Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Design GuideDocumento3 pagineDesign GuidegvmindiaNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Plastics Engineering - 2012 8 Semester Suggested Course Plan - 132 CreditsDocumento1 paginaPlastics Engineering - 2012 8 Semester Suggested Course Plan - 132 CreditsgvmindiaNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
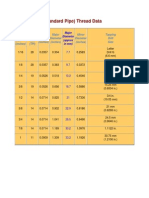
- BSP Pipe ThreadDocumento1 paginaBSP Pipe ThreadgvmindiaNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- MMT Bohler M303extra Feature ArticleDocumento4 pagineMMT Bohler M303extra Feature ArticlegvmindiaNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- 2010 Masterformat Sample JobCost Codes + NotesDocumento11 pagine2010 Masterformat Sample JobCost Codes + NotesYay B. GicoNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- EVACHMACriteriaFinal For2012Documento10 pagineEVACHMACriteriaFinal For2012Assane LeyeNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
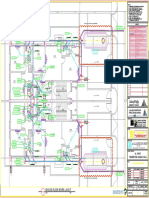
- Al Jafer GROUND FLOOR DRAINAGE SYSTEM (AS&US)Documento1 paginaAl Jafer GROUND FLOOR DRAINAGE SYSTEM (AS&US)atefNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Bladder Accumulators Standard Model: 1. DescriptionDocumento8 pagineBladder Accumulators Standard Model: 1. DescriptionbarryNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Rigid Pavement DesignDocumento8 pagineRigid Pavement Designisaacjoe77Nessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Steam Drum, Water Wall & Evaporator - VWHA054Documento36 pagineSteam Drum, Water Wall & Evaporator - VWHA054Mani SunNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Online Metals IndiaDocumento2 pagineOnline Metals IndiaRISHABH MEHTANessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Thanamalvila Hospital Layout1Documento1 paginaThanamalvila Hospital Layout1buildings departmentNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Injection MouldinDocumento32 pagineInjection MouldinKarthick KarthickNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Welding Procedure Specification ExampleDocumento2 pagineWelding Procedure Specification ExampleShajahan ShagulNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- DurocktornillosDocumento2 pagineDurocktornillosRicardo HdxNessuna valutazione finora
- Catalogo Spir StarDocumento20 pagineCatalogo Spir StarJors SanzNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Saudi Aramco Piping QC Inspector Sample Interview QuestionsDocumento6 pagineSaudi Aramco Piping QC Inspector Sample Interview QuestionsRichard Periyanayagam100% (3)
- X MGR Data Sheet Technical Information ASSET DOC 2597885Documento5 pagineX MGR Data Sheet Technical Information ASSET DOC 2597885Amirul AfiqNessuna valutazione finora
- NZTA P11E N Draft v4 30 Sep 21Documento6 pagineNZTA P11E N Draft v4 30 Sep 21Ramy HusseinNessuna valutazione finora
- BHEL (Bharat Heavy Electricals Limited) Haridwar Block 2 Heavy FabricationDocumento27 pagineBHEL (Bharat Heavy Electricals Limited) Haridwar Block 2 Heavy FabricationUdit Soni100% (1)
- Piping Classes - Rev07Documento39 paginePiping Classes - Rev07Sali NdjiddaNessuna valutazione finora
- Slab Cul 3.10 Bhudha - KriDocumento18 pagineSlab Cul 3.10 Bhudha - Kriveevimal100% (1)
- BS648-Schedule of Weights of Building MaterialsDocumento50 pagineBS648-Schedule of Weights of Building Materialslamine RidenNessuna valutazione finora
- Site Mate Complete Brochure 2019 PDFDocumento286 pagineSite Mate Complete Brochure 2019 PDFAnonymous WFlvDUNu5ONessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Document Transmittal: Job No.: Project: Client: Documentation List No.: Sheet NameDocumento57 pagineDocument Transmittal: Job No.: Project: Client: Documentation List No.: Sheet NameLampard ChenNessuna valutazione finora
- Ul 2447Documento38 pagineUl 2447Diego BorgesNessuna valutazione finora
- DEVIHALLIDocumento2 pagineDEVIHALLInelamangalaNessuna valutazione finora
- Lecture-6 Types of Electrical Wiring SystemDocumento32 pagineLecture-6 Types of Electrical Wiring Systemaditya0% (1)
- (VESBO) Catalog en 100317Documento55 pagine(VESBO) Catalog en 100317AnhNguyen100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Chapter 5Documento8 pagineChapter 5Alexces TolentinoNessuna valutazione finora
- Knauf Gypsum Board FireShield Technical DataDocumento2 pagineKnauf Gypsum Board FireShield Technical Dataricky permanaNessuna valutazione finora
- QUS 202 - Principles of Engineering MeasurementDocumento86 pagineQUS 202 - Principles of Engineering MeasurementGoddey OnofuaNessuna valutazione finora
- SSPC SP Cab 1Documento5 pagineSSPC SP Cab 1mithileshNessuna valutazione finora
- Designer PVC LaminatesDocumento98 pagineDesigner PVC LaminatesDeepu VijayanNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)