cycle: Acid Gas RemovalDocumento3 pagineIntegrated Gasification Combined Cycle: Acid Gas RemovaljuhriloverNessuna valutazione finora
- Optimize Gas Sweetening With MDEADocumento35 pagineOptimize Gas Sweetening With MDEAAnonymous bHh1L1Nessuna valutazione finora
- Optimising hydrogen production and use processes for clean fuel optimizationDocumento12 pagineOptimising hydrogen production and use processes for clean fuel optimizationKokil JainNessuna valutazione finora
- Amine DegradationDocumento14 pagineAmine Degradationrajputlover100% (3)
- Pre 2 30 July 2016 160731090013 PDFDocumento284 paginePre 2 30 July 2016 160731090013 PDFridanormaNessuna valutazione finora
- Sweetening LPG With AminesDocumento8 pagineSweetening LPG With AminessizwehNessuna valutazione finora
- Optimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineDocumento12 pagineOptimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineMuhammad ImranNessuna valutazione finora
- 06 - Claus Tail Gas Treating Units Switching To Low Temperature Tail Gas Operation Proceedings PDFDocumento24 pagine06 - Claus Tail Gas Treating Units Switching To Low Temperature Tail Gas Operation Proceedings PDFmujeebtalib100% (1)
- Hydrogen from refinery offgas: Three schemes comparedDocumento3 pagineHydrogen from refinery offgas: Three schemes comparedkulaspiro100% (1)
- Amine Regenerator ControlDocumento14 pagineAmine Regenerator ControlGloria Margarita LópezNessuna valutazione finora
- Basics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, CatalystsDocumento5 pagineBasics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, Catalystsonizuka-t2263Nessuna valutazione finora
- MdeaDocumento28 pagineMdeahaarika1006100% (2)
- Amine Unit AntifoamDocumento1 paginaAmine Unit Antifoamsmith136Nessuna valutazione finora
- Hydrogen and Syngas Production and Purification TechnologiesDa EverandHydrogen and Syngas Production and Purification TechnologiesNessuna valutazione finora
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDa EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNessuna valutazione finora
- Gas Sweetening and Processing Field ManualDa EverandGas Sweetening and Processing Field ManualValutazione: 4 su 5 stelle4/5 (7)
- Principles and Case Studies of Simultaneous DesignDa EverandPrinciples and Case Studies of Simultaneous DesignNessuna valutazione finora
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringDa EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNessuna valutazione finora
- Energy and Process Optimization for the Process IndustriesDa EverandEnergy and Process Optimization for the Process IndustriesNessuna valutazione finora
- VDR075-CPP2-A-GEN-2010 0 - Wall Partition and Lining Layout (Sht-1 of 16)Documento1 paginaVDR075-CPP2-A-GEN-2010 0 - Wall Partition and Lining Layout (Sht-1 of 16)Fadillah Akhbar MarshaNessuna valutazione finora
- Kinetics Study and Simulation of CO Absorption Into Mixed Aqueous Solutions of Methyldiethanolamine and DiethanolamineDocumento6 pagineKinetics Study and Simulation of CO Absorption Into Mixed Aqueous Solutions of Methyldiethanolamine and DiethanolamineFadillah Akhbar MarshaNessuna valutazione finora
- Daftar PustakaDocumento2 pagineDaftar PustakaFadillah Akhbar MarshaNessuna valutazione finora
- 8choice of Separator For Heterogeneous MixturesDocumento2 pagine8choice of Separator For Heterogeneous MixturesFadillah Akhbar MarshaNessuna valutazione finora
- Co2 Amine ScrubbingDocumento9 pagineCo2 Amine ScrubbingprocesspipingdesignNessuna valutazione finora
- PENGAMATAN PERCOBAAN Fluidization and Heat TransferDocumento10 paginePENGAMATAN PERCOBAAN Fluidization and Heat TransferFadillah Akhbar MarshaNessuna valutazione finora
- 1a Thermodynamic Properties and Phase EquilibriumDocumento38 pagine1a Thermodynamic Properties and Phase EquilibriumFadillah Akhbar MarshaNessuna valutazione finora
- Termodynamic Modeling For CO2Documento13 pagineTermodynamic Modeling For CO2W. van DamNessuna valutazione finora
- Colloids PPT - PPTX 1Documento22 pagineColloids PPT - PPTX 1Zhee ChoiNessuna valutazione finora
- Smkts PHYSICS 960/3/P3: Trial STPM Semester 3 STPM 2019Documento6 pagineSmkts PHYSICS 960/3/P3: Trial STPM Semester 3 STPM 2019Tan Wei WeiNessuna valutazione finora
- Gas Fading at PolyethyleneDocumento24 pagineGas Fading at PolyethyleneDavide GazzolaNessuna valutazione finora
- Upkar Mechanical and Electrical MCQ PDFDocumento95 pagineUpkar Mechanical and Electrical MCQ PDFGaurang Patel100% (1)
- Pipe Preparatory Problems With Answer Guide in Power Plant and Industrial PlantDocumento13 paginePipe Preparatory Problems With Answer Guide in Power Plant and Industrial PlantRea RebenqueNessuna valutazione finora
- R717 refrigerant thermodynamic propertiesDocumento1 paginaR717 refrigerant thermodynamic propertiesWillian SouzaNessuna valutazione finora
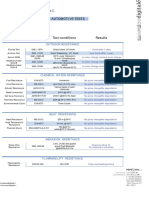
- Automotive Tests Show Strong PerformanceDocumento1 paginaAutomotive Tests Show Strong PerformanceMacNessuna valutazione finora
- Atomic Structure Key ConceptsDocumento16 pagineAtomic Structure Key ConceptsYash BhalekarNessuna valutazione finora
- Pressure Vessels Data SheetDocumento1 paginaPressure Vessels Data SheetAndrés SepúlvedaNessuna valutazione finora
- Bannari Amman Institute of Technology: G.NalankilliDocumento75 pagineBannari Amman Institute of Technology: G.NalankilliAbirami SubramaniamNessuna valutazione finora
- Bahan Konstruski Dan Korosi - Pertemuan 3Documento76 pagineBahan Konstruski Dan Korosi - Pertemuan 3sri utariNessuna valutazione finora
- Photoelectric Effect NotesDocumento3 paginePhotoelectric Effect Notessaifi_786Nessuna valutazione finora
- ME8595-Thermal Engineering-II PDFDocumento19 pagineME8595-Thermal Engineering-II PDFpasrinivasan_199735233% (3)
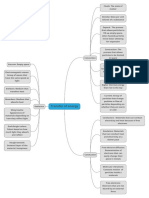
- MindmapDocumento1 paginaMindmapSudhish ThapaNessuna valutazione finora
- Heat Treatment by Quenching - DiagramsDocumento20 pagineHeat Treatment by Quenching - Diagramssunilmathew4477Nessuna valutazione finora
- DrugDocumento31 pagineDrugChaNessuna valutazione finora
- CLS Aipmt 18 19 XII Che Study Package 5 SET 1 Chapter 5Documento10 pagineCLS Aipmt 18 19 XII Che Study Package 5 SET 1 Chapter 5Ûdây RäjpütNessuna valutazione finora
- Density of Liquid MercuryDocumento2 pagineDensity of Liquid MercuryQuốc ThắngNessuna valutazione finora
- Unit10 Fruit BatteryDocumento4 pagineUnit10 Fruit BatteryZyrine Geneta DiodocoNessuna valutazione finora
- Gizachew EndaleDocumento51 pagineGizachew EndalepenihaniNessuna valutazione finora
- Vapour Phase Drying (VPD) System Make:-HEDRICH Germany For Drying of Oil Filled Transformer at Voltamp Works Makarpura, VadodaraDocumento4 pagineVapour Phase Drying (VPD) System Make:-HEDRICH Germany For Drying of Oil Filled Transformer at Voltamp Works Makarpura, VadodaraMukund GawaleNessuna valutazione finora
- A Review of Reverse Osmosis Theory: Michael E. Williams, PH.D., P.EDocumento40 pagineA Review of Reverse Osmosis Theory: Michael E. Williams, PH.D., P.ETarikNessuna valutazione finora
- 2f6a9970-a13a-4b69-89e5-de446c92af3c-1712045056045-4102607658133849 (2)Documento44 pagine2f6a9970-a13a-4b69-89e5-de446c92af3c-1712045056045-4102607658133849 (2)chaitubudatiNessuna valutazione finora
- AP Thermodynamics Study GuideDocumento2 pagineAP Thermodynamics Study Guideevil twinNessuna valutazione finora
- APSC 131 Gases Lecture ReviewDocumento19 pagineAPSC 131 Gases Lecture ReviewghiNessuna valutazione finora
- HYSYS TutorialDocumento30 pagineHYSYS TutorialEhsan Ahz100% (2)
- Experimental Investigation On Cascade Refrigeration System With and Without Phase Change MaterialDocumento8 pagineExperimental Investigation On Cascade Refrigeration System With and Without Phase Change MaterialijsretNessuna valutazione finora
- 99041-Prediction of Scale and CO2 Corrosion in Oil Field SystemsDocumento16 pagine99041-Prediction of Scale and CO2 Corrosion in Oil Field SystemsdhireshmahajanNessuna valutazione finora