Potrebbero piacerti anche
- Chemical Process Design: Computer-Aided Case StudiesDa EverandChemical Process Design: Computer-Aided Case StudiesNessuna valutazione finora
- Ammonia and UreaDocumento33 pagineAmmonia and UreaPRAJWAL RASTOGINessuna valutazione finora
- Ammonia Process InformationDocumento4 pagineAmmonia Process InformationRishikesh AwaleNessuna valutazione finora
- The Power of Testing: Pilot Testing Services For A Wide Range of Unit OperationsDocumento4 pagineThe Power of Testing: Pilot Testing Services For A Wide Range of Unit OperationsbracioNessuna valutazione finora
- Kinetic Simulation of Ammonia Synthesis CatalysisDocumento11 pagineKinetic Simulation of Ammonia Synthesis CatalysisLE HIENNessuna valutazione finora
- Chemcad 6 User GuideDocumento202 pagineChemcad 6 User Guideerhan ünal100% (1)
- Capacity Increase of Ammonia PlantDocumento10 pagineCapacity Increase of Ammonia PlantJak AshishNessuna valutazione finora
- Scale UpDocumento7 pagineScale UppavanNessuna valutazione finora
- Scale-Up of Polymerization Process A Practical ExaDocumento7 pagineScale-Up of Polymerization Process A Practical Exad.padhiictiocNessuna valutazione finora
- Know How Technology Transfer 6c RZDocumento4 pagineKnow How Technology Transfer 6c RZSaurabh VijNessuna valutazione finora
- An Industrial Design Control Study For VAC Monomer Process PDFDocumento11 pagineAn Industrial Design Control Study For VAC Monomer Process PDFPY YouNessuna valutazione finora
- Chemical Process Pilot Plants.Documento5 pagineChemical Process Pilot Plants.saverrNessuna valutazione finora
- Design and Simulation of Petcoke Steam GasificationDocumento18 pagineDesign and Simulation of Petcoke Steam Gasificationsaahikrishna8100% (1)
- Urea Manufacturing 1Documento46 pagineUrea Manufacturing 1Sho aibNessuna valutazione finora
- Kinetics of Zinc Oxide Sulfidation For Packed-Bed Desulfurizer Modeling PDFDocumento9 pagineKinetics of Zinc Oxide Sulfidation For Packed-Bed Desulfurizer Modeling PDFSuprio KamalNessuna valutazione finora
- Overall Equilibrium Diagram of Cu Co MG Fe Al Sulfate Sulfane Water SystemDocumento127 pagineOverall Equilibrium Diagram of Cu Co MG Fe Al Sulfate Sulfane Water Systemjoseph kafumbilaNessuna valutazione finora
- Kinetics of The Synthesis of Higher Aliphatic Alcohols From SyngasDocumento8 pagineKinetics of The Synthesis of Higher Aliphatic Alcohols From SyngasLina ArevaloNessuna valutazione finora
- Thermal Optimization of Ammonia Production ProcessDocumento17 pagineThermal Optimization of Ammonia Production ProcessGarvit Chopra100% (4)
- Synthesis AmmoniaDocumento9 pagineSynthesis AmmoniaNaufal AzrizalNessuna valutazione finora
- BM15-17 UdaanDocumento105 pagineBM15-17 UdaanAnonymous HzljLSMcNessuna valutazione finora
- Rapid: ProcessDocumento11 pagineRapid: ProcessJoshua JohnsonNessuna valutazione finora
- Process Flow Diagram of Green Diesel Production From BiomassDocumento1 paginaProcess Flow Diagram of Green Diesel Production From BiomassiqraSarfrazNessuna valutazione finora
- Simple Reactor DesignDocumento30 pagineSimple Reactor DesignSehry SyedNessuna valutazione finora
- 4 004 Potassium Carbonate Carryover PDFDocumento25 pagine4 004 Potassium Carbonate Carryover PDFZen AlkaffNessuna valutazione finora
- Reaction Kinetics-Reactor DesignDocumento17 pagineReaction Kinetics-Reactor Designzorro21072107Nessuna valutazione finora
- AMMONIA Syn Gas Drying With Z4-01Documento4 pagineAMMONIA Syn Gas Drying With Z4-01raghu4594Nessuna valutazione finora
- Methanol Reactor ModelDocumento11 pagineMethanol Reactor ModeljoeNessuna valutazione finora
- Haldor Topsoe PDFDocumento28 pagineHaldor Topsoe PDFSlamet Purwadi S.TNessuna valutazione finora
- Batch To Continuous ProcessingDocumento7 pagineBatch To Continuous ProcessingChem.EnggNessuna valutazione finora
- HNO3 Production PDFDocumento25 pagineHNO3 Production PDFWaseem RazzaqNessuna valutazione finora
- Rocky Mountain Salvage and Equipment FCC Tool Kit Module #1 FCCU Regenerator Heat Balance CalculationsDocumento6 pagineRocky Mountain Salvage and Equipment FCC Tool Kit Module #1 FCCU Regenerator Heat Balance CalculationsSandeep KumarNessuna valutazione finora
- Metallurgical Thermodynamics - GhoshDocumento314 pagineMetallurgical Thermodynamics - GhoshFormula FirestormNessuna valutazione finora
- Catalyst To EthanolDocumento26 pagineCatalyst To EthanolFatih FıratNessuna valutazione finora
- Introduction To Chemical Reaction Engineering ModuleDocumento62 pagineIntroduction To Chemical Reaction Engineering ModuleMendoza Poma Elsner WalterNessuna valutazione finora
- Nowak 1966Documento9 pagineNowak 1966adedwi utamaNessuna valutazione finora
- Final Project (13!12!2007) PDFDocumento53 pagineFinal Project (13!12!2007) PDFjboston123Nessuna valutazione finora
- Urea Manufacturing Process: BY Ashvani Shukla C&I RelianceDocumento18 pagineUrea Manufacturing Process: BY Ashvani Shukla C&I RelianceAdam RizkyNessuna valutazione finora
- 2009 Water-Gas Shift Kinetics Over FeCr-Based Catalyst - Sel...Documento18 pagine2009 Water-Gas Shift Kinetics Over FeCr-Based Catalyst - Sel...Taniadi SuriaNessuna valutazione finora
- 001 DavenportDocumento16 pagine001 Davenportjlg314Nessuna valutazione finora
- 30M - ConocoPhillips Optimized CascadeDocumento11 pagine30M - ConocoPhillips Optimized CascadeX-Titan Wan de Pirates100% (1)
- Catalytic Oxidation of Ammonia To NitrogenDocumento139 pagineCatalytic Oxidation of Ammonia To Nitrogenagnotts09Nessuna valutazione finora
- Ammonia ProductionDocumento28 pagineAmmonia ProductionMuhammad Ali HashmiNessuna valutazione finora
- Nitric AcidDocumento31 pagineNitric AcidBon Bon100% (1)
- Methane Steam ReformingDocumento6 pagineMethane Steam ReformingRetno Tri HastutiNessuna valutazione finora
- Co2 Absorption and V2o5Documento9 pagineCo2 Absorption and V2o5sivsyadavNessuna valutazione finora
- Relative Rates of Coke Formation From Hydrocarbons in Steam CrackingDocumento6 pagineRelative Rates of Coke Formation From Hydrocarbons in Steam CrackingTaylorNessuna valutazione finora
- Few2009 Envitech Ethanol ScrubberDocumento12 pagineFew2009 Envitech Ethanol ScrubberudaybhatkandeNessuna valutazione finora
- Ion Exchange TechnologyDa EverandIon Exchange TechnologyF. C. NachodNessuna valutazione finora
- Rotating Electrode Methods and Oxygen Reduction ElectrocatalystsDa EverandRotating Electrode Methods and Oxygen Reduction ElectrocatalystsNessuna valutazione finora
- Numerical Simulation of Multiphase Reactors with Continuous Liquid PhaseDa EverandNumerical Simulation of Multiphase Reactors with Continuous Liquid PhaseNessuna valutazione finora
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Da EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Valutazione: 5 su 5 stelle5/5 (1)
- Compounds of the Transition Elements Involving Metal-Metal Bonds: Pergamon Texts in Inorganic Chemistry, Volume 27Da EverandCompounds of the Transition Elements Involving Metal-Metal Bonds: Pergamon Texts in Inorganic Chemistry, Volume 27Nessuna valutazione finora
- Physical and Chemical Equilibrium for Chemical EngineersDa EverandPhysical and Chemical Equilibrium for Chemical EngineersValutazione: 5 su 5 stelle5/5 (1)
- Heat Transfer Applications for the Practicing EngineerDa EverandHeat Transfer Applications for the Practicing EngineerNessuna valutazione finora
- Jahan e FerdaByGAParwezDocumento316 pagineJahan e FerdaByGAParwezBadar RasheedNessuna valutazione finora
- A Working Guide To Process EquipmentDocumento54 pagineA Working Guide To Process EquipmentBadar RasheedNessuna valutazione finora
- A Term Report On : Procurement Management in High Tech. Industries "Documento18 pagineA Term Report On : Procurement Management in High Tech. Industries "Badar RasheedNessuna valutazione finora
- GRE Ultimate GRE Toolkit PDFDocumento351 pagineGRE Ultimate GRE Toolkit PDFhuyly34Nessuna valutazione finora
- Mechanical Energy Equation ReportDocumento14 pagineMechanical Energy Equation ReportBadar RasheedNessuna valutazione finora
- NTS GAT-A Sample PaperDocumento10 pagineNTS GAT-A Sample Papershazadirfankhan50% (2)
- AssignmentDocumento1 paginaAssignmentBadar RasheedNessuna valutazione finora
- Chemcad 6.3 User GuideDocumento212 pagineChemcad 6.3 User Guidetanajitespl100% (1)
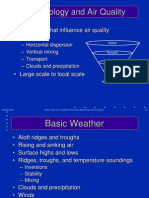
- 3 Meteorology and Air QualityDocumento26 pagine3 Meteorology and Air QualityBadar RasheedNessuna valutazione finora
- Tareekh e Arain Urdu, Arain HistoryDocumento308 pagineTareekh e Arain Urdu, Arain HistoryAdnan Yousaf ArainNessuna valutazione finora
- CBSE Class 12 Chemistry Question Paper Solution 2019Documento6 pagineCBSE Class 12 Chemistry Question Paper Solution 2019Harish DNessuna valutazione finora
- KSP & Reaction QuotientDocumento2 pagineKSP & Reaction QuotientAndy TanNessuna valutazione finora
- Phase DiagramsDocumento24 paginePhase DiagramskkNessuna valutazione finora
- IIT-JEE Syllabus: RSM79 PH I PP CH 1Documento34 pagineIIT-JEE Syllabus: RSM79 PH I PP CH 1NayanKishorkumarThakkerNessuna valutazione finora
- Assignment 1Documento9 pagineAssignment 1Arif TajulNessuna valutazione finora
- Determination of Indiactor Constant of Bromocresol GreenDocumento3 pagineDetermination of Indiactor Constant of Bromocresol GreenShouvik MitraNessuna valutazione finora
- Gas Fading at PolyethyleneDocumento24 pagineGas Fading at PolyethyleneDavide GazzolaNessuna valutazione finora
- Process for producing potassium nitrate and ammonium chloride crystals from NH4NO3 and KCl powdersDocumento1 paginaProcess for producing potassium nitrate and ammonium chloride crystals from NH4NO3 and KCl powdersBennyNessuna valutazione finora
- Five Fluid PDFDocumento14 pagineFive Fluid PDFاحمد ابوبكر اشقيفهNessuna valutazione finora
- Modelling of Naphtha Cracking For Olefins Production - Joao MarcosDocumento9 pagineModelling of Naphtha Cracking For Olefins Production - Joao MarcosBahar MeschiNessuna valutazione finora
- CM1401 NotesDocumento33 pagineCM1401 NotesTeo Jia Ming NickolasNessuna valutazione finora
- Smkts PHYSICS 960/3/P3: Trial STPM Semester 3 STPM 2019Documento6 pagineSmkts PHYSICS 960/3/P3: Trial STPM Semester 3 STPM 2019Tan Wei WeiNessuna valutazione finora
- 24.12.22 - SR - STAR CO-SC (MODEL-A & B) - Jee - Main - PTM-14 - QPDocumento20 pagine24.12.22 - SR - STAR CO-SC (MODEL-A & B) - Jee - Main - PTM-14 - QPONLY SPIDEYNessuna valutazione finora
- ME 409 Compressible Fluid Flows ExamDocumento2 pagineME 409 Compressible Fluid Flows ExamAswith R ShenoyNessuna valutazione finora
- GS02 Remote ControlDocumento52 pagineGS02 Remote ControlapakahsNessuna valutazione finora
- Conducting Polymer ApplicationsDocumento26 pagineConducting Polymer ApplicationsRomuel MirandaNessuna valutazione finora
- C4 Lab ReportDocumento11 pagineC4 Lab ReportchaitanyaNessuna valutazione finora
- Unit 1 Question Bank Welding EngineeringDocumento5 pagineUnit 1 Question Bank Welding EngineeringSayiram GNessuna valutazione finora
- Biomaterial99 Monoolein ReviewDocumento12 pagineBiomaterial99 Monoolein ReviewAlfonso Dominguez GonzalezNessuna valutazione finora
- Investigate pH Levels of Household ItemsDocumento3 pagineInvestigate pH Levels of Household ItemsRidhi ParwaniNessuna valutazione finora
- Cylindrical Imploding Strong Shock Wave in Uniform Real Dusty GasDocumento10 pagineCylindrical Imploding Strong Shock Wave in Uniform Real Dusty GasIJRASETPublicationsNessuna valutazione finora
- Incinerator Bms Training July 2015Documento33 pagineIncinerator Bms Training July 2015mir_zarrarNessuna valutazione finora
- Driving Equilibria: Dean-Stark Trap: Science Education CollectionDocumento2 pagineDriving Equilibria: Dean-Stark Trap: Science Education CollectionLJ RBNessuna valutazione finora
- ME8595-Thermal Engineering-II PDFDocumento19 pagineME8595-Thermal Engineering-II PDFpasrinivasan_199735233% (3)
- Distribution LawDocumento4 pagineDistribution LawMustafa ShahinNessuna valutazione finora
- Diethyl Ether: For Analysis EMSURE® ACS, ISO, Reag. PH EurDocumento4 pagineDiethyl Ether: For Analysis EMSURE® ACS, ISO, Reag. PH EurMartua SaragihNessuna valutazione finora
- Cromatografia - Cap 621 UspDocumento34 pagineCromatografia - Cap 621 UspMatias100% (1)
- Process Design of Cooling Towers PDFDocumento36 pagineProcess Design of Cooling Towers PDFFELIPE DURANNessuna valutazione finora
- Hess' Law Mgso4 FinalDocumento6 pagineHess' Law Mgso4 FinalAtikah OlivaNessuna valutazione finora
- Chemistry 2Nd Year: Telangana State Board of Intermediate EducationDocumento29 pagineChemistry 2Nd Year: Telangana State Board of Intermediate EducationSai SrinivasNessuna valutazione finora