Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Metal Joining Processes at Saudi Aramco
Caricato da
sibi_s_rajTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Metal Joining Processes at Saudi Aramco
Caricato da
sibi_s_rajCopyright:
Formati disponibili
Engineering Encyclopedia
Saudi Aramco DeskTop Standards
Metal Joining Processes Used In Saudi Aramco
Note: The source of the technical material in this volume is the Professional
Engineering Development Program (PEDP) of Engineering Services.
Warning: The material contained in this document was developed for Saudi
Aramco and is intended for the exclusive use of Saudi Aramcos employees.
Any material contained in this document which is not already in the public
domain may not be copied, reproduced, sold, given, or disclosed to third
parties, or otherwise used in whole, or in part, without the written permission
of the Vice President, Engineering Services, Saudi Aramco.
Chapter : Welding
File Reference: COE11401
For additional information on this subject, contact
A.A. Omar on 874-6127
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Contents
Pages
COURSE SCHEDULE......................................................................................................... 1
COURSE INTRODUCTION................................................................................................ 1
Course Goals............................................................................................................. 1
INTRODUCTION................................................................................................................ 2
FUNDAMENTALS OF WELDING ..................................................................................... 3
Importance of Welding .............................................................................................. 3
Basic Welding Circuit................................................................................................ 3
Principle of Electric Circuit ............................................................................ 4
Welding Power Sources ............................................................................................ 5
Welding Electrodes ................................................................................................... 5
Consumable Electrodes.................................................................................. 5
Nonconsumable Electrodes ............................................................................ 6
Weld Joint Description .............................................................................................. 8
Fusion Zone................................................................................................... 9
Fusion Line...................................................................................................10
Heat-Affected Zone (HAZ)...........................................................................10
Weld Joint Properties ...............................................................................................11
Tensile Strength............................................................................................11
Ductility........................................................................................................13
Hardness.......................................................................................................15
Impact Strength ............................................................................................16
IDENTIFY THE MAJOR JOINING PROCESSES USED IN SAUDI ARAMCO...............18
Shielded Metal Arc Welding .....................................................................................18
Process Description ......................................................................................18
Power Supply ...............................................................................................19
Electric Leads ...............................................................................................20
Electrode Holder ..........................................................................................20
Filler Metal Form..........................................................................................20
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Purpose of Covering .....................................................................................21
Common Uses ..............................................................................................21
Advantages...................................................................................................21
Disadvantages...............................................................................................22
Gas Tungsten Arc Welding.......................................................................................22
Process Description ......................................................................................22
Power Supply ...............................................................................................23
Electric Leads ...............................................................................................24
Torch............................................................................................................24
Filler Metal Form..........................................................................................24
Purpose of Shielding Gas ..............................................................................25
Common Uses ..............................................................................................25
Advantages...................................................................................................26
Disadvantages...............................................................................................26
Gas Metal Arc Welding ............................................................................................27
Process Description ......................................................................................27
Power Supply ...............................................................................................29
Electric Leads ...............................................................................................30
Wire Feed Gun .............................................................................................30
Filler Metal Form..........................................................................................30
Purpose of Shielding Gas ..............................................................................30
Common Uses ..............................................................................................31
Advantages...................................................................................................31
Disadvantages...............................................................................................31
Flux-Cored Arc Welding ..........................................................................................32
Process Description ......................................................................................32
Power Supply ...............................................................................................33
Electric Leads ...............................................................................................33
Wire Feed Gun .............................................................................................33
Filler Metal Form..........................................................................................33
Purpose of Flux ............................................................................................34
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Common Uses ..............................................................................................34
Advantages...................................................................................................34
Disadvantages...............................................................................................35
Submerged Arc Welding...........................................................................................35
Process Description ......................................................................................35
Power Supply ...............................................................................................37
Electric Leads ...............................................................................................37
Wire Feed Gun .............................................................................................37
Flux Hopper .................................................................................................37
Filler Metal Form..........................................................................................38
Purpose of Flux ............................................................................................38
Common Uses ..............................................................................................38
Advantages...................................................................................................38
Disadvantages...............................................................................................39
Stud Welding ...........................................................................................................39
Process Description ......................................................................................39
Power Supply ...............................................................................................41
Electric Leads ...............................................................................................41
Stud Gun ......................................................................................................41
Stud Form ....................................................................................................42
Common Uses ..............................................................................................42
Advantages...................................................................................................42
Disadvantages...............................................................................................43
Oxyacetylene Welding ..............................................................................................43
Process Description ......................................................................................43
Fuel Gas Combustion....................................................................................45
Gas Supplies .................................................................................................46
Torch............................................................................................................46
Filler Metal Form..........................................................................................46
Common Uses ..............................................................................................46
Cutting .........................................................................................................47
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Preheating.....................................................................................................47
Advantages...................................................................................................47
Disadvantages...............................................................................................47
Electric Resistance Welding......................................................................................48
Process Description ......................................................................................48
Major Components .......................................................................................49
Common Uses ..............................................................................................50
Brazing ....................................................................................................................50
Completed Braze Joint..................................................................................50
Typical Interface Gaps ..................................................................................51
Soldering..................................................................................................................52
Completed Solder Joint.................................................................................52
GLOSSARY........................................................................................................................53
WORK AIDS ......................................................................................................................54
Work Aid 1. How To Describe The Fundementals Of Welding .................................54
Work Aid 2. How To Identify The Major Joining Processes Used In Saudi
Aramco ....................................................................................................................54
BIBLIOGRAPHY ...............................................................................................................62
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Table of Figures
Pages
Figure 1. Basic Welding Circuit ................................................................................. 4
Figure 2. Consumable Electrode ................................................................................ 6
Figure 3. Nonconsumable Electrode ......................................................................... 8
Figure 4. Five Basic Weld Joint Types ...................................................................... 9
Figure 5. Full Penetration Weld Joint........................................................................10
Figure 6. Tensile Specimen Removal Locations .......................................................12
Figure 7. Guided-Bend Test Jigs..............................................................................14
Figure 8. Hardness Testing of Weld Test Coupons ..................................................16
Figure 9. Impact Specimen Removal Locations........................................................17
Figure 10. SMAW Welding Circuit...........................................................................19
Figure 11. The SMAW Process ...............................................................................19
Figure 12. GTAW Welding Circuit ...........................................................................23
Figure 13. The GTAW Process................................................................................23
Figure 14. Purge Scheme for a Piping Weld.............................................................25
Figure 15. GMAW Welding Circuit ..........................................................................28
Figure 16. The GMAW Process...............................................................................28
Figure 17. FCAW Welding Circuit............................................................................32
Figure 18. The FCAW Process ................................................................................33
Figure 19. SAW Welding Circuit ..............................................................................36
Figure 20. The SAW Process...................................................................................37
Figure 21. SW Welding Circuit.................................................................................40
Figure 22. Sequence of the SW Process...................................................................41
Figure 23. Oxyacetylene Welding Equipment............................................................44
Figure 24. The OAW Process ..................................................................................45
Figure 25. HFRW Pipe Fabrication...........................................................................49
Figure 26. Completed Braze Joint.............................................................................51
Figure 27. Completed Solder Joint...........................................................................52
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
COURSE SCHEDULE
COURSE INTRODUCTION
Course Goals
On completion of the Welding Course (COE 1114), the participant will be able to:
Apply Saudi Aramco standards to situations in which welding is used.
Perform basic quality control inspections to ensure proper welds.
Determine the personnel qualifications for welders.
Determine proper weld qualifications.
Recognize improperly joined metals.
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
INTRODUCTION
This module provides information on the various welding processes that are commonly used at
Saudi Aramco. The primary emphasis is placed on a basic understanding of the fundamentals of
arc welding and key welding processes, such as, shielded metal arc, gas tungsten arc, gas metal
arc, flux cored arc, submerged arc, stud, and oxyacetylene.
The material is presented in the following sections:
Fundamentals of Welding
Joining Processes
Note:
All references to standards within this module are listed in the Bibliography
with the latest publication date. All references were correct and current at the
publication date of this module which is listed in the revision page of this
module. For simplicity in reading, the titles of publications will only be given
the first time they appear in the module. Refer to the Bibliography if title
information is required.
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
FUNDAMENTALS OF WELDING
This section provides background information on the fundamentals of welding and will include the
following topics:
Importance of welding
Basic welding circuits
Welding power sources
Welding electrodes
Weld joint description
Weld joint properties
Importance of Welding
Welding is used in all industries to fabricate, maintain and repair equipment and facilities. Welding
applications are used in petrochemical facilities to accomplish the following tasks:
Manufacture steel pipe at the steel mills
Fabricate piping spools in the fabricating shops
Prefabricate structural steel members in the fabricating shops
Maintain corrosion-resistance cladding in pressure vessels
Replace corroded sections of pipe or vessels
Repair cracked welds caused by service fatigue
Construct drilling platforms
Construct structural steel frames in the field
Construct oil tanks in the field
Modify or alter existing piping systems
Repair mechanical equipment that has failed or become worn
The process of welding produces localized coalescence of metals by heating the metals to a
suitable temperature. Localized coalescence can occur with or without the application of pressure
or filler metals. Coalescence means a growing together or a growing into one body.
Fusion is the complete blending of two pieces of base to form a weld. This can be accomplished
with or without the use of filler metal. Filler metal is not used in all applications. When filler
metal is absent, the welding process merely melts both pieces of base metal together.
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Basic Welding Circuit
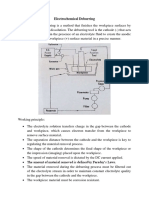
Figure 1 shows a basic welding circuit. This circuit represents a shielded metal arc welding
circuit in which the power supply is connected to the work piece through use of a ground cable.
The current flows from the negative terminal of the power supply to the work piece (cathode).
The electrode holder becomes the anode through connection of a welding cable between the
electrode holder and the positive terminal of the power supply. When the power supply is
energized and the electrode tip is touched to the work piece, and then withdrawn and held close
to the spot of contact, an arc is created across the gap. The arc produces a temperature of about
4000C (6,500oF) at the tip of the electrode. This temperature is more than adequate for melting
most metals.
Figure 1. Basic Welding Circuit
The circuit shown in Figure 1 is a reverse polarity welding circuit because the negative ground
provides the power. In a straight polarity welding circuit, the current flows from the positive
terminal of the power supply to the work piece (anode). The electrode holder is connected to the
negative terminal of the power supply with a welding cable that becomes the cathode.
Principle of Electric Circuit
To understand the principle of a typical electric welding circuit, the nature of the current and the
transport medium must be examined. During arc welding, the space between the electrode and
the work piece is the point at which the arc is initiated and maintained. This point is referred to as
the arc plasma. The welding arc is characterized as a high current, low voltage arc that requires
a high concentration of electrons to carry the current. Negative electrons are emitted from the
cathode (work piece) and flow along the negative ions of the plasma to the positive anode
(electrode). Positive ions flow in the reverse direction.
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
The cathode, anode, and arc plasma are all areas of heat generation. Heat is mainly generated in
the work piece when the positive ions strike the surface of the work piece. Heat at the electrode
is mainly generated by the electrons. These electrons have been accelerated by the arc voltage as
they pass through the plasma. The electrons then give up their energy as heat when they strike
the electrode.
Welding Power Sources
All arc welding processes require a continuous energy source. This energy source, which is more
commonly referred to as a welding machine or power supply, must supply electrical current that is
either alternating (AC) or direct (DC) to the welding electrode through a device that enables the
precise control of the current.
Welding machines are classified by the type of current (AC or DC) and the voltage output
(variable or constant). A further classification designates the method by which energy is supplied
to the welding machine, such as, directly from a power line, or from a gasoline or diesel engine.
The main function of any type of welding machine is to supply the type of needed to weld.
Transformers, rectifiers, and generators are the three basic types of welding machines. The
transformer welding machines are a voltage step-down transformer that changes high voltage, low
amperage AC input current to low voltage, high amperage AC welding current.
The transformer-rectifier welding machines are similar to the transformer machines. The
difference between these machines is the addition of a rectifier that allows the transformer-rectifier
welding machine to also produce DC welding current.
Generators are either motor-driven or engine-driven. Motor-driven generators convert an AC
input current into a DC welding current. Engine-driven (either gasoline or diesel) generators can
produce both AC and DC welding current.
Welding Electrodes
Several types of welding electrodes are available for different welding processes and materials.
The original welding electrode was a piece of bare metal wire. Bare wire electrodes are still used
today. Bare wire electrodes are manufactured in 36" straight lengths that range in sizes from
1/16" to 1/8" in diameter. Bare wire electrodes are also manufactured in continuous lengths that
are wrapped on spools and that range in sizes from 0.035" to 0.045" in diameter.
Covered electrodes are very common and are readily adaptable to field welding applications.
These electrodes have a bare metal rod as a core and are covered with baked-on flux that provides
such functions as shielding from the atmosphere, deoxidation, and arc stabilization. Flux can also
serve as a source of metallic additions to the weld. Flux cored electrodes are similar to coated
electrodes. Each of these electrodes consist of a tubular wire that is filled with a flux material.
These electrodes are generally manufactured in sizes from 0.045" up to 0.063" in diameter.
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Consumable Electrodes
A consumable electrode is one that is consumed in the heat of the welding arc and adds metal to
the weld. Consumable electrodes are considered to be filler metal. Figure 2 shows a consumable
electrode used for shielded metal arc welding to make a weld on base metal.
Figure 2. Consumable Electrode
As the solid metal electrode is drawn near the base metal, the electrical circuit is completed and an
arc is created. The solid metal electrode is heated in the arc and melts. As the electrode melts,
small metal droplets are transferred from the solid metal electrode to the molten weld metal. As
the molten weld metal cools under the slag, solidified weld metal that is fused to the base metal is
formed. When the solid metal electrode is heated and burned in the arc, the covering that is on
the solid metal electrode forms a protective gas over the molten weld metal.
Some of the electrode covering material is metallic and becomes molten weld metal. The
remainder of the electrode covering material melts and forms over the solidified weld metal a
ceramic cover called slag. COE 114.04 gives more detail of electrode coverings.
As the solid metal electrode melts and becomes shorter, the consumable electrode must be
continuously lowered towards the base metal to maintain the proper arc length. When the entire
usable portion of the consumable electrode has melted, the arc can no longer be maintained, and
melting no longer occurs. The consumable electrode has then been fully consumed and another
consumable electrode must be used to continue the welding process.
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Nonconsumable Electrodes
A nonconsumable electrode is one that is not consumed in the heat of the welding arc and that
does not provide any metal to the weld. Figure 3 shows a nonconsumable electrode that is used
with the gas tungsten arc welding process.
Figure 3. Nonconsumable Electrode
As the nonconsumable electrode is drawn near the base metal, the electrical circuit is completed
and an arc is created. Unlike the consumable electrode, nonconsumable electrodes can effectively
maintain the welding arc without melting. In this case, the nonconsumable electrode is made from
tungsten, which melts at about 3400C (6200F). Although the molten weld metal may reach and
exceed this temperature, the actual temperature of the nonconsumable electrode is well below the
melting point of tungsten.
Because the nonconsumable electrode does not melt, it is very easy to maintain a constant arc
length with the base metal. Welding processes that use nonconsumable electrodes do not have to
be interrupted to replace the nonconsumable electrode. To deposit filler metal when a
nonconsumable electrodes is being used, a filler metal must be added to the welding arc.
Weld Joint Description
Welds are made at the junction of at least two members. These weld junctions are called joints,
which are defined as the location at which two or more members are to be joined. Parts that are
joined by welding may be in the form of rolled plate, sheet, shapes, pipe, or the parts may be
castings, forgings, or billets. The physical placement of the members that are to be joined defines
the weld joint
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 4 shows the five basic types of weld joints used to join members. In some instances,
several weld joints may be used in combination to complete a weld. A more detailed discussion of
weld joints and bevel designs will be presented in COE 114.04.
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 4. Five Basic Weld Joint Types
Fusion Zone
Figure 5 shows a full penetration weld joint. The fusion zone identified in Figure 5 represents the
area of base metal that was melted during the welding process. The boundaries of the fusion zone
are between the weld metal and the fusion line. The actual fusion zone can only be determined
through removal of a cross-section of the weld to examine the metallurgical structure of the base
metal.
Saudi Aramco DeskTop Standards
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
The depth of the fusion zone depends on the amount of heat that was input to the weld joint
during welding. As more heat is input to the weld joint during welding, the size of the fusion
widens. As less heat is input to the weld joint, the size of fusion zone narrows. The heat input to
the weld joint is mostly controlled by the welding voltage and the electrode travel speed.
Figure 5. Full Penetration Weld Joint
Fusion Line
The fusion line that is identified in Figure 5 represents the border of fusion during welding and the
heat-affected zone. Beyond the fusion line, no melting of the base metal occurs.
Heat-Affected Zone (HAZ)
The heat-affected zone identified in Figure 5 represents that portion of the base metal that has not
been melted, but whose mechanical properties or microstructure have been altered by the heat of
welding. The boundaries of the HAZ are between the base metal and the fusion line.
When heat is input to a weldment from the electrode, the heat also transfers into the adjacent base
metal. As the heat input during welding travels through the base metal, the heat dissipates as it
gets farther from the weld. Even though the temperature may not be great enough to melt the
base metal in the HAZ, the heat is sufficient to alter the microstructure and physical properties of
the base metal in the HAZ next to the fusion zone.
Saudi Aramco DeskTop Standards
10
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Weld Joint Properties
The mechanical and physical properties of materials determine which materials are considered
applicable in the design of a product. In the design of weldments, the properties of primary
concern are those properties that indicate the behavior of metallic materials under various
conditions of loading. These properties are determined in testing laboratories, where standardized
procedures and equipment are used to gather data.
The adequacy of a weld depends on whether the completed weld provides properties that are
equal to or that exceed those of the base metals that are being joined. Properly executed welds
generally have mechanical properties that are superior to the mechanical properties of the base
metals that were joined. The following mechanical properties will be discussed in this section:
Tensile Strength
Ductility
Hardness
Impact strength
Tensile Strength
Tensile strength is the maximum strength that is developed in a metal tension test. The tension
test is a method to determine the behavior of a metal under an axial stretch loading. To determine
the tensile strength of a weldment, two base metals are welded together, sectioned, and machined
to make a reduced-section tensile specimen. Under a tensile load, the tensile specimen will exhibit
elastic elongation in proportion to the applied tensile load. At the yield point, the specimen will
continue to exhibit plastic elongation without an increase in the load. Ultimately, the load is
increased until the tensile specimen is pulled apart and fails. The ultimate load divided by the
cross sectional area of the tensile specimen determines the actual tensile strength of the welded
assembly.
Tensile Specimens - Figure 6 A and B show where to remove the reduced-section tensile
specimens in weld test coupons. Figure 6A illustrates the location of the two reduced-section
tensile specimens in plate coupons. Figure 6 B illustrates the location of the two reduced-section
tensile specimens in pipe coupons.
The reduced-section tensile specimens are located so as to provide representative tensile strength
data for the entire weld test coupon. Figure 6 A and B also show the location of the following
specimens for purposes of reference:
Root-bend specimens
Face-bend specimens
Saudi Aramco DeskTop Standards
11
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 6. Tensile Specimen Removal Locations
Saudi Aramco DeskTop Standards
12
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Acceptance Criteria - To be acceptable, the tensile specimens generally have to meet or exceed
the tensile strength of the base metal. In cases in which two different base metals are welded
together, the tensile specimens must meet or exceed the tensile strength of the weaker of the two
base metals.
Ductility
The ductility of a metal is the property that allows the metal to be stretched or otherwise changed
in shape without breaking and then be able to retain the changed shape after the load has been
removed. To determine the ductility of a weldment, two base metals are welded together,
sectioned, and machined to make a guided-bend specimen. The guided-bend specimen is then
bent in half to a specific radius that is based on the thickness of the specimen. Bending is
accomplished with either a roller jig or a wrap-around jig as illustrated in Figure 7 A and B. The
ductility of a weldment is very important because a higher ductility indicates a weld that would be
less likely to crack in service.
Saudi Aramco DeskTop Standards
13
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 7. Guided-Bend Test Jigs
Bend Specimens - The types of guided-bend specimens that are used to test weld ductility
include face, root, and side. A root bend specimen is a specimen in which the root of the weld
becomes the convex surface of the bend specimen; a face bend specimen is a specimen in which
the face of the weld becomes the convex surface of the bend specimen; a side bend specimen is a
specimen in which one of the side surfaces of the weld becomes the convex surface of the bend
specimen.
Saudi Aramco DeskTop Standards
14
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 6 A and B showed where to remove transverse bend specimens in weld test coupons.
Figure 6 A illustrated the location of the four bend specimens (2 face and 2 root) in plate
coupons and Figure 6 B illustrated the location of the four bend specimens (2 face and 2 root) in
pipe coupons. The root and face bend specimens are located to provide representative ductility
data for the entire weld test coupon.
Acceptance Criteria - To be acceptable, the weld and heat-affected zone of the weld must be
completely located within the bent portion of the specimen and no open defects that exceed 1/8"
can be visible on the convex surface of the specimen.
Hardness
The hardness of a metal is determined by the resistance of a metal to local indentation by a harder
substance. Hardness testing is not a requirement of the fabrication codes, but it is often required
by a job specification.
Hardness data from a weldment provides an indication of the following items:
Metallurgical effects of the welding process on both the weld metal and the heataffected zone
An indication of the approximate tensile strength of a metal,
The ductility of the weldment
The ability of the metal to withstand impact loads.
The hardness of a weldment is important because very hard welds are more likely to crack in
service.
Testing - To determine the hardness of a weldment, a hardened steel ball or diamond is forced
into the surface of the metal under a definite weight in a hardness testing machine. The amount of
indentation is converted into a numerical value used to compare the relative hardness of a specific
metallic surface.
Saudi Aramco procedures require that welding procedure qualifications and production
weldments be hardness tested.
For welding procedure qualification coupons, the hardness testing must be performed on a crosssection of the weldment that has been etched to clearly show the base metal, weld metal, and
HAZ as illustrated in Figure 8.
For production weldments, the hardness testing must be performed on the ground surface of the
weld near the middle of the deposited weld bead.
Saudi Aramco DeskTop Standards
15
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Additional hardness testing of the HAZ may be required by the applicable construction standard.
The actual location, number, and acceptance criteria for hardness readings are identified in Saudi
Aramco Engineering Standards (SAES) -W-SERIES.
Figure 8. Hardness Testing of Weld Test Coupons
Acceptance Criteria - To be acceptable, the hardness of the base metal, the weld metal, and the
heat-affected zone must be within the limits determined by the specifications of the particular job.
Impact Strength
Impact strength is the ability of a metal to absorb the energy of a load that is rapidly applied to the
member. A metal may have good tensile strength and good ductility under static loading, yet it
may fracture from a high velocity impact. A material or weldment that does not have sufficient
impact strength may be too brittle for the intended service. Adequate ductility is an important
engineering consideration because it allows the material or weldment to redistribute concentrated
stresses and prevent material failures. Even if no stress concentrations are present in a brittle
material, fracture will still occur suddenly because the yield stress and tensile strength are
practically identical.
Knowledge of the impact properties of materials and weldments is very important because a
material or weldment that is ductile at room temperature can become brittle in the presence of
stress concentrations, low temperature, high rates of loading, or embrittling agents such as
hydrogen.
Impact strength testing is required by certain fabrication codes, such as ASME Section VIII, and
it is most often determined by the Charpy V-notch test. To determine the impact strength of a
weldment, two base metals are welded together, sectioned, and machined to make impact
specimens.
Saudi Aramco DeskTop Standards
16
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
The impact strength of a material is determined through measurement of the energy that is
absorbed by the impact specimen while a weighted pendulum strikes and breaks the specimen.
The absorbed energy is measured in foot-pounds. The temperature at which impact testing is
performed depends on the application of the weldment. Impact testing at temperatures as low as 423o F (temperature of liquid hydrogen) is not uncommon.
Impact Specimens - Dependent on the fabrication code, impact specimens that represent the
weld metal, heat-affected zone, and base metal areas may have to be tested. A set of three impact
specimens is generally required from each area to adequately characterize the impact strength of
the welded assembly.
Figure 9 shows where to remove impact specimens in weld test coupons used for pressure vessel
construction. The impact specimens are removed so that the top of the specimens are 1/16"
below the surface of the base metal. In relatively thick weld test coupons, additional specimens
would be removed somewhere between the root of the weld and the middle of the weld.
Figure 9. Impact Specimen Removal Locations
Acceptance Criteria - The average absorbed energy of a set of three impact specimens (from a
specific area) generally has to meet specified minimum absorbed energy values that are provided
in a fabrication code. Dependent on the code or the type of base metal that is welded, impact
specimens may have to meet minimum lateral expansion values rather than absorbed energy
values.
Saudi Aramco DeskTop Standards
17
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
IDENTIFY THE MAJOR JOINING PROCESSES USED IN SAUDI ARAMCO
The following welding and joining processes are most commonly used in Saudi Aramco:
Shielded Metal Arc Welding
Gas Tungsten Arc Welding
Gas Metal Arc Welding
Flux Cored Arc Welding
Submerged Arc Welding
Stud Welding
Oxyacetylene Welding
Electric Resistance Welding
Brazing
Soldering
Shielded Metal Arc Welding
The shielded metal arc welding (SMAW) process, commonly called "stick" welding, is the most
widely used arc welding process. SMAW is characterized by application versatility and flexibility,
and relative simplicity of the equipment.
Process Description
Shielded metal arc welding is a manual joining process in which coalescence of metals is produced
by heat from an electric arc that is maintained between the tip of a covered electrode and the
surface of the base metal in the weld joint. Figure 10 shows a simple schematic diagram of an
SMAW welding circuit.
Saudi Aramco DeskTop Standards
18
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 10. SMAW Welding Circuit
Figure 11 details the SMAW process. As the electric arc melts the base metal and electrode wire,
metal droplets are transferred to the weld and become solidified metal. The electrode covering
also partially melts into the weld and burns to form a protective gas.
Figure 11. The SMAW Process
Saudi Aramco DeskTop Standards
19
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Power Supply
Either AC or DC current can be used for shielded metal arc welding. To select a power supply,
the following factors should be considered:
The type of electrode to be used
The required amperage range
The welding positions
The availability of a primary electrical power source
A transformer-type of power supply would be used for AC welding, and a transformer-rectifier or
a motor-driven generator power supply would be used for DC welding. The motor-driven
generator would have to be used in remote field applications in which primary electrical power is
not readily available.
Electric Leads
Electric leads are used to connect the electrode holder and the ground clamp to the power supply.
These electric leads are generally copper cables that are constructed for maximum flexibility to
permit easy manipulation of the electrode holder and to prevent wear and abrasion resistance.
The electric leads are jacketed with a synthetic rubber that has high toughness, high electrical
resistance, and good heat resistance.
Because of the rugged environment of most field welding operations, the durability requirements
of the electric leads cannot be overemphasized. The size of the electric leads that are required for
a particular application depends on the maximum amperage that is to be used during welding and
the voltage drop between the electrode holder and the power supply.
As the length of the electric leads increases, the associated voltage drop through the cable also
increases. To compensate for this drop, larger diameter electric leads would be required.
Electrode Holder
The device that is used to hold and control the electrode in SMAW is known as an electrode
holder. The electrode holder has metal jaws that firmly hold the electrode and that conduct the
welding current from the electric lead to the electrode. These jaws are covered with insulation to
keep the jaws from grounding to the base metal. An insulated handle on the electrode holder
separates the welder's hand from the welding current. Electrode holders come in several different
sizes to accommodate specific ranges of welding current without overheating.
Saudi Aramco DeskTop Standards
20
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Filler Metal Form
The filler metal form for SMAW is a covered electrode. The covered electrode has a bare metal
rod as a core and is covered with baked-on flux. Typically, this flux consists of either iron
powder-low hydrogen or cellulosic materials. A more detailed discussion of flux types will be
presented in COE 114.04.
The electrodes are readily available in sizes that range from 3/32" to 1/4" in diameter and are from
9" to 18" in length. The size of the covered electrode is based on the diameter of the bare wire
core: It is not based on the overall diameter of the covered electrode.
Purpose of Covering
The purpose of the electrode covering (flux) is to perform one or more of the following functions:
Provide a gas that prevents excessive oxygen contamination of the molten filler
metal during solidification.
Provide scavengers, deoxidizers, and fluxing agents that cleanse the weld and that
prevent excessive grain growth in the weld metal.
Establish the electrical characteristics of the electrode.
Provide a slag blanket that protects the hot weld metal from the air and that
enhances the mechanical properties, bead shape, and surface cleanliness of the weld
metal.
Provide a means to add alloying elements that change the mechanical properties of
the weld metal.
Common Uses
SMAW is one of the most versatile welding processes that is available for use in the
petrochemical industry. At Saudi Aramco, SMAW is commonly used both in the shop and in the
field to perform the following tasks:
Weld piping, structural steel members and pipe supports
Construct oil tanks on site
Perform maintenance welding operations to include the following tasks:
Repair defective welds
Addition of corrosion resistant material to pressure vessel internals
Repair failed mechanical equipment.
SMAW is readily used on carbon steel, chrome-moly steel, stainless steel, and cast iron materials
in the form of plates, shapes, pipe, castings, and forgings.
Saudi Aramco DeskTop Standards
21
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Advantages
The SMAW process has the following advantages:
Uses relatively simple, inexpensive, and portable equipment.
Has moderate filler metal deposition rates.
Requires relatively low skill levels for welders.
Can be used in all welding positions.
Requires no auxiliary gas shielding or flux.
Is less sensitive to wind and to drafts than are gas-shielded processes.
Is suitable for most of the commonly used metals and alloys.
Disadvantages
The SMAW process has the following disadvantages:
Requires significant interpass cleaning to remove slag.
Has a low operating factor because of the interpass cleaning and constant addition of
new electrodes.
Has limited current capability due to the diameter and length of the electrodes.
Is not applicable to low melting metals such as lead, tin, and zinc.
Gas Tungsten Arc Welding
Because of the high quality welds that are produced, the gas tungsten arc welding (GTAW)
process, which is often called "TIG" (tungsten inert gas) welding, has become an indispensable
welding process for many industries.
Process Description
Gas tungsten arc welding can be a manual or an automatic joining process in which coalescence of
metals is produced by heat from an electric arc that is maintained between the tip of a tungsten
electrode (nonconsumable) and the surface of the base metal in the weld joint. Figure 1 shows a
simple schematic diagram of a GTAW welding circuit.
Saudi Aramco DeskTop Standards
22
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 12. GTAW Welding Circuit
Figure 13 details the GTAW process. As the electric arc melts the base metal, the filler metal is
introduced to the arc area where the filler metal also melts. After the filler metal cools, it becomes
solidified weld metal. GTAW requires the simultaneous use of both hands; one hand to control
the torch and one hand to control the addition of filler metal.
Because of this two-handed technique, gas tungsten arc welding requires more skill of the welder.
Care must be taken to ensure that the nonconsumable tungsten electrode does not come into
contact with the molten weld puddle. Such contact would cause the electrode tip to melt and
distort.
Figure 13. The GTAW Process
Saudi Aramco DeskTop Standards
23
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Power Supply
Either AC or DC current may be used for gas tungsten arc welding. The following factors should
be considered to select a power supply:
Type of electrode to be used
Amperage range that is required
Welding positions
Availability of a primary electrical power source
Typically, a transformer-rectifier or an engine-driven generator power supply is used for gas
tungsten arc welding.
For more specific applications such as thin sheet metal, the power supplies are equipped with a
pulsed DC welding current, which results in a lower overall heat input to reduce distortion and
warpage.
A high frequency feature is used on some power supplies to stabilize or "stiffen" the welding arc
during precision applications, at very low currents, and in outdoor areas.
Electric Leads
Electric leads are used to connect the torch and the ground clamp to the power supply. The
ground lead and the torch lead are identical to the leads that are used for shielded metal arc
welding; however, the short torch lead also has an internal tube to convey shielding gas to the
torch.
Torch
The torch used in GTAW holds the nonconsumable tungsten electrode that conducts welding
current to the arc and provides a means to convey the shielding gas to the arc zone.
Torches are rated in accordance with the maximum welding current that can be used without
overheating the torch. For high current (300 to 500 amps) welding applications, torches are
available with a continuous flow of water through internal passageways to cool the torch.
Torches are available in several different head configurations to facilitate unique welding positions
and welder comfort.
GTAW torches often have auxiliary switches and valves to control current and gas flow.
Filler Metal Form
The filler metal form for GTAW is a bare electrode. The bare wire electrodes are readily available
in 36" length and in diameters that range from 1/16" to 3/16".
Saudi Aramco DeskTop Standards
24
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
For automatic welding applications, the filler metal is a continuous wire, as small as 0.020", and it
is wound on a spool.
Extra care must be exercised to keep the filler metal clean and free of all contaminants, such as oil
and moisture. Clean, uncontaminated filler metal helps to ensure high quality welds.
Purpose of Shielding Gas
The purpose of the shielding gas is to provide an inert atmosphere that prevents excessive oxygen
contamination of the molten filler metal during solidification. Shielding gas is usually supplied to
the torch from a local high pressure gas storage cylinder.
Typical inert gases that are used with GTAW are argon and helium; however, argon-hydrogen
and argon-helium blends are sometimes used.
Argon is heavier than air, and it tends to cover the weld. Argon generally provides a smooth
welding arc with adequate penetration at a low cost.
Helium is lighter than air, and it does not provide adequate shielding unless the flow is
significantly increased. Helium provides greater penetration of the welding arc, and it is usually
preferred on thick materials.
When root passes are made on certain materials such as stainless steel and nickel-based alloys, the
air that is on the back side of the weld joint can actually corrode the weld. To avoid this problem,
the air must be purged from the root pass to prevent the formation of oxide and scale that would
result in loss of passivity in stainless steel and nickel based alloys.
Figure 14 shows a purge gas scheme for a piping weld. Generally, this purge gas is the same as
the shielding gas that is used in the torch. The purge gas must be conveyed to the back side of the
weld through a separate hose that can be regulated independently of the torch shielding gas. By
flowing the purge gas into the pipe, one can force the air out through the weld joint and the purge
gas outlet.
Figure 14. Purge Scheme for a Piping Weld
Saudi Aramco DeskTop Standards
25
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Common Uses
Because GTAW produces high quality welds. GTAW is commonly used at Saudi Aramco to weld
the following items:
Root pass of pipe butt welds for high alloy materials such as stainless steel and
nickel base alloys.
Open butt GTAW root pass welds are used on pipe to provide the following things:
Excellent radiographic quality welds
A smooth shallow bead contour that does not affect flow conditions
A weld that can be made from only one side,
A weld that can be made in all positions around the pipe.
On thin wall materials, GTAW may be used to weld the complete joint without a
significant loss of productivity.
When radiographic quality welds are required on carbon steel weld joints.
To ensure complete fusion of the root pass.
For small diameter (less than 2") piping welds that include butt, fillet, and socket
welds. For these items it is the process of choice.
Maintenance welding operations on small intricate parts and on materials that are
very thin because of the excellent low current control of this process.
Advantages
The GTAW process has the following advantages:
Provides high quality weld.
Requires little interpass cleaning.
Can be used in all welding positions.
Allows excellent control of root pass weld penetration.
Can be used with or without filler metal.
Suitable for most of the commonly used metal and alloys.
Allows the heat source and filler metal additions to be independently controlled.
Disadvantages
The GTAW process has the following disadvantages:
Requires relatively high skill levels for welders.
Saudi Aramco DeskTop Standards
26
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Has a relatively low deposition rate compared to consumable electrode welding
processes.
Is not cost effective to use on thick sections.
Is not conducive to welding in windy or drafty areas.
Gas Metal Arc Welding
The gas metal arc welding (GMAW) process, which is often called "MIG" (metal inert gas)
welding, became commercially available in 1948, and it has become one of the most popular arc
welding processes for efficient production welding.
Process Description
Gas metal arc welding is widely used as a semi-automatic joining process in which coalescence of
metals is produced by heat from an electric arc that is maintained between the tip of a consumable
bare wire electrode and the surface of the base metal in the weld joint.
The GMAW process uses a continuously fed consumable electrode that is shielded by an
externally supplied gas. After the initial process settings are made by the welder (voltage, wire
feed speed, and gas flow), the equipment provides for the automatic self-regulation of the
electrical characteristics of the arc. The only manual controls that are required by the welder for
semi-automatic operation are the travel speed, travel direction, and wire feed gun position.
Figure 15 shows a simple schematic diagram of a GMAW welding circuit.
Saudi Aramco DeskTop Standards
27
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 15. GMAW Welding Circuit
Figure 16 details the GMAW process. As the electric arc melts the base metal, the consumable
electrode also melts and forms metal droplets. These metal droplets are transferred to the weld
and become solidified metal. Because the electrode exits the wire feed gun at speeds of up to 500
inches per minute, GMAW requires excellent hand-eye coordination to maintain a consistent arc
length and travel speed. Because of the speed of this process, care must be taken to ensure that
complete fusion of the base metal occurs.
Figure 16. The GMAW Process
The GMAW process is capable of operating in three separate arc transfer modes. The following
three arc transfer modes are slightly different in the way the consumable electrode melts and filler
metal is transferred to the weld puddle:
Saudi Aramco DeskTop Standards
28
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
"Short-circuiting" transfer mode
"Globular" transfer mode
"Spray" transfer mode
The "short-circuiting" transfer mode - is the most common mode, and it encompasses the lowest
range of welding currents and electrode diameters. Filler metal (electrode) is transferred in the
form of tiny droplets from the electrode to the weld when the electrode is in contact with the weld
puddle. The electrode will contact the weld puddle at up to 200 times per second. The short
circuiting transfer mode is limited to the use of relatively small diameter wires at current range
that are below approximately 200 amperes.
The "globular" transfer mode - is similar to the short-circuiting transfer mode except that the
droplets of molten filler metal will grow two to three times the diameter of the electrode before
gravity causes transfer to the weld puddle. When the arc length is too short, considerable spatter
will be produced. However, when the arc length is too long, the weld can exhibit lack of fusion,
insufficient penetration, and excessive reinforcement. These characteristics greatly limit the use of
the globular transfer mode in production applications.
The "spray" transfer mode - occurs at higher currents when at least 80% argon shielding gas is
provided. The droplets of molten filler metal are smaller than the droplets in the short-circuiting
mode and they spray across the arc. This mode provides higher deposition rates and greater base
metal penetration. The limitations of the spray transfer mode are that it can only be used in the
flat and vertical positions, and only on relatively thick materials. Also, the spray transfer mode
requires the use of expensive argon gas and high amperage welding power supplies.
Power Supply
DC current is used for the majority of GMAW applications. The following factors should be
considered in selecting a power supply:
Required amperage range
Welding positions
Duty cycle
Availability of a primary electrical power source
Typically, a constant voltage transformer-rectifier or an engine-driven generator power supply
that is rated for a 100% duty cycle would be used for gas metal arc welding.
Saudi Aramco DeskTop Standards
29
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Electric Leads
Electric leads are used to connect the wire feed gun and the ground clamp to the power supply.
The ground lead and the wire feed gun lead are identical to the leads that are used for gas
tungsten arc welding. The short wire feed gun lead also has an internal tube that is used to convey
shielding gas to the torch.
Wire Feed Gun
The hand-held wire feed gun that is used in GMAW guides the consumable electrode that
conducts welding current to the arc and provides a way to convey the shielding gas to the arc
zone. Wire feed guns are rated in accordance with the maximum welding current that can be
used without overheating the torch and in accordance with the maximum size of filler metal that
can be fed through the gun. For high current (300 to 500 amps) and continuous welding
applications, wire feed guns are available with a continuous flow of water through passageways to
cool the gun. For softer filler metals such as aluminum, small spools of filler that are metal-fed
directly from a hand-held gun are used to improve the uniform delivery of the filler metal.
Filler Metal Form
The filler metal form for GMAW is a continuous bare wire electrode. The filler metal is a
continuous wire that is wound on 4" to 30" diameter spools with wire sizes that range from
0.030" to 0.125" in diameter. These wire spools can hold, depending on the nature of the welding
operations, from 2 pounds to 60 pounds of filler metal. Care must be taken to avoid causing
kinks and bends in the bare wire that can jam the wire feeder and halt welding operations.
Purpose of Shielding Gas
The purpose of shielding gas is to provide a gas that prevents excessive oxygen contamination of
the molten filler metal during solidification.
Shielding gas is usually supplied to the torch from a local, high-pressure gas storage cylinder.
Typical gases that are used with GMAW are argon, helium, argon-helium and argon-oxygen
blends, oxygen, carbon dioxide, argon-carbon dioxide blends, and even argon-helium-carbon
dioxide blends.
The gas that is used depends on the application. Factors that can affect the choice of shielding
gas include the FOLLOWING
Type of base metal
Weld joint design
Welding position
Required penetration
Saudi Aramco DeskTop Standards
30
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Control of heat-affected zone
Required arc stability
As with GTAW, gas metal arc welding of root passes on certain materials, such as stainless steel
and nickel based alloys, can contaminate the weld. Purging operations may be required on these
types of base metals to prevent contamination of the root pass.
Common Uses
In Saudi Aramco, GMAW is used primarily for pipeline construction using the short circuiting
transfer mode. To improve GMAW's productivity, the piping welds are placed in devices that
slowly turn the pipe so that the welder never has to change positions.
Many maintenance welding applications are readily adaptable to the highly efficient GMAW
process.
GMAW is also used in the globular and spray transfer modes to weld structural members that
require a high deposition rate, and that can be positioned so that most of the welding is performed
in the flat position.
Advantages
The GMAW process display the following advantages:
A high deposition rate when compared to manual arc processes.
A high operating factor because the filler metal is continuously fed.
Reduces interpass cleaning because there is no slag.
Used in all welding positions.
Suitable for most of the commonly used metals and alloys.
Disadvantages
The GMAW process displays the following disadvantages:
Requires relatively high skill levels for welders.
Has a tendency to develop lack of fusion defects due to the high welding speed.
Is more difficult to use in hard to reach places because of the size of the wire feed
gun.
Can produce welder fatigue due to the high operating factor.
Saudi Aramco DeskTop Standards
31
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Flux-Cored Arc Welding
The flux-cored arc welding (FCAW) process is very similar to GMAW. FCAW has the highest
deposition rates of any semi-automatic welding process.
Process Description
Flux-cored arc welding can be an automatic joining process, but it is used mostly as a semiautomatic joining process.
In the flux-cored arc welding process, coalescence of metals is produced by heat from an electric
arc maintained between the tip of a consumable flux-filled wire electrode and the surface of the
base metal in the weld joint.
The FCAW process uses a continuously fed consumable electrode that is shielded by an internally
supplied flux.
A variation of the FCAW process, which is known as "dual-shield," includes the use of an external
shielding gas in addition to the internal flux for certain applications and base metals.
Like GMAW, after the initial process settings are made by the welder (voltage, wire feed speed,
and gas flow), the equipment provides for the automatic self-regulation of the electrical
characteristics of the arc. The only manual controls that are required by the welder for semiautomatic operation are the travel speed, travel direction, and wire feed gun position.
Figure 17 shows a simple schematic diagram of an FCAW welding circuit.
Figure 17. FCAW Welding Circuit
Saudi Aramco DeskTop Standards
32
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 18 details the FCAW process. As the electric arc melts the base metal, the consumable
electrode also melts and forms metal droplets that are transferred to the weld and then become
solidified metal.
Because the electrode exits the wire feed gun at speeds of up to 500 inches per minute, FCAW
also requires excellent hand-eye coordination to maintain a consistent arc length and travel speed.
Figure 18. The FCAW Process
Power Supply
In a manner that is similar to GMAW, FCAW uses a power supply that provides DC current from
a constant voltage transformer-rectifier or an engine-driven generator power supply that is rated
for a 100% duty cycle.
Electric Leads
Electric leads are used to connect the wire feed gun and the ground clamp to the power supply.
The ground lead and the wire feed gun lead are identical to the leads that are used for gas metal
arc welding; however, the short wire feed gun lead would generally not have an internal tube to
convey shielding gas to the torch.
Wire Feed Gun
The hand-held wire feed gun that is used in FCAW performs the same function as the wire feed
gun in gas metal arc welding, and it is similarly rated.
Saudi Aramco DeskTop Standards
33
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Filler Metal Form
The filler metal form for FCAW is a continuous tubular wire electrode that is filled with flux. The
filler metal is a continuous wire that is wound on 12" to 30" diameter spools of wire with sizes
that range from 0.045" to 5/32" in diameter.
These wire spools can hold 14 pounds to 60 pounds of filler metal. The nature of the welding
operation determines the amount of filler metal that can be held on the wire spool. For high
production applications, the filler metal may even be supplied in drums that weigh up to 600
pounds.
Purpose of Flux
The purpose of the flux that is within the tubular wire is to provide one or more of the following
functions:
A gas that prevents excessive oxygen contamination of the molten filler metal during
solidification
Scavengers, deoxidizers, and fluxing agents that cleanse the weld and that prevent
excessive grain growth in the weld metal
A slag blanket that protects the hot weld metal from the air and that enhances the
mechanical properties, bead shape, and surface cleanliness of the weld metal
A means to add alloying elements that change the mechanical properties of the weld
metal
Common Uses
Semi-automatic FCAW is primarily used at Saudi Aramco to weld structure members that require
a significant amount of welding and that can be positioned so that most of the welding is
performed in the flat position.
Maintenance welding applications include the butt welding of sections of carbon steel piping that
have been replaced and the build-up of corroded material.
As with GMAW, FCAW's productivity can be improved through placement of the piping welds in
devices that slowly turn the pipe so that the welder never has to change position.
Advantages
The FCAW process displays the following advantages:
A high deposition rate when compared to manual arc processes
A high operating factor because the filler metal is continuously fed
Saudi Aramco DeskTop Standards
34
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Can be used in all welding positions
Requires no auxiliary gas shielding or flux
Is less sensitive to wind and drafts than are gas shielded processes
Is suitable for most of the commonly used metal and alloys
Disadvantages
The FCAW process displays the following disadvantages:
Requires relatively high skill levels for welders
Requires significant interpass cleaning to remove slag
Can produce welder fatigue due to the high operating factor
Submerged Arc Welding
The submerged arc welding (SAW) is one of the older automatic welding processes. The SAW
process is referred to as "submerged" because the electric arc is actually submerged under a
granular flux.
The SAW process is currently used in heavy steel fabrication that includes the welding of
structural shapes, longitudinal seam welds in pipes, and the manufacture of machine components.
Process Description
Submerged arc welding can be a semi-automatic joining process, but it is mostly used as an
automatic joining process in which coalescence of metals is produced by heat from an electric arc
that is maintained between the tip of a consumable bare wire electrode and the surface of the base
metal in the weld joint.
After the initial process settings are made by the welder (voltage, wire feed speed, and flux flow),
the equipment provides for the automatic self-regulation of the electrical characteristics of the arc.
The only manual controls that are required by the welder for semi-automatic operation are the
travel speed, travel direction, and wire feed gun position.
Figure 19 shows a simple schematic diagram of an SAW welding circuit.
Saudi Aramco DeskTop Standards
35
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 19. SAW Welding Circuit
Figure 20 details the SAW process. As the electric arc melts the base metal that is underneath
the granular flux, the consumable electrode also melts, and becomes solidified weld metal.
Saudi Aramco DeskTop Standards
36
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 20. The SAW Process
Power Supply
Like FCAW and GMAW, SAW generally requires a power supply that provides DC current from
a constant voltage transformer-rectifier or an engine-driven generator power supply that is rated
for a 100% duty cycle.
Certain applications of SAW require the use of AC current from a transformer-type welding
machine. SAW welding machines are often capable of providing up to 1500 amperes of current.
Electric Leads
Electric leads are used to connect the wire feed gun and the ground clamp to the power supply.
The ground lead and the wire feed gun lead are identical to the leads that are used for other arc
welding processes.
Wire Feed Gun
The hand-held wire feed gun used in SAW performs the same function as did the wire feed gun in
FCAW, and it is similarly rated. The only difference is that the SAW wire feed gun also has an
attached flux feed tube. For small welding jobs, the flux hopper may be mounted directly on the
wire feed gun.
Saudi Aramco DeskTop Standards
37
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Flux Hopper
The flux hopper provides a reservoir of welding flux that maintains a constant flow of flux to the
weld joint during welding. The flux hopper is sized according to the following factors:
Thickness and width of the weld bead
Amount of arc time for the application
Desired thickness of flux.
Filler Metal Form
The filler metal form for SAW is a continuous bare wire electrode. The filler metal is a
continuous wire that is wound on spools that have diameters of 12" or larger. The wire sizes
range from 1/16" to 1/4" in diameter.
The nature of the welding operation determines the amount of filler metal that the wire spools can
hold. For high production applications, the filler metal may be supplied in drums.
Purpose of Flux
The purpose of the flux is to provide one or more of the following functions:
A gas that prevents excessive oxygen contamination of the molten filler metal during
solidification.
Scavengers, deoxidizers, and fluxing agents that cleanse the weld metal.
A slag blanket that protects the hot weld metal from the air and that enhances the
mechanical properties, bead shape, and surface cleanliness of the weld metal.
A means to add alloying elements that change the mechanical properties of the weld
metal.
Common Uses
SAW is used at Saudi Aramco primarily to weld carbon steel materials such as structural steel
members and heavy wall pressure vessel sections.
For smaller duration projects, the use of the FCAW process or even the SMAW process may be
more cost effective.
The most productive maintenance use for SAW would be the addition of weld overlay to pressure
vessel interiors, although SAW is not conducive to vertical welding applications.
Saudi Aramco DeskTop Standards
38
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Advantages
The SAW process displays the following advantages:
A high deposition rate as compared to other semi-automatic arc welding processes.
A high operating factor.
Requires no auxiliary gas shielding or flux.
Is less sensitive than gas shield processes to winds and drafts.
Provides a high quality of weld metal.
Produces little or no smoke.
Has no arc flash; therefore, minimal protective clothing is required.
Disadvantages
The SAW process displays the following disadvantages:
Can only be used in the flat position.
Is not cost effective for small welding jobs.
Is not capable of welding thin materials.
Stud Welding
Stud welding is a general term for the joining of a metal stud or similar part to a work piece.
Stud welding can be accomplished by a number of different welding processes that include arc,
resistance, friction, and percussion. The process that is known as stud arc welding (SW) will be
discussed in this section.
Process Description
In stud welding, the end of a stud is joined to a base metal by heating the stud and the base metal
with an electric arc. When the two surfaces to be joined are properly heated, the surfaces are
brought together under low pressure. A stud welding gun is used to hold the studs during the
welding process.
Welding time and the plunging of the stud into the molten weld pool to complete the stud weld
are controlled automatically. The stud that is held in the stud gun is positioned by the welder.
The welder actuates the stud gun by pressing a trigger switch. The stud weld is quickly
completed, usually in less than one second.
Figure 21 shows a simple schematic diagram of an SW welding circuit.
Saudi Aramco DeskTop Standards
39
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 21. SW Welding Circuit
Figure 22 shows the sequence of the SW process. The stud gun holds the stud in contact with
the base metal until the welder depresses the gun trigger switch, which causes the welding current
to flow from the power supply through the stud (that acts as the electrode) to the base metal. The
welding current flow actuates a solenoid within the stud gun to draw the stud away from the base
metal and establish the arc.
At the appropriate time, the welding current is shut off and the stud gun solenoid releases its pull
on the stud. The spring-loaded action plunges the stud into the molten pool in the base metal.
The time duration for each phase of the operation is controlled by a timer in the control unit. The
molten metal solidifies and produces the weld and, in addition, a small reinforcing fillet weld.
The stud gun is released after the weld metal solidifies, and the ferrule is broken off of the stud.
Saudi Aramco DeskTop Standards
40
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 22. Sequence of the SW Process
Power Supply
Stud welding requires a power supply that produces DC current from a transformer-rectifier or
from a motor-generator that is similar to the power supplies that are used for shielded metal arc
welding. The DC current is directed through a control unit that is used specifically for stud
welding.
The control unit controls the duration of the welding current and the timing of the stud gun
plunger action. The time interval for the application of the welding current and the plunger action
typically varies from 0.05 to 2.0 seconds.
Electric Leads
Electric leads are used to connect the control unit and the ground clamp to the power supply.
The ground lead and the control unit lead are identical to the leads that are used for other arc
welding processes.
Stud Gun
The hand-held stud gun used in the SW process holds and positions the stud during the welding
process. The size of the stud gun depends on the diameter of the studs that are to be used.
The stud gun consists of the following parts:
Lifting mechanism which has the following parts:
Saudi Aramco DeskTop Standards
41
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Solenoid
Clutch
Mainspring
Chuck holder
Adjustable support for the ferrule holder
Connecting weld and control cables.
The lift mechanism controls the lift of the stud and is typically between 0.030" and 0.125".
Stud Form
SW is capable of welding many configurations of studs. The studs are commonly made from
carbon steel, stainless steel or aluminum. Most stud bases are round; however, there also are
applications that use square- or rectangular-shaped studs. In addition to conventional straightthreaded studs, J-bolts, and punched, slotted, grooved, and pointed studs are used.
Ferrules are placed over the stud at the weld end for most stud welding applications. The ferrules
are designed to perform the following functions:
Concentrate the heat of the arc in the weld area.
Restrict the flow of air into the area to control oxidation of the molten weld metal.
Confine the molten metal to the weld area.
Prevent the charring of adjacent non-metallic materials.
Protect the welder from the arc.
Common Uses
Stud welding is primarily used at Saudi Aramco in both shop and field applications for attachment
of the following:
Insulation pins to pressure vessels and tanks
Grating bolts to platforms
Concrete anchors to structural members
Advantages
The SW process displays the following advantages:
Can be used in all welding positions.
Requires no auxiliary gas shielding or flux.
Saudi Aramco DeskTop Standards
42
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Can be used on curved and angled surfaces.
Provides welds with a very shallow heat-affected zone.
Disadvantages
The SW process displays the following disadvantages:
Can only weld one end of a stud to the work piece.
Stud shape and design are limited by the capability of the stud gun chucking device.
Oxyacetylene Welding
Oxyacetylene welding (OAW) is a type of Oxyfuel Gas Welding (OFW) that uses acetylene as a
fuel gas and gaseous oxygen to support combustion to create a heating medium.
The wide field of applications, as well as the convenience and economy of oxyacetylene welding,
are recognized in most metal working industries. OAW is universally used and accepted in the
field of maintenance and repair where the flexibility and mobility of this process results in reduced
time and labor expenses.
Process Description
The OAW process involves melting the base metal and usually a filler metal through use of a
flame that is produced at the tip of a welding torch. Fuel gas and oxygen are combined to form a
mixture that is 2.5 parts oxygen to 1 part fuel gas (acetylene).
The mixing chamber may be part of the welding tip assembly. Molten metal from the edges of the
plate and filler metal, if used, intermix in a common molten pool and coalesce when they are
cooled.
Saudi Aramco DeskTop Standards
43
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 23 shows a simple schematic diagram of oxyacetylene welding equipment.
Figure 23. Oxyacetylene Welding Equipment
Figure 24 details the oxyacetylene welding process. The combustion flame from the welding
torch tip is brought into contact with the base metal, the base metal begins to absorb the heat and
melt.
When a pool of molten metal is established, filler metal can be introduced into the flame to melt
the filler metal and to add filler metal to the weld. The weld metal becomes solidified weld metal
as the weld cools.
Saudi Aramco DeskTop Standards
44
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Figure 24. The OAW Process
Fuel Gas Combustion
All fuel gases require oxygen to support combustion. Fuel gases that are suitable for welding
operations must have the following characteristics:
High flame temperature
High flame rate propagation
Adequate heat content,
Minimal chemical reaction between the flame and the base
Filler metals
Acetylene most closely meets all of these requirements. When acetylene and oxygen are brought
together and mixed, the fuel is readily ignited by an ignition source such as a striker. By
controlling the ratio of acetylene to oxygen, the nature of the combustion flame can be altered to
provide one of these three types of flames:
A neutral flame (an equal ratio of the two gases)
A carburizing flame (excess acetylene)
An oxidizing flame (excess oxygen).
For most welding applications, the neutral flame is preferred.
Saudi Aramco DeskTop Standards
45
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Gas Supplies
Typical OAW applications use local gas cylinders to provide the necessary acetylene and oxygen
gases. Each cylinder is outfitted with a pressure regulator to reduce the gas pressure that is
supplied to the welding torch and to adjust the gas flow rates.
Torch
A typical welding torch consists of these three parts:
Torch handle
Mixer
Tip assembly
The torch can accomplish the following things;
Independently control the flow of each gas
Accept a variety of welding tips
Control the movement and direction of the flame
The gases flow through control valves in separate passages in the torch handle to the torch head.
The gases then flow into a mixer assembly in which the oxygen and acetylene are mixed. The
gases finally flow out through an orifice at the end of the tip.
Sealing rings or surfaces are provided in the torch head or on the mixer seats to facilitate a leaktight assembly.
Torch tips come in a variety of sizes to provide various flame sizes that are required for different
materials and thicknesses.
Filler Metal Form
The filler metal form for OAW is straight bare rods. The filler metal is usually manufactured in
24" and 36" lengths and is readily available in sizes from 1/16" to 3/8" in diameter.
To ensure high quality welds, extra care must be exercised to keep the filler metal clean and free
of all contaminants, such as oil and moisture.
Common Uses
Oxyacetylene welding is used at Saudi Aramco primarily to fabricate handrails for stairways and
other non-pressure retaining equipment in both shop and field applications.
Saudi Aramco DeskTop Standards
46
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
In addition, the oxyacetylene process is used to cut ferrous metals and to preheat welds as
described in the sections that follows.
Cutting
When the welding tip on the torch is replaced with a special cutting attachment, the oxyacetylene
welding process becomes the oxyacetylene cutting (OAC) process. This process can easily and
economically cut ferrous metals that are up to 8" thick.
The cutting attachment has a nozzle with several perimeter preheat flame ports and a center port
for the oxygen. With this process, the oxyacetylene flame is used to preheat the area to be cut or
severed.
When the metal is sufficiently heated, a handle on the cutting torch is depressed to release a high
pressure jet of oxygen directly at the metal surface. It is this jet of oxygen that actually makes the
cut in the steel. The oxygen oxidizes the hot metal and also blows the molten metal from the
joint.
Preheating
With minor changes to the design of the welding torch tip, the same equipment that is used for
welding can also be used to provide a flame of combustion for localized preheat to weldments.
This technique is usually used on piping that is less than 8" in diameter, and that has wall
thicknesses that are less than 1/2". This technique is also used on structural members that are less
than 1/2" thick.
A key to this type of preheating operation is the ability to cover the entire area to be heated so
that a uniform temperature can be achieved. An area that is too large, or a member that is too
thick, will be difficult to uniformly heat.
Advantages
The OAW process has the following advantages:
Requires no electric power supply
Can be used in all welding positions
Provides excellent control of heat input and temperature
Disadvantages
The OAW process has the following disadvantages:
Has low deposition rate
Requires relatively high skill levels for welders
Saudi Aramco DeskTop Standards
47
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Is not efficient for large welding jobs
Electric Resistance Welding
Because filler metal and fluxes are not used in electric resistance welding (ERW), ERW is a group
of welding processes that differ from all of those processes that were previously mentioned. At
least seven important resistance welding processes exist: They include the following types:
Flash
Percussion
Projection
Seam
Spot
Upset
High frequency
This section will only address the high frequency resistance welding process because it is the most
commonly used pipe manufacturing process.
Process Description
The high frequency resistance welding (HFRW) process involves the coalescence of metals
produced by the heat that is generated from the electrical resistance of the work piece to an
induced high frequency current. The heat that is generated from both the HFRW process and the
application of an upsetting force combine to produce a forged weld.
The joint upsetting process that occurs downstream of the weld not only forces most of the
molten metal and the contaminants out of the joint, but it also hot-works the adjacent base metal.
The additional metal that remains outside of the joint is typically ground flush with the contour of
the adjacent base metal.
American Petroleum Institute (API) line pipe and some other tubular (pipe) specifications require
that the ERW weld seam be normalized after welding. This heat treatment eliminates any
untempered martensite (brittle metallurgical structure) in the weld's heat-affected zone that could
make the weld susceptible to cracking.
Figure 25 shows a simple schematic diagram of HFRW pipe fabrication. As the rolled plate is
formed and guided through the pressure rollers, the high frequency current is introduced into the
metal with a pair of sliding contacts placed on either side of the seam to be welded, and ahead of
the weld point.
Saudi Aramco DeskTop Standards
48
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
The welding current travels directly from one sliding contact along one edge of the seam to the
weld point, and back along the opposite edge to the other sliding contact. The edges are forced
together by the weld pressure rolls at the weld point where the two edges are fused.
Figure 25. HFRW Pipe Fabrication
Major Components
The following are the major components of the HFRW process and their functions:
An electrical circuit that consists of a welding transformer and a secondary circuit
with sliding contacts that conduct the current into the work piece.
Saudi Aramco DeskTop Standards
49
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
A mechanical system that consists of a machine frame and associated welding
mechanisms to hold the work piece and to apply the welding force.
The control equipment that is used to initiate and to time the duration of the current,
to control the current magnitude, and to establish the sequence and the time of the
other aspects of the welding cycle.
Common Uses
The ERW process is not used in either shop or field fabrication at Saudi Aramco, or elsewhere in
the oil and gas industry at Saudi Aramco.
High frequency resistance welding is primarily used by piping and tubing manufacturers around
the world to fabricate what is commonly referred to as ERW pipe and tube. ERW piping is used
in all facets of the petroleum extraction and refining industry, including cross country pipelines
and on-plot process piping..
Brazing
Brazing is a group of joining processes that produces coalescence of materials by heating the base
metal to a suitable temperature and by using a filler metal that has a liquidus that is above 840o F
and that is below the solidus of the base metal.
The many joining processes include the following:
Torch brazing
Furnace brazing
Induction brazing
Resistance brazing
Dip brazing
Infrared brazing.
The filler metal is distributed between the closely fitted surfaces of the joint by capillary attraction.
Unlike welding, the base metal does not melt during brazing to create fusion between the base
metal and filler metal.
There is a process that is called braze welding, which is different from brazing because, in braze
welding, the filler metal is not distributed by capillary attraction.
Completed Braze Joint
Figure 26 shows a diagram of a completed braze joint. This braze joint is typical of a copper
piping connection between two pipe sections and a coupling. Notice that a slight gap exists
between the two pipe sections to allow for thermal expansion when the joint is in service. The
joint overlap distance must be one of the following:
Saudi Aramco DeskTop Standards
50
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Equal to 4T, where T is the thickness of the brazed joint or,
As specified by the design
Figure 26. Completed Braze Joint
The brazing process often requires that a flux be used to accomplish the these factors:
Improve the adhesion of the filler metal to the base metal,
To prevent the formation of oxides
To clean the base metal surfaces.
Although brazing is seldom used at Saudi Aramco, common applications include the following:
Joining copper tubing
Materials in which little distortion due to heating can be tolerated like the following
materials:
Electrical components
Dissimilar base metals
Precious metals
Typical Interface Gaps
In order to obtain the maximum strength from a brazed joint, the interface gap must be large
enough to permit both entry of the molten filler metal and the escape of molten flux and gases
during heating. When the interface gap is too large, the filler metal will not be held in the joint by
capillary attraction. Ideal interface gaps for production brazing are 0.002" to 0.005." Gaps as
large as 0.008" can be adequately brazed.
Saudi Aramco DeskTop Standards
51
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Soldering
Soldering is a group of joining processes that produces coalescence of materials by heating the
base metal to a suitable temperature and by using a filler metal that has a liquidus that does not
exceed 840o F and that is below the solidus of the base metal. The many joining processes
include the following:
Torch soldering
Dip soldering
Furnace soldering
Infrared soldering
Iron soldering
Resistance soldering
Induction soldering
Wave soldering
The filler metal is distributed between closely fitted surfaces of the joint by capillary attraction.
Completed Solder Joint
Figure 27shows a diagram of a completed solder joint. This solder joint is typical of a connection
between two electrical connectors. Notice that the solder joint is similar to the brazed joint.
Figure 27. Completed Solder Joint
Saudi Aramco DeskTop Standards
52
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
GLOSSARY
Coalescence
Coming together into one body
Fusion
The complete blending of two pieces of base metal, with or
without the addition of a filler metal, to form one weld.
Reverse polarity
A welding circuit where the negative pole provides the power
to the work piece.
Arc plasma
The space between the electrode and the work piece at which
the arc is initiated and maintained.
flux
consumable
slag
Charpy V-notch test
Saudi Aramco DeskTop Standards
53
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
WORK AIDS
Work Aid 1. How To Describe The Fundementals Of Welding
This work aid consists of the first section of the information sheet and Figure 1 through 9, the
location of which is listed in the Table of Contents, Figure List. Use this work aid to complete
Exercise 1.
Work Aid 2. How To Identify The Major Joining Processes Used In Saudi Aramco
This work aid consists of Figures 10 through 26, the location of which is listed in the figure list
in Table of Contents, Figures List. It also consists of the tables of advantages, disadvantage,
and common uses in this work aid. These tables are listed in the Table of Contents, List of
Tables.
Table 1 is a list of types of joining processes and their abbreviations.
Table 1. Welding Procedures and their Abbreviations
JOINING PROCESS
ABBREVIATION
Shielded Metal Arc Welding
SMAW
Gas Tungsten Arc Welding
GTAW
Gas Metal Arc Welding
GMAW
Flux Cored Arc Welding
FAW
Submerged Arc Welding
SAW
Stud Welding
SW
Oxyacetylene Welding
OAW
Electric Resistance Welding
ERW
High Frequency Resistant Welding.
Brazing
NONE
Soldering
NONE
Saudi Aramco DeskTop Standards
HFRW
54
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Table 2. Advantages, Disadvantages, and Common uses of SMAW process.
ADVANTAGES
DISADVANTAGES
Uses relatively simple, inexpensive, and
portable equipment.
Requires significant interpass cleaning to
remove slag.
Has moderate filler metal deposition rates.
Has a low operating factor because of the
interpass cleaning and constant addition of
new electrodes.
Requires relatively low skill levels for
welders.
Has limited current capability due to the
diameter and length of the electrodes.
Can be used in all welding positions.
Is not applicable to low melting metals
such as lead, tin, and zinc.
Requires no auxiliary gas shielding or flux.
Is less sensitive to wind and to drafts than
are gas-shielded processes.
Is suitable for most of the commonly used
metals and alloys.
COMMON USES
Weld piping, structural steel members and pipe supports
Construct oil tanks on site
Perform maintenance welding operations to include the following tasks:
Repair defective welds
Addition of corrosion resistant material to pressure vessel internals
Repair failed mechanical equipment.
Saudi Aramco DeskTop Standards
55
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Table 3. Advantages, Disadvantages, and Common uses of GTAW process
ADVANTAGES
DISADVANTAGES
Provides high quality weld.
Requires relatively high skill levels for
welders.
Requires little interpass cleaning.
Has a relatively low deposition rate
compared to consumable electrode
welding processes.
Can be used in all welding positions.
Is not cost effective to use on thick
sections.
Allows excellent control of root pass weld
penetration.
Is not conducive to welding in windy or
drafty areas.
Can be used with or without filler metal.
Suitable for most of the commonly used
metal and alloys.
Allows the heat source and filler metal
additions to be independently controlled.
COMMON USES
Root pass of pipe butt welds for high alloy materials such as stainless steel and nickel base
alloys.
Open butt GTAW root pass welds are used on pipe to provide the following things:
Excellent radiographic quality welds
A smooth shallow bead contour that does not affect flow conditions
A weld that can be made from only one side,
A weld that can be made in all positions around the pipe.
On thin wall materials, GTAW may be used to weld the complete joint without a significant
loss of productivity.
TABLE 2, COMMON USES (Contd)
When radiographic quality welds are required on carbon steel weld joints.
To ensure complete fusion of the root pass.
For small diameter (less than 2") piping welds that include butt, fillet, and socket welds. For
these items it is the process of choice.
Maintenance welding operations on small intricate parts and on materials that are very thin
because of the excellent low current control of this process.
Saudi Aramco DeskTop Standards
56
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Table 4. Advantages, Disadvantages, and Common uses of GMAW process
ADVANTAGES
DISADVANTAGES
A high deposition rate when compared to
manual arc processes.
Requires relatively high skill levels for
welders.
A high operating factor because the filler
metal is continuously fed.
Has a tendency to develop lack of fusion
defects due to the high welding speed.
Reduces interpass cleaning because there is
no slag.
Is more difficult to use in hard to reach
places because of the size of the wire feed
gun.
Used in all welding positions.
Can produce welder fatigue due to the high
operating factor.
Suitable for most of the commonly used
metals and alloys.
COMMON USES
In Saudi Aramco, GMAW is used primarily for pipeline construction using the short circuiting
transfer mode
Many maintenance welding applications
Globular and spray transfer modes to weld structural members that require a high deposition
rate
Saudi Aramco DeskTop Standards
57
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Table 5. Advantages, Disadvantages, and Common uses of FCAW process
ADVANTAGES
DISADVANTAGES
A high deposition rate when compared to
manual arc processes
Requires relatively high skill levels for welders
A high operating factor because the filler
metal is continuously fed
Requires significant interpass cleaning to
remove slag
Can be used in all welding positions
Can produce welder fatigue due to the high
operating factor
Requires no auxiliary gas shielding or flux
Is less sensitive to wind and drafts than are
gas shielded processes
Is suitable for most of the commonly used
metal and alloys
COMMON USES
Weld structure members that require a significant amount of welding
Maintenance welding applications include the butt welding of sections of carbon steel piping
that have been replaced and the build-up of corroded material
Saudi Aramco DeskTop Standards
58
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Table 6. Advantages, Disadvantages, and Common uses of SAW process
ADVANTAGES
DISADVANTAGES
A high deposition rate as compared to other
semi-automatic arc welding processes.
Can only be used in the flat position.
A high operating factor.
Is not cost effective for small welding jobs.
Requires no auxiliary gas shielding or flux.
Is not capable of welding thin materials.
Is less sensitive than gas shield processes to
winds and drafts.
Provides a high quality of weld metal.
Produces little or no smoke.
Has no arc flash; therefore, minimal protective
clothing is required.
COMMON USES
To weld structural steel members and heavy wall pressure vessel sections
For smaller duration projects
For maintenance - use to add weld overlay to pressure vessel interiors not conducive to vertical
welding applications).
Saudi Aramco DeskTop Standards
59
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Table 7. Advantages, Disadvantages, and Common uses of SW process.
DISADVANTAGES
ADVANTAGES
Can be used in all welding positions.
Can only weld one end of a stud to the
work piece.
Requires no auxiliary gas shielding or flux.
Stud shape and design are limited by the
capability of the stud gun chucking device.
Can be used on curved and angled surfaces.
Provides welds with a very shallow heataffected zone
COMMON USES
Attach insulation pins to pressure vessels and tanks
Attach grating bolts to platforms
Attach concrete anchors to structural members
Table 8. Advantages, Disadvantages, and Common uses of OAW process
ADVANTAGES
DISADVANTAGES
Requires no electric power supply
Has low deposition rate
Can be used in all welding positions
Requires relatively high skill levels for
welders
Provides excellent control of heat input and
temperature
Is not efficient for large welding jobs
COMMON USES
Used at Saudi Aramco primarily to fabricate handrails for stairways and other non-pressure
retaining equipment in both shop and field applications
Used to cut ferrous metals and to preheat metals prior to welds
Saudi Aramco DeskTop Standards
60
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
Table 9. Advantages, Disadvantages, and Common uses of HFRW process
ADVANTAGES
Not Used in Saudi Aramco
DISADVANTAGES
Not Used in Saudi Aramco
COMMON USES
Not Used in Saudi Aramco
Otherwise, used to fabricate pipe and tubing around the world.
Table 10. Advantages, Disadvantages, and Common uses of the brazing process
ADVANTAGES
DISADVANTAGES
Seldom Used in Saudi Aramco
Seldom Used in Saudi Aramco
COMMON USES
Seldom used in Saudi Aramco
Joining copper tubing
Joining materials in which little distortion due to heating can be tolerated like the following
materials:
Electrical components
Dissimilar base metals
Precious metals
Saudi Aramco DeskTop Standards
61
Engineering Encyclopedia
Welding
Metal Joining Processes Used In Saudi Aramco
BIBLIOGRAPHY
SAES-W-010, Welding Requirements for Pressure Vessels, 15 January 1997
ASME Section VIII, 1995
Saudi Aramco DeskTop Standards
62
Potrebbero piacerti anche
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsDa EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNessuna valutazione finora
- Engineering Encyclopedia: Fabrication, Inspection, and Testing of Heat ExchangersDocumento31 pagineEngineering Encyclopedia: Fabrication, Inspection, and Testing of Heat ExchangersAfzaalUmair100% (1)
- Coe10508 PDFDocumento25 pagineCoe10508 PDFcvg ertdNessuna valutazione finora
- Theory and Application of The CorrosometerDocumento19 pagineTheory and Application of The CorrosometerAnonymous S9qBDVkyNessuna valutazione finora
- Engineering Encyclopedia: Basic Properties of SectionsDocumento62 pagineEngineering Encyclopedia: Basic Properties of SectionsVijay KumarNessuna valutazione finora
- Engineering Encyclopedia: Instrumented ScrapersDocumento16 pagineEngineering Encyclopedia: Instrumented ScrapersabyNessuna valutazione finora
- Engineering Encyclopedia: Distillation ProcessDocumento70 pagineEngineering Encyclopedia: Distillation ProcessLogeswaran AppaduraiNessuna valutazione finora
- 34 Samss 122Documento13 pagine34 Samss 122naruto256Nessuna valutazione finora
- Feedwater Deaerator: NIOEC-SP-47-05Documento11 pagineFeedwater Deaerator: NIOEC-SP-47-05masoud132Nessuna valutazione finora
- Saes J 002Documento50 pagineSaes J 002Irfan AliNessuna valutazione finora
- Calculating Heat InputDocumento5 pagineCalculating Heat InputAnonymous AlhzFE9EVNNessuna valutazione finora
- Engineering Encyclopedia: Fabrication, Inspection, and Testing of Pressure VesselsDocumento70 pagineEngineering Encyclopedia: Fabrication, Inspection, and Testing of Pressure VesselsAfzaalUmairNessuna valutazione finora
- Engineering Encyclopedia: Saudi Aramco Piping SystemsDocumento23 pagineEngineering Encyclopedia: Saudi Aramco Piping SystemsPrakhar KulshreshthaNessuna valutazione finora
- ChE 206.01 Introduction To Hydrate Inhibition and DehydrationDocumento95 pagineChE 206.01 Introduction To Hydrate Inhibition and DehydrationMo'tasem SerdanehNessuna valutazione finora
- A Torque, Tension and Stress Corrosion Evaluation of High Strength A286 Bolts PDFDocumento28 pagineA Torque, Tension and Stress Corrosion Evaluation of High Strength A286 Bolts PDFBrad PhillipsNessuna valutazione finora
- GP161901 ComDocumento29 pagineGP161901 Comsalic2013100% (1)
- Age 10802Documento162 pagineAge 10802vinoratheeshNessuna valutazione finora
- Engineering Encyclopedia: Electric MotorsDocumento53 pagineEngineering Encyclopedia: Electric MotorsLogeswaran AppaduraiNessuna valutazione finora
- Engineering Encyclopedia: Typical Boiler Problems, Causes and SolutionsDocumento14 pagineEngineering Encyclopedia: Typical Boiler Problems, Causes and SolutionsAriyandi Yuda Prahara100% (1)
- Instrumentation Symbol StandardDocumento5 pagineInstrumentation Symbol Standardseeker4earthNessuna valutazione finora
- Materials of Construction For Heat ExchangersDocumento34 pagineMaterials of Construction For Heat ExchangersReshmi Vinu100% (2)
- Welding Specification for Plant Piping SystemsDocumento78 pagineWelding Specification for Plant Piping Systemsmasoud132Nessuna valutazione finora
- Engineering Encyclopedia: Saudi Aramco Corrosion Basics - A RefresherDocumento18 pagineEngineering Encyclopedia: Saudi Aramco Corrosion Basics - A Refreshersibi_s_rajNessuna valutazione finora
- 45 Samss 009Documento6 pagine45 Samss 009naruto256Nessuna valutazione finora
- Saudi Aramco Network Plans GuideDocumento21 pagineSaudi Aramco Network Plans GuideJarrett MathewsNessuna valutazione finora
- Che10108 PDFDocumento68 pagineChe10108 PDFChristian Del Barco100% (1)
- Evaluating Materials for Compressor ComponentsDocumento133 pagineEvaluating Materials for Compressor ComponentsTasawwur TahirNessuna valutazione finora
- IAEABuriedPiping NESeriesWebDocumento389 pagineIAEABuriedPiping NESeriesWebAnonymous 1hOgJqwZuz100% (1)
- Engineering Encyclopedia: Severe Service Control Valve Specification IssuesDocumento19 pagineEngineering Encyclopedia: Severe Service Control Valve Specification Issuescvg ertdNessuna valutazione finora
- Saes L 101Documento13 pagineSaes L 101samsurendran_mech4020Nessuna valutazione finora
- Engineering Encyclopedia: Saudi Aramco Desktop StandardsDocumento29 pagineEngineering Encyclopedia: Saudi Aramco Desktop StandardsAnonymous S9qBDVkyNessuna valutazione finora
- 11 Refractory Weld Studs Sunbelt Stud Welding CatalogDocumento14 pagine11 Refractory Weld Studs Sunbelt Stud Welding CatalogKotenguNessuna valutazione finora
- Investigation Reportsuncor Altares PDFDocumento12 pagineInvestigation Reportsuncor Altares PDFR GunalanNessuna valutazione finora
- Basic Pressure Vessel ConceptsDocumento18 pagineBasic Pressure Vessel ConceptsjishnunelliparambilNessuna valutazione finora
- To Rerate or Not To RerateDocumento6 pagineTo Rerate or Not To ReratekblaxtonNessuna valutazione finora
- Tues 12.10 Keynote C CutlerDocumento41 pagineTues 12.10 Keynote C CutlerquinteroudinaNessuna valutazione finora
- Pipewall Thickness Calculation Guide for Saudi Aramco EngineersDocumento30 paginePipewall Thickness Calculation Guide for Saudi Aramco EngineersTiu TonNessuna valutazione finora
- Engineering Encyclopedia: Determining Acceptability of Materials For Storage TanksDocumento27 pagineEngineering Encyclopedia: Determining Acceptability of Materials For Storage TanksAfzaalUmairNessuna valutazione finora
- Engineering Encyclopedia: Pumps and CompressorsDocumento191 pagineEngineering Encyclopedia: Pumps and CompressorsReda100% (1)
- Saudi Aramco Positive Displacement Pumps GuideDocumento23 pagineSaudi Aramco Positive Displacement Pumps GuideLogeswaran AppaduraiNessuna valutazione finora
- Engineering Encyclopedia: Miscellaneous Mechanical ComponentsDocumento36 pagineEngineering Encyclopedia: Miscellaneous Mechanical ComponentsLogeswaran AppaduraiNessuna valutazione finora
- Specifying Design Requirements For Heat Exchangers PDFDocumento92 pagineSpecifying Design Requirements For Heat Exchangers PDFTehman AlamNessuna valutazione finora
- Engineering Encyclopedia: Centrifugal CompressorsDocumento47 pagineEngineering Encyclopedia: Centrifugal CompressorsLogeswaran AppaduraiNessuna valutazione finora
- 15 Saip 50Documento5 pagine15 Saip 50malika_00Nessuna valutazione finora
- 32 Samss 034Documento16 pagine32 Samss 034naruto256Nessuna valutazione finora
- 34 Samss 119Documento15 pagine34 Samss 119naruto256Nessuna valutazione finora
- Materials of Construction For Pressure VesselsDocumento59 pagineMaterials of Construction For Pressure VesselsVimin Prakash90% (10)
- Collar Bolts in Shell and Tube Heat ExchangersDocumento3 pagineCollar Bolts in Shell and Tube Heat ExchangersBaher ElsheikhNessuna valutazione finora
- Inspection Procedure for Determining Retirement Thickness of PipingDocumento6 pagineInspection Procedure for Determining Retirement Thickness of Pipingmalika_00Nessuna valutazione finora
- 32 Samss 008Documento27 pagine32 Samss 008Eagle SpiritNessuna valutazione finora
- Engr Encyclopedia AramcoHeatExchangers PDFDocumento51 pagineEngr Encyclopedia AramcoHeatExchangers PDFhelden50229881100% (4)
- Basic Heat Exchanger Concepts PDFDocumento52 pagineBasic Heat Exchanger Concepts PDFTehman AlamNessuna valutazione finora
- Shell and Tube Heat Exchanger ConceptsDocumento22 pagineShell and Tube Heat Exchanger Conceptsdineshnandhu007Nessuna valutazione finora
- Matching Power To Pump RequirementsDocumento6 pagineMatching Power To Pump RequirementsSabariMechyNessuna valutazione finora
- Engineering Encyclopedia: Mass and Energy Balance Preparation and UseDocumento33 pagineEngineering Encyclopedia: Mass and Energy Balance Preparation and UseLogeswaran AppaduraiNessuna valutazione finora
- Floating Head Heat Exchanger Maintenance GuideDocumento15 pagineFloating Head Heat Exchanger Maintenance GuideASWIN.MTNessuna valutazione finora
- Samco Saj Saudia AramcoDocumento62 pagineSamco Saj Saudia AramcoFaouzi TlemcenNessuna valutazione finora
- Vessels Operating in Low Temperature Environments: Guide ForDocumento248 pagineVessels Operating in Low Temperature Environments: Guide ForramkumarNessuna valutazione finora
- COE 107.01 Cathodic Protection PrinciplesDocumento56 pagineCOE 107.01 Cathodic Protection PrinciplesMo'tasem Serdaneh100% (1)
- ABS Vessels Operating in Very Low Temperatures GuideDocumento246 pagineABS Vessels Operating in Very Low Temperatures GuideCharalampos ChatzivasileiouNessuna valutazione finora
- BELZONA 1111 Product Specification SheetDocumento2 pagineBELZONA 1111 Product Specification Sheetsibi_s_rajNessuna valutazione finora
- DC32 1Documento8 pagineDC32 1sibi_s_rajNessuna valutazione finora
- Steam Drum CalulationDocumento85 pagineSteam Drum Calulationsibi_s_rajNessuna valutazione finora
- Ig A4 GTS80Documento2 pagineIg A4 GTS80sibi_s_rajNessuna valutazione finora
- ASME Joint EfficiencyDocumento49 pagineASME Joint Efficiencygateauxboy95% (39)
- Protective Coating for Steel StructuresDocumento2 pagineProtective Coating for Steel StructuresJj OredinaNessuna valutazione finora
- Forest Act 1927Documento37 pagineForest Act 1927sibi_s_rajNessuna valutazione finora
- Clock Spring ApplicationDocumento7 pagineClock Spring Applicationsibi_s_rajNessuna valutazione finora
- ESAB Consumable PDFDocumento165 pagineESAB Consumable PDFbond8031Nessuna valutazione finora
- PDS Jotun Hardtop XP AluDocumento6 paginePDS Jotun Hardtop XP Alusibi_s_rajNessuna valutazione finora
- Devcon Plastic Steel Putty (A) - TDSDocumento3 pagineDevcon Plastic Steel Putty (A) - TDSsibi_s_raj100% (2)
- Pds Sigmadcover 410Documento4 paginePds Sigmadcover 410sibi_s_rajNessuna valutazione finora
- Intergard 475 HS Product Datasheet PDFDocumento4 pagineIntergard 475 HS Product Datasheet PDFMichael GonzalezNessuna valutazione finora
- Protective Coating for Steel StructuresDocumento2 pagineProtective Coating for Steel StructuresJj OredinaNessuna valutazione finora
- Pds Hempadur Mastic 45880Documento3 paginePds Hempadur Mastic 45880sibi_s_rajNessuna valutazione finora
- Hempadur Pro Zinc 17380 Zinc-Rich Epoxy Primer Product Data SheetDocumento2 pagineHempadur Pro Zinc 17380 Zinc-Rich Epoxy Primer Product Data Sheetprabha221Nessuna valutazione finora
- PDS Carboguard 703Documento2 paginePDS Carboguard 703sibi_s_raj80% (5)
- Agathiyar 2000 Part-2Documento47 pagineAgathiyar 2000 Part-2Jagan Satya100% (1)
- Cameron Fully Welded Ball Valves BrochureDocumento36 pagineCameron Fully Welded Ball Valves BrochureBalderas Rosas WilibaldoNessuna valutazione finora
- Type of Pipe FittingsDocumento3 pagineType of Pipe Fittingssibi_s_rajNessuna valutazione finora
- Types of ValveDocumento9 pagineTypes of Valvesibi_s_rajNessuna valutazione finora
- Alloy-25-6MO-e USA 01.13.Documento5 pagineAlloy-25-6MO-e USA 01.13.sibi_s_rajNessuna valutazione finora
- VarmakalaiDocumento16 pagineVarmakalaikowsilaxNessuna valutazione finora
- AG 3140 Hardtop+XP Euk GBDocumento7 pagineAG 3140 Hardtop+XP Euk GBsibi_s_rajNessuna valutazione finora
- Agathiyar 2000 Part 3Documento318 pagineAgathiyar 2000 Part 3Suresh Chintu100% (1)
- Agathiyar 2000 Part-1Documento164 pagineAgathiyar 2000 Part-1Suresh ChintuNessuna valutazione finora
- Agathiyar Poorana SoothiramDocumento34 pagineAgathiyar Poorana SoothiramVmani Ayyar86% (7)
- Welding ParametersDocumento87 pagineWelding ParametersDhanish Kumar100% (3)
- Engineering Encyclopedia: Saudi Aramco Corrosion Basics - A RefresherDocumento18 pagineEngineering Encyclopedia: Saudi Aramco Corrosion Basics - A Refreshersibi_s_rajNessuna valutazione finora
- New Synthetic Routes Towards MOF ProductionDocumento28 pagineNew Synthetic Routes Towards MOF ProductionMuhammad SajjadNessuna valutazione finora
- Structure of Atom Class 11Documento74 pagineStructure of Atom Class 11Komal VermaNessuna valutazione finora
- Ijcsi 2017 v6 n4 p4 pp428 448Documento21 pagineIjcsi 2017 v6 n4 p4 pp428 448khalidNessuna valutazione finora
- Cathodic Protection Explained - CathwellDocumento4 pagineCathodic Protection Explained - Cathwellreninbabaski100% (1)
- Ncert Important Chemistry Points-1 For Jee-Main 2023Documento99 pagineNcert Important Chemistry Points-1 For Jee-Main 2023PrinceNessuna valutazione finora
- Cooling Water Problems and Solutions GuideDocumento56 pagineCooling Water Problems and Solutions GuideEscobar ValderramaNessuna valutazione finora
- 7th Lect Charge Transport - 110032Documento19 pagine7th Lect Charge Transport - 110032Muhammad TayyabNessuna valutazione finora
- Impressed Current Cathodic Protection (ICCP)Documento3 pagineImpressed Current Cathodic Protection (ICCP)JOSEPH IGBIKIKUNOMAYANAANessuna valutazione finora
- Oxymax H COS21D: Technical InformationDocumento12 pagineOxymax H COS21D: Technical InformationRabah AmidiNessuna valutazione finora
- Electrochemistry and Oxidation and ReductionDocumento32 pagineElectrochemistry and Oxidation and ReductionHajar Norasyikin Abu BakarNessuna valutazione finora
- Redox Reaction Class 11th Chemistry NotesDocumento23 pagineRedox Reaction Class 11th Chemistry NotesDivya Shivkumar100% (2)
- Essentials of Equipment Design For Electromagnetic Compatibility (EMC) Compliance - 2010Documento155 pagineEssentials of Equipment Design For Electromagnetic Compatibility (EMC) Compliance - 2010Elya B. JoffeNessuna valutazione finora
- 09 - Chapter 1 PDFDocumento59 pagine09 - Chapter 1 PDFchantayya bNessuna valutazione finora
- Dewatering Techniques ExplainedDocumento20 pagineDewatering Techniques Explainedsrinij maharjan100% (1)
- Generalised OCV-SOC Model PDFDocumento16 pagineGeneralised OCV-SOC Model PDFVigneshNessuna valutazione finora
- Electrochemical DeburringDocumento3 pagineElectrochemical DeburringAnonymous dL8dsCncNessuna valutazione finora
- Electrochemistry Textbook ChapterDocumento11 pagineElectrochemistry Textbook ChapterSam FisherNessuna valutazione finora
- C. L. Lewis, W. L. Ott, N. M. Sine, R. Belcher and L. Gordon (Auth.) - The Analysis of Nickel-Elsevier (1966)Documento219 pagineC. L. Lewis, W. L. Ott, N. M. Sine, R. Belcher and L. Gordon (Auth.) - The Analysis of Nickel-Elsevier (1966)Mudavath Babu RamNessuna valutazione finora
- Minor Project: Topic - Smart Street Light Sensor Using LDRDocumento21 pagineMinor Project: Topic - Smart Street Light Sensor Using LDRHimanshu kumarNessuna valutazione finora
- AS Electrode PotentialsDocumento31 pagineAS Electrode PotentialsRicky LawNessuna valutazione finora
- Experimental Determination of Internal Battery ResistanceDocumento31 pagineExperimental Determination of Internal Battery ResistanceAakash Narayan100% (2)
- Corrosion FundamentalsDocumento44 pagineCorrosion FundamentalsSamarth AakteNessuna valutazione finora
- Transport NumberDocumento15 pagineTransport NumbercitraNessuna valutazione finora
- Life Cycle Assessment - Report and InfographicDocumento7 pagineLife Cycle Assessment - Report and Infographicapi-386489567Nessuna valutazione finora
- Electrolyte identification (40Documento45 pagineElectrolyte identification (40Mimie Yasmin KamalNessuna valutazione finora
- Electroplating: M6 Section-6 Group-ADocumento25 pagineElectroplating: M6 Section-6 Group-AMunib KhanNessuna valutazione finora
- A New Perception of Activated Flux Tungsten Inert Gas (A-TIG) Welding Techniques For Various MaterialsDocumento14 pagineA New Perception of Activated Flux Tungsten Inert Gas (A-TIG) Welding Techniques For Various MaterialsTibor KeményNessuna valutazione finora
- Tribhuvan University Institute of Engineering: Thapathali CampusDocumento10 pagineTribhuvan University Institute of Engineering: Thapathali CampusJeevan khatryNessuna valutazione finora
- Cathodic Protection Works Forms Which Will Be Attached To The ITPDocumento7 pagineCathodic Protection Works Forms Which Will Be Attached To The ITPUtku Can Kılıç100% (1)
- MG - Basic Calculation Cathodic Rev 01Documento7 pagineMG - Basic Calculation Cathodic Rev 01Bajak HatiNessuna valutazione finora