Potrebbero piacerti anche
- Taladros y Taladrado Con BrocaDocumento42 pagineTaladros y Taladrado Con BrocaraulNessuna valutazione finora
- Informe TaladradoDocumento13 pagineInforme TaladradoJean Paul Villa RealNessuna valutazione finora
- Examen Maquinas de TaladrarDocumento5 pagineExamen Maquinas de TaladrarAnyeli Carolina Ocanto GutierrezNessuna valutazione finora
- Examen Maquinas de TaladrarDocumento5 pagineExamen Maquinas de TaladrarAndrea OcantoNessuna valutazione finora
- Procesos de MecanizadoDocumento14 pagineProcesos de MecanizadoSergio TorresNessuna valutazione finora
- Maquinas HerramientasDocumento25 pagineMaquinas HerramientasJulio Anthony Misari RosalesNessuna valutazione finora
- Trabajo de Reconocimiento de LaboratorioDocumento7 pagineTrabajo de Reconocimiento de LaboratorioGeorge AyvarNessuna valutazione finora
- Soldadura de Electrodo RevestidoDocumento207 pagineSoldadura de Electrodo Revestidotito_segama100% (1)
- Practica TornoDocumento10 paginePractica Tornorey davidNessuna valutazione finora
- Segundo Laboratorio de Procesos IDocumento19 pagineSegundo Laboratorio de Procesos IJheferson FuentesNessuna valutazione finora
- Informe TecnicoDocumento40 pagineInforme TecnicoolveraNessuna valutazione finora
- Informe de Electro 2 TerminadoDocumento21 pagineInforme de Electro 2 TerminadoJohanTntSalcedoNessuna valutazione finora
- Electrotecnia: Profesional TécnicoDocumento86 pagineElectrotecnia: Profesional Técnicoluifrem 17Nessuna valutazione finora
- Practica Mecanica Industrial FlechaDocumento3 paginePractica Mecanica Industrial FlechaGeovanni SilvestreNessuna valutazione finora
- Lab. Taladro de PedestalDocumento4 pagineLab. Taladro de Pedestalalan rkldNessuna valutazione finora
- Maquinado Por ElectroerosionadoraDocumento6 pagineMaquinado Por ElectroerosionadoraJose Rogelio Navarro GarciaNessuna valutazione finora
- Informe de Soldadura PDFDocumento12 pagineInforme de Soldadura PDFJahir Obregon AguilarNessuna valutazione finora
- Silva Paul Resumen TaladradoDocumento7 pagineSilva Paul Resumen Taladradopaul edvaldo silva ayalaNessuna valutazione finora
- Asignacion 1 Grupo 1NI241 AAAM PDFDocumento12 pagineAsignacion 1 Grupo 1NI241 AAAM PDFMafe AgudeloNessuna valutazione finora
- Manual para El RectificadoDocumento55 pagineManual para El RectificadoALEJANDRO BERNAL SALAMANCA0% (1)
- Informe N°03 Equipos Monofilo y Multifilo Solo Las Partes Del Torno y Taladro...Documento19 pagineInforme N°03 Equipos Monofilo y Multifilo Solo Las Partes Del Torno y Taladro...luisNessuna valutazione finora
- Torneria El FlacoDocumento26 pagineTorneria El FlacoGustavo Jurado Alfaro50% (2)
- Dobladora de TubosDocumento5 pagineDobladora de TubosRody Quiñones CamposNessuna valutazione finora
- Informe Laboratorio 4 - Grupo 9Documento13 pagineInforme Laboratorio 4 - Grupo 9Alison Massiel Ortiz QuispeNessuna valutazione finora
- Dias - Paredes - Informe de La PalaDocumento6 pagineDias - Paredes - Informe de La PalaJefferson IpialesNessuna valutazione finora
- El Taladro CNCDocumento7 pagineEl Taladro CNCmaikolNessuna valutazione finora
- Practicas de Manufactura (Torno, Fresadora y Soldadura) 4RM1Documento25 paginePracticas de Manufactura (Torno, Fresadora y Soldadura) 4RM1brandon.gow2002Nessuna valutazione finora
- Manual para El RectificadoDocumento54 pagineManual para El RectificadoJOSE ABRAHAM CARDONA LOZOYANessuna valutazione finora
- Alzira Modulo3 UD8 ProcedimientosMecanizadoDocumento43 pagineAlzira Modulo3 UD8 ProcedimientosMecanizadofrioycalorNessuna valutazione finora
- Proceso de TaladradoDocumento12 pagineProceso de TaladradoAlejo CMNessuna valutazione finora
- Reporte de PracticaDocumento10 pagineReporte de PracticaMario MartinezNessuna valutazione finora
- Avellanado Grupo #9Documento26 pagineAvellanado Grupo #9Carlos Beltran AlvarezNessuna valutazione finora
- Taladradora Convencional y CNC-Equipo 3Documento29 pagineTaladradora Convencional y CNC-Equipo 3Daniel DimasNessuna valutazione finora
- Operaciones de TaladradoDocumento5 pagineOperaciones de TaladradoVictor Manuel Lagos RamirezNessuna valutazione finora
- Informe ManufacturaDocumento21 pagineInforme ManufacturaalexmartinezelsexyNessuna valutazione finora
- Proyecto SoldaduraDocumento23 pagineProyecto SoldaduraArriaga Ayala EmanuelNessuna valutazione finora
- Dobladora de Tubos BigotesDocumento6 pagineDobladora de Tubos BigotesRody Quiñones CamposNessuna valutazione finora
- Guía Práctica de TaladroDocumento55 pagineGuía Práctica de TaladroChu Edgar100% (1)
- Trabajo Final de Mecánica AplicadaDocumento21 pagineTrabajo Final de Mecánica AplicadaFredy Cárdenas Navarro100% (1)
- RefrentadoDocumento6 pagineRefrentadoJordy AlNessuna valutazione finora
- Taladro Proceso de FabricacionDocumento13 pagineTaladro Proceso de FabricacionKelvinBlancoNessuna valutazione finora
- Diseño de Tanque Cisterna de LecheDocumento49 pagineDiseño de Tanque Cisterna de LecheJuan JoseNessuna valutazione finora
- Curso Soldadura Electrodo RevestidoDocumento207 pagineCurso Soldadura Electrodo Revestidoviolinistae2000100% (3)
- Informe Torno CompletoDocumento54 pagineInforme Torno CompletoSteven Iñaguazo25% (4)
- Práctica 02 - Soldadura Por Arco EléctricoDocumento10 paginePráctica 02 - Soldadura Por Arco EléctricoMisael FrancoNessuna valutazione finora
- Tecnicas de AjustajeDocumento9 pagineTecnicas de AjustajeCathy RodriguezNessuna valutazione finora
- EVALUACION FINAL Samuel RodriguezDocumento7 pagineEVALUACION FINAL Samuel RodriguezSamuel RodríguezNessuna valutazione finora
- Tarea 1 Procesos de ManufacturaDocumento7 pagineTarea 1 Procesos de ManufacturaAna SantanaNessuna valutazione finora
- P3 - 6MV3 - Soldadura Por Puntos - Cruz Reyes JonathanDocumento8 pagineP3 - 6MV3 - Soldadura Por Puntos - Cruz Reyes JonathanJonathan Cruz ReyesNessuna valutazione finora
- Soldadura Arco Electrico y Electrodo Revestido IDocumento174 pagineSoldadura Arco Electrico y Electrodo Revestido Ined123100% (3)
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Da EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Nessuna valutazione finora
- Interpretación de planos en soldadura. FMEC0210Da EverandInterpretación de planos en soldadura. FMEC0210Valutazione: 4.5 su 5 stelle4.5/5 (3)
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209Da EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Valutazione: 5 su 5 stelle5/5 (1)
- Montaje de soportes y ensamblaje de tuberías. FMEC0108Da EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Valutazione: 5 su 5 stelle5/5 (1)
- Desmontaje y separación de elementos fijos. TMVL0309Da EverandDesmontaje y separación de elementos fijos. TMVL0309Nessuna valutazione finora
- Diseño de utillajes, matricería y prototipado con SolidWorksDa EverandDiseño de utillajes, matricería y prototipado con SolidWorksValutazione: 3 su 5 stelle3/5 (1)
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Da EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Nessuna valutazione finora
- Agenda Ambiental 2015 2016Documento214 pagineAgenda Ambiental 2015 2016MariMontNessuna valutazione finora
- Diplomado Agua y Saneamiento PDFDocumento147 pagineDiplomado Agua y Saneamiento PDFWalter MiguelNessuna valutazione finora
- Desarrollo SostenibleDocumento14 pagineDesarrollo SostenibleWalter MiguelNessuna valutazione finora
- Orientaciones Sobre A&s para Zonas RuralesDocumento55 pagineOrientaciones Sobre A&s para Zonas RuraleshebluzNessuna valutazione finora
- Semana 3 Educación AmbientalDocumento25 pagineSemana 3 Educación AmbientalWalter MiguelNessuna valutazione finora
- Guia de Orientación en Saneamiento Básico - Alcaldes - Rurales - 2009 - OPSDocumento135 pagineGuia de Orientación en Saneamiento Básico - Alcaldes - Rurales - 2009 - OPSDiana Zaga Capcha100% (1)
- cc10 Destilacion PDFDocumento4 paginecc10 Destilacion PDFyantimeNessuna valutazione finora
- Calculadora Virtual HP PrimeDocumento14 pagineCalculadora Virtual HP PrimeMarco Castro OrtechoNessuna valutazione finora
- Factotres AntropicosDocumento29 pagineFactotres AntropicosWalter MiguelNessuna valutazione finora
- Fundamentos de Ingenieria y Arquitectura Clase 2Documento29 pagineFundamentos de Ingenieria y Arquitectura Clase 2Walter MiguelNessuna valutazione finora
- Tesis de Costos de Obra en ColombiaDocumento176 pagineTesis de Costos de Obra en ColombiaJose David Torres MolinaNessuna valutazione finora
- NTP Sistema de UnidadesDocumento14 pagineNTP Sistema de UnidadesWalter MiguelNessuna valutazione finora
- Oferta Ambiental e Impacto AmbientalDocumento19 pagineOferta Ambiental e Impacto AmbientalWalter MiguelNessuna valutazione finora
- SILABO Geologia Ing. Civil UAPDocumento6 pagineSILABO Geologia Ing. Civil UAPKrover Wilian Lazarte Ponce100% (1)
- Manual Solidworks 2013 PDFDocumento238 pagineManual Solidworks 2013 PDFJcm DC67% (3)
- La Ciencia. EdsonDocumento9 pagineLa Ciencia. EdsonWalter MiguelNessuna valutazione finora
- Ejemplo 1Documento1 paginaEjemplo 1Walter MiguelNessuna valutazione finora
- Requisitos TituloDocumento1 paginaRequisitos TituloWalter MiguelNessuna valutazione finora
- Norma Iso A Iso en Power PointDocumento17 pagineNorma Iso A Iso en Power PointjheolsNessuna valutazione finora
- Edson DiapositivaDocumento14 pagineEdson DiapositivaWalter MiguelNessuna valutazione finora
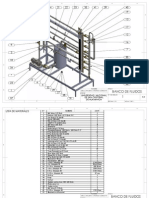
- Banco de FluidosDocumento2 pagineBanco de FluidosWalter MiguelNessuna valutazione finora
- Programa CaballosDocumento2 paginePrograma CaballosWalter MiguelNessuna valutazione finora
- Manual Solidworks 2013 PDFDocumento238 pagineManual Solidworks 2013 PDFJcm DC67% (3)
- La Ciencia. EdsonDocumento9 pagineLa Ciencia. EdsonWalter MiguelNessuna valutazione finora
- 2011 Victor AnyosaDocumento37 pagine2011 Victor AnyosaFranz Huanay MartínezNessuna valutazione finora
- Celeridad de Onda de PresionDocumento19 pagineCeleridad de Onda de Presiondifalcao185Nessuna valutazione finora
- Diagrama de Pareto PDFDocumento20 pagineDiagrama de Pareto PDFMau BlancoNessuna valutazione finora
- SeleccionModelosTermodinamicos UniSimDocumento14 pagineSeleccionModelosTermodinamicos UniSimrosanalauraNessuna valutazione finora
- 3simulacion de ProcesosDocumento61 pagine3simulacion de ProcesosWalter MiguelNessuna valutazione finora
- CARACTERIZACION DE LAS BRIGADASsomos VenezuelaDocumento193 pagineCARACTERIZACION DE LAS BRIGADASsomos VenezuelaNANCI LOPEZNessuna valutazione finora
- Carta Responsiva, Afiliación y Compromiso ADEMEBA ChiapasDocumento6 pagineCarta Responsiva, Afiliación y Compromiso ADEMEBA ChiapasDariana CoutiñoNessuna valutazione finora
- Guia de Analisis SensorialDocumento6 pagineGuia de Analisis SensorialJohana Acosta CuroNessuna valutazione finora
- Libroeneagrama PDFDocumento144 pagineLibroeneagrama PDFPatricio LópezNessuna valutazione finora
- Artrópodos (Generalidades y Arácnidos)Documento17 pagineArtrópodos (Generalidades y Arácnidos)Guillermo PadillaNessuna valutazione finora
- Licitaciones Julio - Octubre 2014Documento138 pagineLicitaciones Julio - Octubre 2014Gabriel RMNessuna valutazione finora
- Resumen PsicopatologiaDocumento11 pagineResumen PsicopatologiaVent OnlnNessuna valutazione finora
- Introducción A La BioéticaDocumento238 pagineIntroducción A La BioéticaDarío Moreira100% (2)
- Cuáles Son Las Potencialidades de La Sexualidad HumanaDocumento9 pagineCuáles Son Las Potencialidades de La Sexualidad Humanagps72100% (1)
- Lubricantes AlimenticiosDocumento3 pagineLubricantes AlimenticioskarlaNessuna valutazione finora
- Programa Resp Civil Ii - Practica Iii.Documento2 paginePrograma Resp Civil Ii - Practica Iii.rosalia rojasNessuna valutazione finora
- Bovino de Carne Modulo 1Documento4 pagineBovino de Carne Modulo 1rumbaice7Nessuna valutazione finora
- Estudios Hebreos. BreslevDocumento35 pagineEstudios Hebreos. BreslevEsperanza CarrasquelNessuna valutazione finora
- Técnica HistológicaDocumento15 pagineTécnica HistológicaLisana CandiaNessuna valutazione finora
- Esperanza IIIDocumento24 pagineEsperanza IIIedwinguitars6021Nessuna valutazione finora
- Humus Liquido PDFDocumento50 pagineHumus Liquido PDFFlavioTeixeiraNessuna valutazione finora
- Organigrama Contabilidad de CostosDocumento3 pagineOrganigrama Contabilidad de CostosNicole Angomas100% (2)
- Las 8 Regiones Naturales Del Peru AriadnaDocumento2 pagineLas 8 Regiones Naturales Del Peru AriadnaGalan GraficaNessuna valutazione finora
- Estudio de Riesgos AyacuchoDocumento184 pagineEstudio de Riesgos AyacuchoJose Carlos Risco MendozaNessuna valutazione finora
- Bocyl S 23062021Documento6 pagineBocyl S 23062021evaNessuna valutazione finora
- La Memoria Está en Los BesosDocumento64 pagineLa Memoria Está en Los BesosMaria PitaNessuna valutazione finora
- Manual CaminadoraDocumento46 pagineManual CaminadoraMarbin ClaureNessuna valutazione finora
- Brown Creative Travel Adventure Trifold BrochureDocumento2 pagineBrown Creative Travel Adventure Trifold BrochureAid KavNessuna valutazione finora
- Remuneraciones de Empleados y Servidores Públicos - Marzo 2020Documento14 pagineRemuneraciones de Empleados y Servidores Públicos - Marzo 2020fra80602Nessuna valutazione finora
- PGC Q Sistemas Dispersos Equilibrio Químico Rev 20101 PDFDocumento5 paginePGC Q Sistemas Dispersos Equilibrio Químico Rev 20101 PDFJose FloresNessuna valutazione finora
- ÁTOMOS Y MOLÉCULAS Unidad 2 Clase 1Documento28 pagineÁTOMOS Y MOLÉCULAS Unidad 2 Clase 1Master CursosNessuna valutazione finora
- RP Cta5 k14 FichaDocumento20 pagineRP Cta5 k14 Ficharosa luz100% (1)
- Qué Son Los MacronutrientesDocumento2 pagineQué Son Los MacronutrientesEduardo PazNessuna valutazione finora
- Mapa Conceptual Aparato CardiocirculatorioDocumento1 paginaMapa Conceptual Aparato CardiocirculatorioraquelNessuna valutazione finora
- Clasificacion ArancelariaDocumento6 pagineClasificacion Arancelariastudentlife.fNessuna valutazione finora