Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Exodontia Practice PDFDocumento148 pagineExodontia Practice PDFDdot Dashene100% (1)
- Ball Screw TutorialDocumento73 pagineBall Screw TutorialIvan Aryo ZaoldyeckNessuna valutazione finora
- ShopNotes Issue 37 PDFDocumento32 pagineShopNotes Issue 37 PDFbenigno100% (1)
- TLE Project ProposalDocumento11 pagineTLE Project ProposalAlvin Charles Lopez95% (21)
- Exercises CatiaDocumento120 pagineExercises CatiaSpr FANessuna valutazione finora
- Machining HandbookDocumento10 pagineMachining HandbookSpr FANessuna valutazione finora
- Thermodynamics of CombustionDocumento8 pagineThermodynamics of CombustionSpr FANessuna valutazione finora
- Machining HandbookС 8Documento8 pagineMachining HandbookС 8Spr FANessuna valutazione finora
- Chemical Equilibrium and DissociationDocumento14 pagineChemical Equilibrium and DissociationSpr FANessuna valutazione finora
- Machining HandbookС 5Documento15 pagineMachining HandbookС 5Spr FANessuna valutazione finora
- Machining HandbookС 7Documento6 pagineMachining HandbookС 7Spr FANessuna valutazione finora
- Chemical Kinetics of NODocumento10 pagineChemical Kinetics of NOSpr FANessuna valutazione finora
- Combustion and FlamesDocumento13 pagineCombustion and FlamesSpr FANessuna valutazione finora
- DifisionflamesDocumento10 pagineDifisionflamesSpr FANessuna valutazione finora
- Chemical KineticsDocumento16 pagineChemical KineticsSpr FANessuna valutazione finora
- Thermodynamics of CombustionDocumento12 pagineThermodynamics of CombustionSpr FANessuna valutazione finora
- Chemical Equilibrium and DissociationDocumento8 pagineChemical Equilibrium and DissociationSpr FANessuna valutazione finora
- Effect of Dissociation On Combustion Pa Ra MetersDocumento21 pagineEffect of Dissociation On Combustion Pa Ra MetersSpr FANessuna valutazione finora
- General Thermodynamic Relationships: Single Component Systems, or Systems of Constant Com PositionDocumento14 pagineGeneral Thermodynamic Relationships: Single Component Systems, or Systems of Constant Com PositionSpr FANessuna valutazione finora
- Efficiency of Heat Engines at Maximum PowerDocumento11 pagineEfficiency of Heat Engines at Maximum PowerSpr FANessuna valutazione finora
- Equations of StateDocumento12 pagineEquations of StateSpr FANessuna valutazione finora
- Chemistry of CombustionDocumento15 pagineChemistry of CombustionSpr FANessuna valutazione finora
- Thermodynamics of CombustionDocumento17 pagineThermodynamics of CombustionSpr FANessuna valutazione finora
- 2Documento12 pagine2Spr FANessuna valutazione finora
- MILINGDocumento10 pagineMILINGSpr FANessuna valutazione finora
- Asme 3977Documento21 pagineAsme 3977Spr FANessuna valutazione finora
- Bro Atching 14Documento8 pagineBro Atching 14Spr FANessuna valutazione finora
- Metrology For Engineers-EnglishDocumento122 pagineMetrology For Engineers-EnglishSpr FA100% (1)
- Tools and Equipments Type Rate Per Day CalculationDocumento5 pagineTools and Equipments Type Rate Per Day CalculationCherryl Chrissie JamesNessuna valutazione finora
- Technology and Livelihood Education (Tle) 6: Industrial ArtsDocumento28 pagineTechnology and Livelihood Education (Tle) 6: Industrial ArtsMario EstrellaNessuna valutazione finora
- Turning A Wooden Hat: by Larry HancockDocumento5 pagineTurning A Wooden Hat: by Larry HancockClark's LawnNessuna valutazione finora
- Workshop Manual For Fitting, Welding and Machine ShopDocumento51 pagineWorkshop Manual For Fitting, Welding and Machine ShopHittendra Singh100% (3)
- Welding Repair Procedure: PCH Steel Engineering & Construction Sdn. BHDDocumento8 pagineWelding Repair Procedure: PCH Steel Engineering & Construction Sdn. BHDmohd as shahiddin jafriNessuna valutazione finora
- ASSESSMENT G8 TLE q2Documento2 pagineASSESSMENT G8 TLE q2Maria Chelo AgosNessuna valutazione finora
- Importance and Methods of Enhancing and Decorating Bamboo Wood and Metal ProductsDocumento18 pagineImportance and Methods of Enhancing and Decorating Bamboo Wood and Metal ProductsJessel Galicia100% (1)
- Catalog 60Documento34 pagineCatalog 60judas1432Nessuna valutazione finora
- Blacksmith Fundamentals PDFDocumento47 pagineBlacksmith Fundamentals PDFHumberto AraujoNessuna valutazione finora
- PDF Q0 Module 1 Carpentry 7 8Documento11 paginePDF Q0 Module 1 Carpentry 7 8Rodelyn PagsiatNessuna valutazione finora
- Turner 1 SATDocumento102 pagineTurner 1 SATirshadNessuna valutazione finora
- Basics of Classical Relief CarvingDocumento4 pagineBasics of Classical Relief CarvingFitera Roman Ioan100% (5)
- Wickes Laying PatioDocumento8 pagineWickes Laying PatiofiachduhNessuna valutazione finora
- Glossary of Woodworking TermsDocumento20 pagineGlossary of Woodworking TermsSameh SamehNessuna valutazione finora
- Workshop Lab Manual PDFDocumento76 pagineWorkshop Lab Manual PDFMarcelo Baptista0% (1)
- An Electric ViolinDocumento39 pagineAn Electric ViolinLowell WhiteheadNessuna valutazione finora
- Workshop VivaDocumento14 pagineWorkshop VivaharoldjoysonNessuna valutazione finora
- K To 12 - SMAW WELDING LM PDFDocumento139 pagineK To 12 - SMAW WELDING LM PDFLJ Go100% (3)
- Area Roughing For ImpellersDocumento3 pagineArea Roughing For ImpellersDženana Delić - AgićNessuna valutazione finora
- Oboe Reed-Making Pedagogy in The United States - A SurveyDocumento119 pagineOboe Reed-Making Pedagogy in The United States - A Surveyapi-236899237Nessuna valutazione finora
- 097Documento108 pagine097Antonio Carlos Basso100% (1)
- Shielded Metal Arc Welding NC IIIDocumento87 pagineShielded Metal Arc Welding NC IIIAnonymous rYZyQQot55100% (2)
- Building A Dry Stone WallDocumento5 pagineBuilding A Dry Stone Wallisland14Nessuna valutazione finora
- SharpeningDocumento6 pagineSharpeningMatt OrtizNessuna valutazione finora
- Woodcarving Issue 184Documento86 pagineWoodcarving Issue 184Gianna Barcelli FantappieNessuna valutazione finora
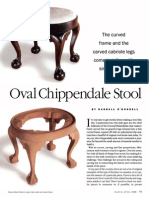
- ChippendaleLeg FWW0135Documento7 pagineChippendaleLeg FWW0135TAANGTAWAN007100% (1)
- Competency-Based Learning MaterialDocumento49 pagineCompetency-Based Learning MaterialClaire CabactulanNessuna valutazione finora