Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Crochet World October 2011Documento68 pagineCrochet World October 2011Lydia Lakatos100% (15)
- NURS 366 Exam 1 Study Guide and RubricDocumento7 pagineNURS 366 Exam 1 Study Guide and RubriccmpNessuna valutazione finora
- AN6001-G16 Optical Line Terminal Equipment Product Overview Version ADocumento74 pagineAN6001-G16 Optical Line Terminal Equipment Product Overview Version AAdriano CostaNessuna valutazione finora
- THM07 Module 2 The Tourist Market and SegmentationDocumento14 pagineTHM07 Module 2 The Tourist Market and Segmentationjennifer mirandaNessuna valutazione finora
- NIC Components NCSP SeriesDocumento2 pagineNIC Components NCSP SeriesNICCompNessuna valutazione finora
- NIC Component Series NTIDocumento4 pagineNIC Component Series NTINICCompNessuna valutazione finora
- NIC Component Series NPIS - LSDocumento11 pagineNIC Component Series NPIS - LSNICCompNessuna valutazione finora
- Surface Mount Aluminum Electrolytic Capacitors: NACE SeriesDocumento5 pagineSurface Mount Aluminum Electrolytic Capacitors: NACE SeriesNICCompNessuna valutazione finora
- Surface Mount Aluminum Electrolytic Capacitors: NACE SeriesDocumento5 pagineSurface Mount Aluminum Electrolytic Capacitors: NACE SeriesNICCompNessuna valutazione finora
- NIC Component Series NTC-R NTP-RDocumento3 pagineNIC Component Series NTC-R NTP-RNICCompNessuna valutazione finora
- NIC Component Series NACKADocumento4 pagineNIC Component Series NACKANICCompNessuna valutazione finora
- Web Exclusive: An Introduction To Low ESRDocumento3 pagineWeb Exclusive: An Introduction To Low ESRNICCompNessuna valutazione finora
- NIC Components Corp.Documento4 pagineNIC Components Corp.NICCompNessuna valutazione finora
- NIC Press Release NSPE x0210Documento2 pagineNIC Press Release NSPE x0210NICCompNessuna valutazione finora
- HTTP:WWW - Niccomp.com Technical Inquiries: TPMG@Documento2 pagineHTTP:WWW - Niccomp.com Technical Inquiries: TPMG@NICCompNessuna valutazione finora
- NIC Components NCB-H SeriesDocumento3 pagineNIC Components NCB-H SeriesNICCompNessuna valutazione finora
- Technical Support: TPMG@Documento1 paginaTechnical Support: TPMG@NICCompNessuna valutazione finora
- NIC Components NACH SeriesDocumento3 pagineNIC Components NACH SeriesNICCompNessuna valutazione finora
- NIC Components NSPE-Y SeriesDocumento2 pagineNIC Components NSPE-Y SeriesNICCompNessuna valutazione finora
- NIC Components NSPE-T SeriesDocumento3 pagineNIC Components NSPE-T SeriesNICComp100% (2)
- NIC Components NRE-HS SeriesDocumento6 pagineNIC Components NRE-HS SeriesNICCompNessuna valutazione finora
- NIC Components NACH SeriesDocumento3 pagineNIC Components NACH SeriesNICCompNessuna valutazione finora
- NIC Components NRSNE SeriesDocumento2 pagineNIC Components NRSNE SeriesNICCompNessuna valutazione finora
- NIC Components Current Sensing Resistor GuideDocumento1 paginaNIC Components Current Sensing Resistor GuideNICCompNessuna valutazione finora
- NIC Components NRE-WY SeriesDocumento7 pagineNIC Components NRE-WY SeriesNICCompNessuna valutazione finora
- NIC Components NSPE-U SeriesDocumento2 pagineNIC Components NSPE-U SeriesNICComp100% (2)
- NIC Components NACEN SeriesDocumento3 pagineNIC Components NACEN SeriesNICCompNessuna valutazione finora
- NIC Components NSPE-H SeriesDocumento3 pagineNIC Components NSPE-H SeriesNICCompNessuna valutazione finora
- NIC Components NMC-Q SeriesDocumento7 pagineNIC Components NMC-Q SeriesNICCompNessuna valutazione finora
- NIC Components NSPE-S SeriesDocumento3 pagineNIC Components NSPE-S SeriesNICCompNessuna valutazione finora
- NIC Components NPIM - C SeriesDocumento6 pagineNIC Components NPIM - C SeriesNICCompNessuna valutazione finora
- Guide To Hand SolderingDocumento1 paginaGuide To Hand SolderingNICComp100% (1)
- NIC Components NMC-H X2/Y3 SeriesDocumento2 pagineNIC Components NMC-H X2/Y3 SeriesNICCompNessuna valutazione finora
- Literature StudyDocumento20 pagineLiterature StudyAnn NambiaparambilNessuna valutazione finora
- ARCHESDocumento10 pagineARCHESCaroline MugureNessuna valutazione finora
- Degree Program Cheongju UniversityDocumento10 pagineDegree Program Cheongju University심AvanNessuna valutazione finora
- Mudbound: Virgil Williams and Dee ReesDocumento125 pagineMudbound: Virgil Williams and Dee Reesmohan kumarNessuna valutazione finora
- Ebook Essential Surgery Problems Diagnosis and Management 6E Feb 19 2020 - 0702076317 - Elsevier PDF Full Chapter PDFDocumento68 pagineEbook Essential Surgery Problems Diagnosis and Management 6E Feb 19 2020 - 0702076317 - Elsevier PDF Full Chapter PDFmargarita.britt326100% (22)
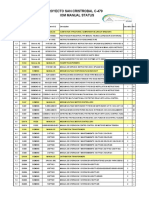
- Proyecto San Cristrobal C-479 Iom Manual StatusDocumento18 pagineProyecto San Cristrobal C-479 Iom Manual StatusAllen Marcelo Ballesteros LópezNessuna valutazione finora
- Apartheid in South AfricaDocumento24 pagineApartheid in South Africaapi-300093410100% (1)
- Text Mohamed AliDocumento2 pagineText Mohamed AliARYAJAI SINGHNessuna valutazione finora
- Albert Einstein's Riddle - With Solution Explained: October 19, 2009 - AuthorDocumento6 pagineAlbert Einstein's Riddle - With Solution Explained: October 19, 2009 - Authorgt295038Nessuna valutazione finora
- Life Without A Centre by Jeff FosterDocumento160 pagineLife Without A Centre by Jeff Fosterdwhiteutopia100% (5)
- Feasibility Study For A Sustainability Based Clothing Start-UpDocumento49 pagineFeasibility Study For A Sustainability Based Clothing Start-UpUtso DasNessuna valutazione finora
- ISO 9001 QuizDocumento4 pagineISO 9001 QuizGVS Rao0% (1)
- Back WagesDocumento24 pagineBack WagesfaisalfarizNessuna valutazione finora
- Historical Background of Land Ownership in The PhilippinesDocumento2 pagineHistorical Background of Land Ownership in The Philippinesjohn100% (1)
- Posterior Cranial Fossa Anesthetic ManagementDocumento48 paginePosterior Cranial Fossa Anesthetic ManagementDivya Rekha KolliNessuna valutazione finora
- Checklist of Requirements of Special Land Use PermitDocumento1 paginaChecklist of Requirements of Special Land Use PermitAnghelita ManaloNessuna valutazione finora
- 173544avaya Aura AES 7-0 JTAPI Programmers GuideDocumento88 pagine173544avaya Aura AES 7-0 JTAPI Programmers GuideAhmed SakrNessuna valutazione finora
- Manuel Vs AlfecheDocumento2 pagineManuel Vs AlfecheGrace0% (1)
- Aar604 Lecture 3Documento55 pagineAar604 Lecture 3Azizul100% (1)
- A Win-Win Water Management Approach in The PhilippinesDocumento29 pagineA Win-Win Water Management Approach in The PhilippinesgbalizaNessuna valutazione finora
- Chapter 3 - StudentDocumento38 pagineChapter 3 - StudentANIS NATASHA BT ABDULNessuna valutazione finora
- WWW - Nswkendo IaidoDocumento1 paginaWWW - Nswkendo IaidoAshley AndersonNessuna valutazione finora
- United States Court of Appeals Fifth CircuitDocumento4 pagineUnited States Court of Appeals Fifth CircuitScribd Government DocsNessuna valutazione finora
- Due Date: 29-12-2021: Fall 2021 MTH104: Sets and Logic Assignment No. 1 (Lectures # 16 To 18) Total Marks: 10Documento3 pagineDue Date: 29-12-2021: Fall 2021 MTH104: Sets and Logic Assignment No. 1 (Lectures # 16 To 18) Total Marks: 10manzoor ahmadNessuna valutazione finora
- Chronology of Events:: Account: North Davao Mining Corp (NDMC)Documento2 pagineChronology of Events:: Account: North Davao Mining Corp (NDMC)John Robert BautistaNessuna valutazione finora
- 47 Vocabulary Worksheets, Answers at End - Higher GradesDocumento51 pagine47 Vocabulary Worksheets, Answers at End - Higher GradesAya Osman 7KNessuna valutazione finora