Potrebbero piacerti anche
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDa EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNessuna valutazione finora
- Jurnal 2Documento18 pagineJurnal 2Thomas AnandaNessuna valutazione finora
- Innovative Technology Investigation Into Cryogenic Cooling Green Grinding Using Liquid Nitrogen JetDocumento4 pagineInnovative Technology Investigation Into Cryogenic Cooling Green Grinding Using Liquid Nitrogen JetAnoop JoseNessuna valutazione finora
- Effect of The Cryogenic Cooling On Surface Quality of Ground AISI 52100 SteelDocumento5 pagineEffect of The Cryogenic Cooling On Surface Quality of Ground AISI 52100 SteelirinaNessuna valutazione finora
- Characterization of Spray Lubricants For The High Pressure Die Casting Next Term ProcessesDocumento8 pagineCharacterization of Spray Lubricants For The High Pressure Die Casting Next Term ProcessessinanaciNessuna valutazione finora
- Study On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachDocumento9 pagineStudy On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachMuhamadAmirNessuna valutazione finora
- Comparison Between Dry and Wet Machining of Stainless Steel N. I. Galanis, D. E. Manolakos, N. M. VaxevanidisDocumento8 pagineComparison Between Dry and Wet Machining of Stainless Steel N. I. Galanis, D. E. Manolakos, N. M. VaxevanidisaeroprinceNessuna valutazione finora
- Applicationofthe Hot Spotting MethoDocumento24 pagineApplicationofthe Hot Spotting Methosemarasik_651536604Nessuna valutazione finora
- Typical Heat Treatment Defects of GearsDocumento8 pagineTypical Heat Treatment Defects of GearsRamon BrownNessuna valutazione finora
- Numerical Study of The Lubricant Viscosity Grade Influence On Thrust Bearing OperationDocumento13 pagineNumerical Study of The Lubricant Viscosity Grade Influence On Thrust Bearing Operationtimurantonov541Nessuna valutazione finora
- Effect of Tool Temperature On The Reduction of The Springback of Aluminum SheetsDocumento4 pagineEffect of Tool Temperature On The Reduction of The Springback of Aluminum SheetsJabbar AljanabyNessuna valutazione finora
- Effects of The Cryogenic Cooling On The Fatigue Strength of The AISI 304 Stainless Steel Ground ComponentsDocumento10 pagineEffects of The Cryogenic Cooling On The Fatigue Strength of The AISI 304 Stainless Steel Ground ComponentsjulietaNessuna valutazione finora
- My First Journal PDFDocumento7 pagineMy First Journal PDFrangasamy raajNessuna valutazione finora
- Investigation of Surface Parameters During Hot Air Streaming Turning Process of Mild SteelDocumento7 pagineInvestigation of Surface Parameters During Hot Air Streaming Turning Process of Mild SteelIzzah HzmhNessuna valutazione finora
- Turbine Clearance ControlDocumento135 pagineTurbine Clearance ControlAnu Partha100% (1)
- Thermal Aspects Material Considerations and Cooling Strategies in Cryogenic Machining-LibreDocumento10 pagineThermal Aspects Material Considerations and Cooling Strategies in Cryogenic Machining-LibreMocerneac BogdanNessuna valutazione finora
- Fouling in Plate Heat Exchangers Some Practical ExperienceDocumento18 pagineFouling in Plate Heat Exchangers Some Practical ExperienceKarina Yesenia Salinas100% (1)
- Friction Welding of St-A1 and A1-Cu MaterialsDocumento13 pagineFriction Welding of St-A1 and A1-Cu Materialsarun_prasath_41Nessuna valutazione finora
- Stirr Ball Mill PDFDocumento5 pagineStirr Ball Mill PDFHüseyinVapurNessuna valutazione finora
- Surface & Sub Surface Control of Cast Iron ComponentsDocumento22 pagineSurface & Sub Surface Control of Cast Iron ComponentsAditya PratapNessuna valutazione finora
- Evaluation of The Austenite Recrystallization by Multideformation and DoubleDocumento10 pagineEvaluation of The Austenite Recrystallization by Multideformation and DoubleJoselo HRNessuna valutazione finora
- Thermomechanical Characterisation of Cold Box Sand PDFDocumento17 pagineThermomechanical Characterisation of Cold Box Sand PDFskNessuna valutazione finora
- Predicting The Heat-TreatDocumento6 paginePredicting The Heat-Treatsakthistory1922Nessuna valutazione finora
- 1 s2.0 0924013693901697 MainDocumento15 pagine1 s2.0 0924013693901697 MaindakshNessuna valutazione finora
- Gas Turbine TribologyDocumento12 pagineGas Turbine TribologyChukkur Hali100% (2)
- A Novel Cryogenic Grinding System For Recycling Scrap Tire PeelsDocumento11 pagineA Novel Cryogenic Grinding System For Recycling Scrap Tire Peelssing_rNessuna valutazione finora
- Study The Influence of Repeated Braking On The Thermal Behavior of Brake System Using Experimental WorkDocumento11 pagineStudy The Influence of Repeated Braking On The Thermal Behavior of Brake System Using Experimental WorkOday Ibraheem ABdullahNessuna valutazione finora
- Effect of Process Parameters On Distortion and Residual StressDocumento11 pagineEffect of Process Parameters On Distortion and Residual Stressferhat aydoganNessuna valutazione finora
- Tribological Behavior of Nitrided Stainless Steel Against Cast Iron Under Severe Test Condition Marcia M. Maru Deniol K. Tanaka Amilton SinatoraDocumento8 pagineTribological Behavior of Nitrided Stainless Steel Against Cast Iron Under Severe Test Condition Marcia M. Maru Deniol K. Tanaka Amilton Sinatoravsraju2Nessuna valutazione finora
- Cryogenic MachiningDocumento5 pagineCryogenic Machiningnasir1975Nessuna valutazione finora
- Improving Tribological Properties of Tool Steels Through Combination of Deep Cryogenic Treatment and Plasma Nitriding 2012 WearDocumento6 pagineImproving Tribological Properties of Tool Steels Through Combination of Deep Cryogenic Treatment and Plasma Nitriding 2012 WearclebertasparNessuna valutazione finora
- Ijems 22 (6) 679-685Documento7 pagineIjems 22 (6) 679-685WoodieBest654Nessuna valutazione finora
- Artigo Do TrabalhoDocumento8 pagineArtigo Do TrabalhoRafaelTeixeiraNessuna valutazione finora
- Thermoforming of Glass Fibre Reinforced Polypropylene: A Study On The Influence of Different Process ParametersDocumento7 pagineThermoforming of Glass Fibre Reinforced Polypropylene: A Study On The Influence of Different Process Parametershalil yıldırımNessuna valutazione finora
- Analysis On Cryogenic MachiningDocumento14 pagineAnalysis On Cryogenic MachiningHadi Haris KormathNessuna valutazione finora
- Dry, Semi-Dry and Wet Machining of 6061-T6 Aluminium Alloy: J. Kouam, V. Songmene, M. Balazinski and P. HendrickDocumento24 pagineDry, Semi-Dry and Wet Machining of 6061-T6 Aluminium Alloy: J. Kouam, V. Songmene, M. Balazinski and P. HendrickAbhimanyuPatilNessuna valutazione finora
- Cec Chel 2020Documento30 pagineCec Chel 2020idham05Nessuna valutazione finora
- Forming Process and Numerical Simulation of Making Upset On Oil Drill PipeDocumento9 pagineForming Process and Numerical Simulation of Making Upset On Oil Drill PipeBepdjNessuna valutazione finora
- Effect of Quench Media On Steel PartsDocumento4 pagineEffect of Quench Media On Steel PartsskluxNessuna valutazione finora
- Experience in SimulationDocumento5 pagineExperience in SimulationGowrav ShenoyNessuna valutazione finora
- Mechanical Properties of Counter-Gravity Cast IN718Documento11 pagineMechanical Properties of Counter-Gravity Cast IN718naderbahramiNessuna valutazione finora
- Thermal Stress Evolution of The Roll During Rolling and Idling in Hot Strip Rolling ProcessDocumento22 pagineThermal Stress Evolution of The Roll During Rolling and Idling in Hot Strip Rolling ProcessHarshalNessuna valutazione finora
- Effect of Process Parameters On Distortion and Residual Stress in High-Pressure Die Cast Az91d Components After Clean Blasting and PaintingDocumento18 pagineEffect of Process Parameters On Distortion and Residual Stress in High-Pressure Die Cast Az91d Components After Clean Blasting and Paintingİsmail Süleyman ŞentürkNessuna valutazione finora
- Thermomechanical Behaviour of Dry Contacts in Disc Brake Rotor With A Grey Cast Iron CompositionDocumento11 pagineThermomechanical Behaviour of Dry Contacts in Disc Brake Rotor With A Grey Cast Iron CompositionCore FahrenheitNessuna valutazione finora
- Eecte: Infr Ared Rniea DCDocumento32 pagineEecte: Infr Ared Rniea DCsuraj dhulannavarNessuna valutazione finora
- Santoyo Et Al. - 2001 - Rheological Property Measurement of Drilling Fluids Used in Geothermal WellsDocumento20 pagineSantoyo Et Al. - 2001 - Rheological Property Measurement of Drilling Fluids Used in Geothermal WellsCATALINA MEDRANONessuna valutazione finora
- RESID. STRESS - Residual Stresses in The SAE 52100 After Heat Treatment and TurningDocumento7 pagineRESID. STRESS - Residual Stresses in The SAE 52100 After Heat Treatment and TurningGabriel PaesNessuna valutazione finora
- Ceramic CoatingDocumento6 pagineCeramic Coatingemi222222Nessuna valutazione finora
- New Improvements On Managed Pressure Drilling: Petroleum SocietyDocumento11 pagineNew Improvements On Managed Pressure Drilling: Petroleum SocietySaurav SenguptaNessuna valutazione finora
- Understanding Process Sensitivities in Press Quenching An IntegratedDocumento19 pagineUnderstanding Process Sensitivities in Press Quenching An Integratedmanashree02Nessuna valutazione finora
- 21-20MnCr5 Carburising SteelDocumento4 pagine21-20MnCr5 Carburising SteelKwstas PetsazNessuna valutazione finora
- Analysis of Heat Transfer During Quenching of A Gear Blank: UCRL-JC-133520 PreprintDocumento32 pagineAnalysis of Heat Transfer During Quenching of A Gear Blank: UCRL-JC-133520 PreprinthsemargNessuna valutazione finora
- Optimal Control of The Primary and Secondary Drying Stages of Bulk Solution Freeze Drying in TraysDocumento34 pagineOptimal Control of The Primary and Secondary Drying Stages of Bulk Solution Freeze Drying in TraysgastroservetNessuna valutazione finora
- Yang 2013Documento10 pagineYang 2013mohamadNessuna valutazione finora
- Reducing Major Defects in Radiators Manufacturing: Kumar P., Sonawane B.S., Sontakke R.R., Surves.B., Wasnik A.RDocumento5 pagineReducing Major Defects in Radiators Manufacturing: Kumar P., Sonawane B.S., Sontakke R.R., Surves.B., Wasnik A.RKrushnaNessuna valutazione finora
- Potential of Alternative Lubrication Strategies For Metal Cutting Processes A ReviewDocumento33 paginePotential of Alternative Lubrication Strategies For Metal Cutting Processes A ReviewAzaath AzuNessuna valutazione finora
- Cryogenic Cooling By-LibreDocumento5 pagineCryogenic Cooling By-LibreMocerneac BogdanNessuna valutazione finora
- Actuators: Static Characteristics of A Tilting Five-Pad Journal Bearing With An Asymmetric GeometryDocumento23 pagineActuators: Static Characteristics of A Tilting Five-Pad Journal Bearing With An Asymmetric GeometryThanhluan NguyenNessuna valutazione finora
- Molybdenum Disulphide-Titanium Low FrictionDocumento12 pagineMolybdenum Disulphide-Titanium Low Frictionyorf1989Nessuna valutazione finora
- Risk Analysis of The ITER Cryogenic SystemDocumento9 pagineRisk Analysis of The ITER Cryogenic SystemChirag JainNessuna valutazione finora
- An Experimental Study of Cold Helium Dispersion in AirDocumento9 pagineAn Experimental Study of Cold Helium Dispersion in AirChirag JainNessuna valutazione finora
- Experimental Simulation of Helium Discharge Into The LHC TunnelDocumento5 pagineExperimental Simulation of Helium Discharge Into The LHC TunnelChirag JainNessuna valutazione finora
- Preliminary Risk Analysis of The LHC Cryogenic SystemsDocumento9 paginePreliminary Risk Analysis of The LHC Cryogenic SystemsChirag JainNessuna valutazione finora
- LHC Project Report 215Documento5 pagineLHC Project Report 215scribddisantoNessuna valutazione finora
- Combined Thermo-Hydraulic Analysis of A Cryogenic JetDocumento9 pagineCombined Thermo-Hydraulic Analysis of A Cryogenic JetChirag JainNessuna valutazione finora
- Thermo - Hydraulic Analysis of A Cryogenic Jet Application To Helium Recovery Following Resistive Transitions in The LHCDocumento16 pagineThermo - Hydraulic Analysis of A Cryogenic Jet Application To Helium Recovery Following Resistive Transitions in The LHCChirag JainNessuna valutazione finora
- Blue DayDocumento2 pagineBlue DayChirag Jain100% (1)
- IGBC Green Factory Building Rating SystemDocumento82 pagineIGBC Green Factory Building Rating SystemRavish PatidarNessuna valutazione finora
- Thermo-Mechanical Analysis of Cold Helium Injection Into Medium Pressure Gas Storage TanksDocumento12 pagineThermo-Mechanical Analysis of Cold Helium Injection Into Medium Pressure Gas Storage TanksChirag JainNessuna valutazione finora
- Courant Number DerivationDocumento3 pagineCourant Number DerivationChirag JainNessuna valutazione finora
- "Helium Discharge and Dispersion in The LHC AccelerationDocumento5 pagine"Helium Discharge and Dispersion in The LHC AccelerationChirag JainNessuna valutazione finora
- 1 - MEC3302 CMD Assignment 1 S1 2014 Version1Documento7 pagine1 - MEC3302 CMD Assignment 1 S1 2014 Version1Chirag JainNessuna valutazione finora
- 1 Aerodynamics of Bobsleigh TemplateDocumento1 pagina1 Aerodynamics of Bobsleigh TemplateChirag JainNessuna valutazione finora
- Network Security OverviewDocumento32 pagineNetwork Security OverviewChirag JainNessuna valutazione finora
- 1 Section-1Documento10 pagine1 Section-1Chirag JainNessuna valutazione finora
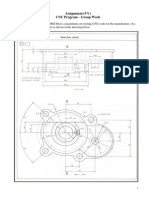
- 1 CNC Assignment FinalDocumento2 pagine1 CNC Assignment FinalChirag JainNessuna valutazione finora
- Objectives:: Aerodynamics of BobsleighDocumento1 paginaObjectives:: Aerodynamics of BobsleighChirag JainNessuna valutazione finora
- 3 - Tutorial Week 2 2014Documento6 pagine3 - Tutorial Week 2 2014Chirag JainNessuna valutazione finora
- 1 - Mec3203 A1 S1 2014Documento6 pagine1 - Mec3203 A1 S1 2014Chirag JainNessuna valutazione finora
- 4 CNC Machining Manual Only 2014Documento26 pagine4 CNC Machining Manual Only 2014Chirag JainNessuna valutazione finora
- 1 EssayDocumento1 pagina1 EssayChirag JainNessuna valutazione finora
- Al 1Documento13 pagineAl 1Abhijith GajjagowniNessuna valutazione finora
- RN 2103213618 1 MT 204468-1-Beam-Equation - 1Documento1 paginaRN 2103213618 1 MT 204468-1-Beam-Equation - 1Chirag JainNessuna valutazione finora
- T.E (Electronics)Documento3 pagineT.E (Electronics)Chirag JainNessuna valutazione finora
- BCirct 97Documento134 pagineBCirct 97Berlin MerrinNessuna valutazione finora
- 1 - MEC3302 CMD Assignment 1 S1 2014 Version1Documento7 pagine1 - MEC3302 CMD Assignment 1 S1 2014 Version1Chirag JainNessuna valutazione finora
- Errata 9e 010711Documento8 pagineErrata 9e 010711lordofhaladin100% (1)
- Akta-332 Copyright Act 1987Documento50 pagineAkta-332 Copyright Act 1987Kartigesan999Nessuna valutazione finora
- Lua ApiDocumento176 pagineLua Apiyaotl albores tecuautzinNessuna valutazione finora
- Solution: Wireshark Lab: HTTPDocumento7 pagineSolution: Wireshark Lab: HTTPHaoTian YangNessuna valutazione finora
- LabVIEW Core 3 2013 - Course ManualDocumento135 pagineLabVIEW Core 3 2013 - Course Manualtalaindio100% (2)
- METHODOLOG1Documento3 pagineMETHODOLOG1Essa M RoshanNessuna valutazione finora
- Nahid's p4 Solar Fan Final-1 EditedDocumento3 pagineNahid's p4 Solar Fan Final-1 Editedrajkumar karjeeNessuna valutazione finora
- Automated Parking SystemDocumento48 pagineAutomated Parking SystemRiya SinghNessuna valutazione finora
- Vande Bharat Exp Chair Car (CC) : Electronic Reserva On Slip (ERS)Documento2 pagineVande Bharat Exp Chair Car (CC) : Electronic Reserva On Slip (ERS)Subhash KumarNessuna valutazione finora
- COEN 252 Computer Forensics: Incident ResponseDocumento39 pagineCOEN 252 Computer Forensics: Incident ResponseDudeviswaNessuna valutazione finora
- Raghad Kamel's ResumeDocumento7 pagineRaghad Kamel's ResumeMostafa Mohamed GamalNessuna valutazione finora
- 17 Farley Fulache Vs ABS-CBN G.R. No. 183810Documento7 pagine17 Farley Fulache Vs ABS-CBN G.R. No. 183810SDN HelplineNessuna valutazione finora
- Asmsc 1119 PDFDocumento9 pagineAsmsc 1119 PDFAstha WadhwaNessuna valutazione finora
- Appendix: Dhuts-Phase Ii Dhaka Urban Transport Network Development Study-Phase IIDocumento20 pagineAppendix: Dhuts-Phase Ii Dhaka Urban Transport Network Development Study-Phase IIhhbeckNessuna valutazione finora
- Financial Ratio Analysis FormulasDocumento4 pagineFinancial Ratio Analysis FormulasVaishali Jhaveri100% (1)
- Aga 11Documento7 pagineAga 11elijbbNessuna valutazione finora
- FEW Tapping Drill Sizes PDFDocumento1 paginaFEW Tapping Drill Sizes PDFrefaeNessuna valutazione finora
- Civil Procedure Flash CardsDocumento48 pagineCivil Procedure Flash CardsNick Ashjian100% (1)
- JPCC PDFDocumento86 pagineJPCC PDFvenkatakrishna1nukalNessuna valutazione finora
- Reading #11Documento2 pagineReading #11Yojana Vanessa Romero67% (3)
- 14.quality of Life in Patients With Recurrent AphthousDocumento7 pagine14.quality of Life in Patients With Recurrent AphthousCoste Iulia RoxanaNessuna valutazione finora
- STB9NK60Z, STP9NK60Z, STP9NK60ZFPDocumento19 pagineSTB9NK60Z, STP9NK60Z, STP9NK60ZFPyokonakagimaNessuna valutazione finora
- Safurex - Sandvik Materials TechnologyDocumento14 pagineSafurex - Sandvik Materials TechnologyGhulam AhmadNessuna valutazione finora
- Wire Rope ExaminationDocumento74 pagineWire Rope ExaminationAkhileshNessuna valutazione finora
- CV - Oscar ChampionDocumento3 pagineCV - Oscar ChampionKarina Gamarra NinaNessuna valutazione finora
- Business Location and Success:: The Case of Internet Café Business in IndonesiaDocumento22 pagineBusiness Location and Success:: The Case of Internet Café Business in IndonesiaRichard Rhamil Carganillo Garcia Jr.100% (1)
- File 1379580604 PDFDocumento9 pagineFile 1379580604 PDFMuhammad Salik TaimuriNessuna valutazione finora
- CorpDocumento14 pagineCorpIELTSNessuna valutazione finora
- Aquamimicry: A Revolutionary Concept For Shrimp FarmingDocumento5 pagineAquamimicry: A Revolutionary Concept For Shrimp FarmingMarhaendra UtamaNessuna valutazione finora
- CS8792 CNS Unit5Documento17 pagineCS8792 CNS Unit5024CSE DHARSHINI.ANessuna valutazione finora
- Elite 08Documento96 pagineElite 08Razza WilliNessuna valutazione finora