Potrebbero piacerti anche
- Cardboard - OCC - Recycle Equipment Bale WeightsDocumento2 pagineCardboard - OCC - Recycle Equipment Bale WeightssuilanroNessuna valutazione finora
- Training Outline - Baler: Demonstrate Machine OperationDocumento1 paginaTraining Outline - Baler: Demonstrate Machine Operationsuriya karthikeyanNessuna valutazione finora
- Operators Manual For Economy 6031A - 4831ADocumento24 pagineOperators Manual For Economy 6031A - 4831ArcampneysrNessuna valutazione finora
- 4823 Conveyer - 6-2-10Documento44 pagine4823 Conveyer - 6-2-10Alfredd MartinezNessuna valutazione finora
- A Complete Mechanics of Solid Lab Test ManualDocumento38 pagineA Complete Mechanics of Solid Lab Test ManualAli ZafarNessuna valutazione finora
- Oil Filter Remover Belt Type: Bachelor of Industrial Technology Major: AutomotiveDocumento5 pagineOil Filter Remover Belt Type: Bachelor of Industrial Technology Major: AutomotiveJoanna Marie EngalanNessuna valutazione finora
- 3 Axis Modern TrailerDocumento24 pagine3 Axis Modern TrailerRATHANNessuna valutazione finora
- 2500-600 Down Feed Slitter Rewinder User ManualDocumento6 pagine2500-600 Down Feed Slitter Rewinder User ManualA.Magied MahmoudNessuna valutazione finora
- SEPD0942 Procedure For Cleaning The Power TrainDocumento4 pagineSEPD0942 Procedure For Cleaning The Power TrainJuan Carlos Galarza CastilloNessuna valutazione finora
- FP Martin ElevadoresDocumento19 pagineFP Martin ElevadoresGuilherme AlmeidaNessuna valutazione finora
- Vacuum Conveyor For Industrial ApplicationDocumento4 pagineVacuum Conveyor For Industrial Applicationkrishna100% (1)
- Ada 136220Documento231 pagineAda 136220Anonymous 9xvU1FNessuna valutazione finora
- Rotavator Buffalo 36Documento34 pagineRotavator Buffalo 36Stefanus Desianto Hariyadi0% (1)
- ALPHA700 ManualDocumento50 pagineALPHA700 ManualAlexialee83Nessuna valutazione finora
- Catallogo Pala Cable 7495 HFDocumento4 pagineCatallogo Pala Cable 7495 HFmarceloNessuna valutazione finora
- Friction Clutches Brakes Ctuk PDFDocumento66 pagineFriction Clutches Brakes Ctuk PDFsssf-dobojNessuna valutazione finora
- Product 4Documento2 pagineProduct 4Cristián Torres JaraNessuna valutazione finora
- Nagel PLC Upgradtion ProjectDocumento35 pagineNagel PLC Upgradtion Projectnarendramaharana39Nessuna valutazione finora
- COMPACTORDocumento15 pagineCOMPACTORenrico jordan100% (1)
- Slayer Series Product BookletDocumento16 pagineSlayer Series Product BookletLorcán McGrathNessuna valutazione finora
- Print Close: Machine DesignDocumento5 paginePrint Close: Machine DesignAnonymous CYdagINessuna valutazione finora
- With Tier 2 Engine: 638 KW 856 HP at 2050 RPMDocumento12 pagineWith Tier 2 Engine: 638 KW 856 HP at 2050 RPMSoegeng Iingin Slalu BelajarNessuna valutazione finora
- Catalog - Conveyor Systems OverviewDocumento16 pagineCatalog - Conveyor Systems Overviewleomariano21Nessuna valutazione finora
- MNK928-Operation & Maintenance ManualDocumento75 pagineMNK928-Operation & Maintenance ManualYe' NaingNessuna valutazione finora
- (JP120BC) Quotation of Horizontal Semi-Automatic Hydraulic Baler MachineDocumento4 pagine(JP120BC) Quotation of Horizontal Semi-Automatic Hydraulic Baler MachineEdwin Guerrero JachoNessuna valutazione finora
- Ignition System: Internal Combustion Engines Boilers Electric SparkDocumento9 pagineIgnition System: Internal Combustion Engines Boilers Electric SparkManu ChakkingalNessuna valutazione finora
- Operator S Manual: Please Read These Instructions Carefully and Make Sure You Understand Them Before Using The SawDocumento37 pagineOperator S Manual: Please Read These Instructions Carefully and Make Sure You Understand Them Before Using The SawJelly PinNessuna valutazione finora
- SWR Bracket Boss: Sovex ORDER NO.: 170850 Project: AmhDocumento21 pagineSWR Bracket Boss: Sovex ORDER NO.: 170850 Project: AmhEmir MujićNessuna valutazione finora
- Fully Refurbished Telescopic Belt Conveyors Now AvailableDocumento2 pagineFully Refurbished Telescopic Belt Conveyors Now AvailableYousef AlipourNessuna valutazione finora
- List of Occs and Bccs With Microsoft Office 365 Accounts As of May 15, 2020 Court/Station Account Type Email AddressDocumento53 pagineList of Occs and Bccs With Microsoft Office 365 Accounts As of May 15, 2020 Court/Station Account Type Email AddressJacci Rocha100% (1)
- Preventive Maintenance Checklist: Tool Room & Production SawsDocumento2 paginePreventive Maintenance Checklist: Tool Room & Production SawsValerio Ambrocio IsmaelNessuna valutazione finora
- Om 01102046 Ic448ffs GBDocumento70 pagineOm 01102046 Ic448ffs GBmohamed algharbi0% (1)
- Cement Mixer Model Mx-80 Owner'S/Operator'S - Parts ManualDocumento12 pagineCement Mixer Model Mx-80 Owner'S/Operator'S - Parts Manualrelh62Nessuna valutazione finora
- Patcher Ii CrafcoDocumento112 paginePatcher Ii CrafcoIsaac VidalNessuna valutazione finora
- Product LineDocumento36 pagineProduct Lineosama bayoumiNessuna valutazione finora
- Service Schedule FordDocumento2 pagineService Schedule FordsmokefieldNessuna valutazione finora
- Mechanic Agricultural Machinery.164170839Documento41 pagineMechanic Agricultural Machinery.164170839swami061009Nessuna valutazione finora
- Operation Manual For YF IncineratorDocumento17 pagineOperation Manual For YF IncineratorBasir Ahmad NooriNessuna valutazione finora
- QFD-based Conceptual Design of An Autonomous Underwater RobotDocumento13 pagineQFD-based Conceptual Design of An Autonomous Underwater RobotEsha Fajar KurniaNessuna valutazione finora
- Hydraulic and Pneumatic Actuators and Their ApplicationDocumento24 pagineHydraulic and Pneumatic Actuators and Their ApplicationsarkrassNessuna valutazione finora
- KD 12 WW 1Documento24 pagineKD 12 WW 1anon_b186Nessuna valutazione finora
- Rótulas SKFDocumento136 pagineRótulas SKFxataraNessuna valutazione finora
- Bom Chan KhongDocumento78 pagineBom Chan KhongKhổng C. PhongNessuna valutazione finora
- Hastings PDFDocumento220 pagineHastings PDFEmily BullockNessuna valutazione finora
- Palletizer SelectionDocumento4 paginePalletizer Selectionred patriotNessuna valutazione finora
- Product Catalogue: Ban NgaiDocumento52 pagineProduct Catalogue: Ban NgaizilaNessuna valutazione finora
- NFASDocumento4 pagineNFASgolesfredyNessuna valutazione finora
- Simplex HandpumpsDocumento11 pagineSimplex HandpumpsMichalis GeorgiouNessuna valutazione finora
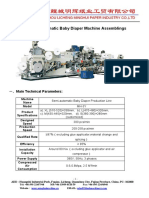
- Semi Automatic Baby Diaper Machine 2011-07-09Documento6 pagineSemi Automatic Baby Diaper Machine 2011-07-09ZakNessuna valutazione finora
- ClemcoDocumento8 pagineClemcogeraldNessuna valutazione finora
- Lift Station Safety and MaintenanceDocumento29 pagineLift Station Safety and MaintenanceVinish HARIDAS NAIRNessuna valutazione finora
- SAP Alert NotificationDocumento24 pagineSAP Alert NotificationNAVEENNessuna valutazione finora
- Gert Man 0810 RRDocumento4 pagineGert Man 0810 RRRaguvaran_ArumugamNessuna valutazione finora
- Careers in Recycling: Drew Liming September 2011 - Report 5Documento9 pagineCareers in Recycling: Drew Liming September 2011 - Report 5reader27Nessuna valutazione finora
- Solid Waste and Solid Waste ManagementDocumento14 pagineSolid Waste and Solid Waste ManagementClarice FranciscoNessuna valutazione finora
- Unit 4 Off-Site Processing: Processing Techniques and EquipmentDocumento10 pagineUnit 4 Off-Site Processing: Processing Techniques and Equipmentdraak_chem_442849861Nessuna valutazione finora
- Clean MRF: Recyclable Single Stream Ferrous Metal Aluminum PET HdpeDocumento28 pagineClean MRF: Recyclable Single Stream Ferrous Metal Aluminum PET HdpeJoyce T. ParejaNessuna valutazione finora
- Solid Wastes ManagementDa EverandSolid Wastes ManagementStephen BurnleyNessuna valutazione finora
- Airbus Price 2018Documento1 paginaAirbus Price 2018Prie TeaNessuna valutazione finora
- Start Up CycleDocumento1 paginaStart Up CyclePrie TeaNessuna valutazione finora
- Call Centre Salary Guide 2016Documento1 paginaCall Centre Salary Guide 2016Prie TeaNessuna valutazione finora
- Nuclear SafeDocumento1 paginaNuclear SafePrie TeaNessuna valutazione finora
- Ozone Injection SystemDocumento1 paginaOzone Injection SystemPrie TeaNessuna valutazione finora
- GA CPI MobileDocumento1 paginaGA CPI MobilePrie TeaNessuna valutazione finora
- Thorium Fertile To FissileDocumento1 paginaThorium Fertile To FissilePrie TeaNessuna valutazione finora
- MigasDocumento1 paginaMigasPrie TeaNessuna valutazione finora
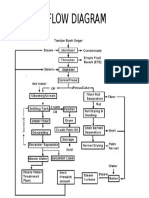
- Proses Flow Diagram PKSDocumento1 paginaProses Flow Diagram PKSPrie TeaNessuna valutazione finora
- Build Methanol To Gasoline Facilities at The GasolineDocumento1 paginaBuild Methanol To Gasoline Facilities at The GasolinePrie TeaNessuna valutazione finora
- Nanosilicon Split WaterDocumento7 pagineNanosilicon Split WaterPrie TeaNessuna valutazione finora
- Proses Flow Diagram PksDocumento1 paginaProses Flow Diagram PksPrie TeaNessuna valutazione finora
- Remembering PaderewskiDocumento2 pagineRemembering PaderewskiPrie TeaNessuna valutazione finora
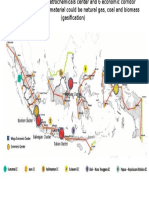
- Methanol Based Petrochemicals Center and 6 EconomicDocumento1 paginaMethanol Based Petrochemicals Center and 6 EconomicPrie TeaNessuna valutazione finora
- Municipal Solid WasteDocumento4 pagineMunicipal Solid WastePrie TeaNessuna valutazione finora
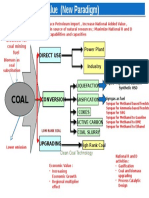
- New Coal ParadigmDocumento1 paginaNew Coal ParadigmPrie TeaNessuna valutazione finora
- RFQ Water TreatmentDocumento46 pagineRFQ Water TreatmentPrie Tea100% (1)
- GoldDocumento392 pagineGoldesam a gad100% (1)
- Screw Press AdvantageDocumento1 paginaScrew Press AdvantagePrie TeaNessuna valutazione finora
- High Raw Material Export High Petroleum Import, Less National Added Value, Very Depend On International Market, No National R and D InvolvementDocumento1 paginaHigh Raw Material Export High Petroleum Import, Less National Added Value, Very Depend On International Market, No National R and D InvolvementPrie TeaNessuna valutazione finora
- Extraction and Refining of Platinum MetalsDocumento8 pagineExtraction and Refining of Platinum MetalsPrie TeaNessuna valutazione finora
- API GravityDocumento1 paginaAPI GravityPrie TeaNessuna valutazione finora
- Sorting SystemsDocumento7 pagineSorting SystemsPrie TeaNessuna valutazione finora
- WWTP R1 - Indosol AKDocumento13 pagineWWTP R1 - Indosol AKPrie TeaNessuna valutazione finora
- 3 Phase Separators ( Separators') : Design Philosophy: 4 Sections of A SeparatorDocumento2 pagine3 Phase Separators ( Separators') : Design Philosophy: 4 Sections of A SeparatorPrie TeaNessuna valutazione finora
- Typical P&ID Arrangement For 3 Phase Separator Vessels - EnggcyclopediaDocumento2 pagineTypical P&ID Arrangement For 3 Phase Separator Vessels - EnggcyclopediaPrie TeaNessuna valutazione finora
- Vessel Internals: 1 WeirDocumento2 pagineVessel Internals: 1 WeirPrie TeaNessuna valutazione finora
- 10.0 Questionnaire - Technical Data For Bucket Elevators: 35HEKODocumento1 pagina10.0 Questionnaire - Technical Data For Bucket Elevators: 35HEKOPrie TeaNessuna valutazione finora
- Design Manual Mist Eliminator - NewDocumento16 pagineDesign Manual Mist Eliminator - Newashif100% (2)
- Chapter Three: 1 - The Coarse Grain SoilsDocumento21 pagineChapter Three: 1 - The Coarse Grain SoilsSalih MohayaddinNessuna valutazione finora
- Banachek UnlimitedDocumento34 pagineBanachek UnlimitedserenaNessuna valutazione finora
- John Sisler CISSP Study GuideDocumento126 pagineJohn Sisler CISSP Study GuideAnthonyNessuna valutazione finora
- Zincanode 304 pc142Documento3 pagineZincanode 304 pc142kushar_geoNessuna valutazione finora
- Apcotide 1000 pc2782Documento1 paginaApcotide 1000 pc2782hellmanyaNessuna valutazione finora
- Poems Prescribed For 2012-2014 English B CSEC ExamsDocumento24 paginePoems Prescribed For 2012-2014 English B CSEC ExamsJorge Martinez Sr.100% (2)
- Industrial Internet of Things: Presented To-Presented byDocumento18 pagineIndustrial Internet of Things: Presented To-Presented byGaurav RaturiNessuna valutazione finora
- ODA X9 2SL DatasheetDocumento8 pagineODA X9 2SL DatasheetYudy UtamaNessuna valutazione finora
- Dell W2306C LCD Monitor Service ManualDocumento104 pagineDell W2306C LCD Monitor Service ManualIsrael B ChavezNessuna valutazione finora
- Factors Affecting Physical FitnessDocumento7 pagineFactors Affecting Physical FitnessMary Joy Escanillas Gallardo100% (2)
- Chemistry Notes: SUBJECT: Leaving Cert Chemistry Level: TEACHER: Tara LyonsDocumento5 pagineChemistry Notes: SUBJECT: Leaving Cert Chemistry Level: TEACHER: Tara LyonsSevinc NuriyevaNessuna valutazione finora
- Mullā Ṣadrā and Causation - Rethinking A Problem in Later Islamic Philosophy AuthorDocumento15 pagineMullā Ṣadrā and Causation - Rethinking A Problem in Later Islamic Philosophy AuthorKadag LhundrupNessuna valutazione finora
- Project Title Discipline Project Stage Client Attendance CirculationDocumento4 pagineProject Title Discipline Project Stage Client Attendance CirculationgregNessuna valutazione finora
- Army Aviation Digest - Nov 1978Documento52 pagineArmy Aviation Digest - Nov 1978Aviation/Space History Library100% (1)
- Ecotopia Remixed II-FormattedDocumento54 pagineEcotopia Remixed II-FormattedthisisdarrenNessuna valutazione finora
- 2 Contoh Narative TextDocumento9 pagine2 Contoh Narative TextRini RienzNessuna valutazione finora
- Trawl Master Present A TieDocumento19 pagineTrawl Master Present A Tieapi-3719203Nessuna valutazione finora
- JHS 182Documento137 pagineJHS 182harbhajan singhNessuna valutazione finora
- AD1 Elements of Architectural Composition For Placemaking PDFDocumento4 pagineAD1 Elements of Architectural Composition For Placemaking PDFAndre Yap100% (1)
- Angewandte: ChemieDocumento13 pagineAngewandte: ChemiemilicaNessuna valutazione finora
- Sudip Praposal - 1Documento20 pagineSudip Praposal - 1Usha BbattaNessuna valutazione finora
- 09.tracheostomy Management by Speech Language Pathologists in SwedenDocumento12 pagine09.tracheostomy Management by Speech Language Pathologists in SwedenCarlonchaCáceresNessuna valutazione finora
- Inform LetterDocumento2 pagineInform LetterMc Suan75% (4)
- Ni Elvis ManualDocumento98 pagineNi Elvis ManualZhi YiNessuna valutazione finora
- A Textual Introduction To Acarya Vasuvan PDFDocumento3 pagineA Textual Introduction To Acarya Vasuvan PDFJim LeeNessuna valutazione finora
- HMT RM65 Radial DrillDocumento2 pagineHMT RM65 Radial Drillsomnath213Nessuna valutazione finora
- ZhentarimDocumento4 pagineZhentarimLeonartNessuna valutazione finora
- Exp6.Single Phase Bridge Inverter Using PWMDocumento6 pagineExp6.Single Phase Bridge Inverter Using PWMAbdullah MohammedNessuna valutazione finora
- Typical Section SC 10: Kerajaan MalaysiaDocumento1 paginaTypical Section SC 10: Kerajaan MalaysiaAisyah Atiqah KhalidNessuna valutazione finora
- Active Faults in MalaysiaDocumento52 pagineActive Faults in MalaysiaHazim HaNessuna valutazione finora