Potrebbero piacerti anche
- ASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsDocumento11 pagineASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsKlich77Nessuna valutazione finora
- ASTM D3754 Tuberia de Fibra de VIdirio para Sistemas Industriales y A PresiónDocumento14 pagineASTM D3754 Tuberia de Fibra de VIdirio para Sistemas Industriales y A PresiónalexagoNessuna valutazione finora
- Offshore Applications of SRTPDocumento5 pagineOffshore Applications of SRTPArif AshrafNessuna valutazione finora
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975Da EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovValutazione: 5 su 5 stelle5/5 (1)
- RTP Mechanical Properties ModelDocumento10 pagineRTP Mechanical Properties ModelfurqanNessuna valutazione finora
- JPCL Transpipe EbookDocumento82 pagineJPCL Transpipe Ebookvincent.w.stone6724Nessuna valutazione finora
- An Introduction To The New Asme Standards On Nonmetallic Pressure Piping SystemsDocumento7 pagineAn Introduction To The New Asme Standards On Nonmetallic Pressure Piping SystemsJuan Junior Lostaunau AlvaNessuna valutazione finora
- PDFDocumento12 paginePDFThamaraikani ManiNessuna valutazione finora
- Benefits of Reinforced Thermoplastic Pipe (RTP) For Oil and Gas PipelinesDocumento4 pagineBenefits of Reinforced Thermoplastic Pipe (RTP) For Oil and Gas PipelinesMFNessuna valutazione finora
- Reinforced Thermoplastic Pipeline RTP Systems ForDocumento16 pagineReinforced Thermoplastic Pipeline RTP Systems ForNivedanSahayNessuna valutazione finora
- Field Applied Pipeline CoatingDocumento10 pagineField Applied Pipeline CoatingNono_geotecNessuna valutazione finora
- Bonstrand PipeDocumento24 pagineBonstrand Pipejayhuacat7743Nessuna valutazione finora
- ID-PRC 19 - PE Coating RepairDocumento7 pagineID-PRC 19 - PE Coating Repaircloud23Nessuna valutazione finora
- Bondstrand 2400 SeriesDocumento20 pagineBondstrand 2400 SeriesTommytoo BernalNessuna valutazione finora
- Tds Derakane Momentum 470-300Documento5 pagineTds Derakane Momentum 470-300Joseph Jonathan100% (1)
- TDS - Emaco S88 PlusDocumento2 pagineTDS - Emaco S88 PlusVenkata RaoNessuna valutazione finora
- Astn D 3681 - 01 PDFDocumento8 pagineAstn D 3681 - 01 PDFrajesh makwanaNessuna valutazione finora
- Technical Brochure on Fiberglass Piping SystemsDocumento22 pagineTechnical Brochure on Fiberglass Piping SystemsMazwan Che MansorNessuna valutazione finora
- Studies of The Long Term Behaviour of GRE Pipe Under Bi-Axial StressDocumento14 pagineStudies of The Long Term Behaviour of GRE Pipe Under Bi-Axial StressDuri DumaiNessuna valutazione finora
- Contact-Molded "Fiberglass" (Glass-Fiber-Reinforced Thermosetting Resin) Corrosion Resistant Pipe and FittingsDocumento7 pagineContact-Molded "Fiberglass" (Glass-Fiber-Reinforced Thermosetting Resin) Corrosion Resistant Pipe and Fittingshasan syukur100% (1)
- Pipeline Coatings Nov 2013Documento46 paginePipeline Coatings Nov 2013vincent.w.stone6724100% (3)
- Pipeline Internal CoatingDocumento14 paginePipeline Internal CoatingMostafa Sharaf100% (1)
- BS 6464 (1984) Reinforced Plastics Pipes, Fittings and Joints For Process PlantsDocumento60 pagineBS 6464 (1984) Reinforced Plastics Pipes, Fittings and Joints For Process PlantsGregory Simmon75% (4)
- Iso 18797 1 2016 en PDFDocumento11 pagineIso 18797 1 2016 en PDFgede adhyatmikaNessuna valutazione finora
- Data Sheet FBEDocumento4 pagineData Sheet FBEAnonymous Xaf2033Nessuna valutazione finora
- ASTM Testing ProcedureDocumento7 pagineASTM Testing Procedurederecka100% (1)
- D 2444 - 99 Rdi0ndqDocumento8 pagineD 2444 - 99 Rdi0ndqHumberto GutierrezNessuna valutazione finora
- FRP PipesDocumento20 pagineFRP PipesThomasFrenchNessuna valutazione finora
- WW 11 Corrosion Prevention of Steel Pipe 2012Documento100 pagineWW 11 Corrosion Prevention of Steel Pipe 2012daskirNessuna valutazione finora
- FCPP Fiberglass Coated ConcreteDocumento20 pagineFCPP Fiberglass Coated ConcretemahdiNessuna valutazione finora
- Future Pipe InfoDocumento29 pagineFuture Pipe Infomekag94Nessuna valutazione finora
- Standard Practice For Polyurethane Raw Materials - Polyurethane Foam Cup TestDocumento5 pagineStandard Practice For Polyurethane Raw Materials - Polyurethane Foam Cup Testtaramalik07Nessuna valutazione finora
- DNV RP F102 PDFDocumento38 pagineDNV RP F102 PDFFernando Ytozu TairaNessuna valutazione finora
- Pressure Piping SystemDocumento27 paginePressure Piping SystemAbemar GegantoniNessuna valutazione finora
- Reinforced Plastic Design ManualDocumento27 pagineReinforced Plastic Design ManualSabir Nasim100% (3)
- Ipc2022-87282 Use of Carbon Composite Repair Technologies To Reinforce Crack-LikeDocumento7 pagineIpc2022-87282 Use of Carbon Composite Repair Technologies To Reinforce Crack-LikeOswaldo MontenegroNessuna valutazione finora
- DSM Chemical Guide 2007 03.qDocumento17 pagineDSM Chemical Guide 2007 03.qABHISEK BHATTACHARYANessuna valutazione finora
- Overview of Pipeline Coatings)Documento7 pagineOverview of Pipeline Coatings)kartalsamNessuna valutazione finora
- Polyken Pipeline #1027,: Primers #1019Documento3 paginePolyken Pipeline #1027,: Primers #1019Azmi SyariefNessuna valutazione finora
- API Specification 15HR: High-Pressure Fiberglass Line PipeDocumento1 paginaAPI Specification 15HR: High-Pressure Fiberglass Line Pipefajar7777Nessuna valutazione finora
- Coatings For Wind Power UkDocumento7 pagineCoatings For Wind Power Ukcharles083100% (1)
- Technology Standard of Pipe Rehabilitation (2021)Documento164 pagineTechnology Standard of Pipe Rehabilitation (2021)Elia Negrini100% (1)
- Factory Applied External Pipeline Coatings For Corrosion ControlDocumento32 pagineFactory Applied External Pipeline Coatings For Corrosion ControlMatt AgonyaNessuna valutazione finora
- The Repair OptionDocumento4 pagineThe Repair OptionMAGUNAMNessuna valutazione finora
- PD 8010 GUIDEDocumento40 paginePD 8010 GUIDEayoungaNessuna valutazione finora
- Astm D-3840 - 01Documento9 pagineAstm D-3840 - 01Bipin SasikumarNessuna valutazione finora
- Buried Pipe - CalcstressDocumento17 pagineBuried Pipe - CalcstressAnjani PrabhakarNessuna valutazione finora
- Com Su 6095 PDFDocumento33 pagineCom Su 6095 PDFresp-ect100% (1)
- HDPE Pipeline Installation and DesignDocumento19 pagineHDPE Pipeline Installation and Designcrys suryo prayogo100% (1)
- List Some Standards ISODocumento2 pagineList Some Standards ISOAnonymous n4bJbeLAqNessuna valutazione finora
- PD 8010-2 Presentation April 2005 NewDocumento40 paginePD 8010-2 Presentation April 2005 NewAyub YaakobNessuna valutazione finora
- As 4822-2008 External Field Joint Coatings For Steel PipelinesDocumento8 pagineAs 4822-2008 External Field Joint Coatings For Steel PipelinesSAI Global - APAC0% (1)
- D 1527 - 99 Rde1mjctukveDocumento11 pagineD 1527 - 99 Rde1mjctukveHumberto GutierrezNessuna valutazione finora
- Astm D3517 PDFDocumento12 pagineAstm D3517 PDFsomphong.bkk5576Nessuna valutazione finora
- Astm D1527Documento8 pagineAstm D1527Hernando Andrés Ramírez GilNessuna valutazione finora
- ASTM - F1335-2004 - Norma Resistencia TuberíasDocumento11 pagineASTM - F1335-2004 - Norma Resistencia TuberíasToni VidalNessuna valutazione finora
- Astm D 3517 - 04Documento12 pagineAstm D 3517 - 04148962Nessuna valutazione finora
- Astm D2996 17Documento4 pagineAstm D2996 17Zakaria MOKARAMNessuna valutazione finora
- D 1527 - 99 - Rde1mjctukve PDFDocumento11 pagineD 1527 - 99 - Rde1mjctukve PDFKhoai Sai GonNessuna valutazione finora
- Astm D3309 (1996)Documento11 pagineAstm D3309 (1996)anish_am2005Nessuna valutazione finora
- 175 Ir012000Documento2 pagine175 Ir012000masoud132Nessuna valutazione finora
- UTL - G - GS-18 - Rev3 - Site Conditions & ClimateDocumento18 pagineUTL - G - GS-18 - Rev3 - Site Conditions & Climatemasoud132Nessuna valutazione finora
- Oisd GDN 161Documento23 pagineOisd GDN 161saurabhNessuna valutazione finora
- Dynamics - Bedford - 2Documento1 paginaDynamics - Bedford - 2masoud132Nessuna valutazione finora
- Oisd GDN 178Documento21 pagineOisd GDN 178saurabhNessuna valutazione finora
- Petronas Technical Standards: Personal Protective Equipment (Ppe) GuideDocumento93 paginePetronas Technical Standards: Personal Protective Equipment (Ppe) Guidemasoud132100% (1)
- Oisd GDN 169Documento31 pagineOisd GDN 169sgh1355Nessuna valutazione finora
- UTL G GS-8 Rev10 Piping MaterialsDocumento253 pagineUTL G GS-8 Rev10 Piping Materialsmasoud132Nessuna valutazione finora
- UTL G GS-8 Rev10 Piping MaterialsDocumento253 pagineUTL G GS-8 Rev10 Piping Materialsmasoud132Nessuna valutazione finora
- Guidelines: OISD GDN-165 First Edition JULY-1999Documento20 pagineGuidelines: OISD GDN-165 First Edition JULY-1999msb_75Nessuna valutazione finora
- OISD Guidelines for Environmental Audit in Oil & GasDocumento32 pagineOISD Guidelines for Environmental Audit in Oil & Gasmasoud132Nessuna valutazione finora
- Oisd GDN 115Documento74 pagineOisd GDN 115manishNessuna valutazione finora
- C 00Documento1 paginaC 00masoud132Nessuna valutazione finora
- General Workplace Safety: JUNE 2006Documento149 pagineGeneral Workplace Safety: JUNE 2006masoud132Nessuna valutazione finora
- The Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering SocietiesDocumento1 paginaThe Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering Societiesmasoud132Nessuna valutazione finora
- The Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDocumento1 paginaThe Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Nessuna valutazione finora
- Engineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)Documento1 paginaEngineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)masoud132Nessuna valutazione finora
- The Institute of Engineering and Technology (Iet)Documento1 paginaThe Institute of Engineering and Technology (Iet)masoud132Nessuna valutazione finora
- What is a piping designer and engineerDocumento1 paginaWhat is a piping designer and engineermasoud132Nessuna valutazione finora
- 2 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDocumento1 pagina2 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Nessuna valutazione finora
- G Ce 470Documento35 pagineG Ce 470masoud132Nessuna valutazione finora
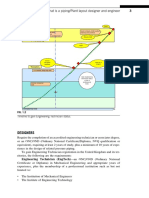
- Engineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and EngineerDocumento1 paginaEngineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and Engineermasoud132Nessuna valutazione finora
- E Ce 140Documento28 pagineE Ce 140masoud132Nessuna valutazione finora
- Tanks - Exxon MP PDFDocumento44 pagineTanks - Exxon MP PDFmasoud132Nessuna valutazione finora
- G Ce 170Documento8 pagineG Ce 170masoud132Nessuna valutazione finora
- C Ce 355Documento18 pagineC Ce 355masoud132Nessuna valutazione finora
- M El 131Documento16 pagineM El 131masoud132Nessuna valutazione finora
- E Ce 340Documento20 pagineE Ce 340masoud132Nessuna valutazione finora
- E Ce 130Documento23 pagineE Ce 130masoud132Nessuna valutazione finora
- E Ce 110Documento28 pagineE Ce 110masoud132Nessuna valutazione finora
- 2783 Ais - Database.model - file.PertemuanFileContent James Ralph Hanson Natural Products The Secondary Metabolites (Tutorial Chemistry Texts) 2003Documento149 pagine2783 Ais - Database.model - file.PertemuanFileContent James Ralph Hanson Natural Products The Secondary Metabolites (Tutorial Chemistry Texts) 2003Dyah Indah Rini100% (4)
- Effect of Plasticizers On The Properties of Polyvinyl Alcohol FilmsDocumento14 pagineEffect of Plasticizers On The Properties of Polyvinyl Alcohol FilmsJuanNessuna valutazione finora
- Non Linear PharmacokineticsDocumento64 pagineNon Linear PharmacokineticsMoganaa LakshmiNessuna valutazione finora
- ASTM B333 Ni-Mo PlateDocumento5 pagineASTM B333 Ni-Mo PlateElankumaran PeriakaruppanNessuna valutazione finora
- Solar Power Generation - Technology, New Concepts & PolicyDocumento249 pagineSolar Power Generation - Technology, New Concepts & PolicyOtavio Ferreira MartinsNessuna valutazione finora
- PSA Oxygen Generator SystemDocumento8 paginePSA Oxygen Generator SystemSudhakar ShresthaNessuna valutazione finora
- Carbon Filter Garbage Incinerator Reduces Waste Volume /TITLEDocumento23 pagineCarbon Filter Garbage Incinerator Reduces Waste Volume /TITLEAlnor Latabat AlontoNessuna valutazione finora
- Hydrobromic Acid (48% Solution in Water) : General & Use: Flammability and ExplosivityDocumento2 pagineHydrobromic Acid (48% Solution in Water) : General & Use: Flammability and ExplosivityGustavo SoaresNessuna valutazione finora
- Buried Pipe Calculation Report: Title Name Date Report NameDocumento3 pagineBuried Pipe Calculation Report: Title Name Date Report NameDenis OhwofadaNessuna valutazione finora
- UNPAD Applied Chemistry Course Teaches Entrepreneurship SkillsDocumento5 pagineUNPAD Applied Chemistry Course Teaches Entrepreneurship SkillsYolanda VitriNessuna valutazione finora
- A Presentation On ChemistryDocumento18 pagineA Presentation On ChemistryBimal DasNessuna valutazione finora
- Test Bank For Anatomy and Physiology 1st Edition Michael MckinleyDocumento37 pagineTest Bank For Anatomy and Physiology 1st Edition Michael Mckinleyreidelsebirew100% (12)
- Wrong Tools: Mistakes To Avoid When Using Spray GunsDocumento2 pagineWrong Tools: Mistakes To Avoid When Using Spray GunsAnkur PanwarNessuna valutazione finora
- GD NORM VS8500 - AMS - BB026CA - Eng-Ita 2021-01-05Documento2 pagineGD NORM VS8500 - AMS - BB026CA - Eng-Ita 2021-01-05Trần Thanh ViệnNessuna valutazione finora
- 5 Separatopn of Substances: MixtureDocumento7 pagine5 Separatopn of Substances: MixtureCris CNessuna valutazione finora
- Advion WDG Marketing Leaflet - English PDFDocumento4 pagineAdvion WDG Marketing Leaflet - English PDFSarika VarshneyNessuna valutazione finora
- Adblue FH4 PDFDocumento45 pagineAdblue FH4 PDFAhmad BaharNessuna valutazione finora
- TCCDocumento48 pagineTCCMahin ShaNessuna valutazione finora
- Topical Tinctures: Submitted byDocumento17 pagineTopical Tinctures: Submitted byAhmed Imran100% (1)
- Analiza-Indicatorilor-Fizici-Ai-Unor-Ape-Din-Romania1Documento6 pagineAnaliza-Indicatorilor-Fizici-Ai-Unor-Ape-Din-Romania1Florin Ionita0% (1)
- HP BITUMEN HANDBOOKDocumento53 pagineHP BITUMEN HANDBOOKAnuj Mathur100% (1)
- SpokeshaveDocumento6 pagineSpokeshavestuckinthestudioNessuna valutazione finora
- Environmental EngineeringDocumento5 pagineEnvironmental EngineeringOktrian SinathryaNessuna valutazione finora
- Effect of The Use of Ceramic Filters in Steel CastingDocumento6 pagineEffect of The Use of Ceramic Filters in Steel CastingJavier Escalante VillanuevaNessuna valutazione finora
- A Review On Grease Lubrication in Rolling BearingsDocumento12 pagineA Review On Grease Lubrication in Rolling BearingsRepositorio MantenimientoNessuna valutazione finora
- VERSAMUL - Product BulletinDocumento2 pagineVERSAMUL - Product BulletinIgorCencičNessuna valutazione finora
- Iron RecyclingDocumento10 pagineIron RecyclingYousef SailiniNessuna valutazione finora
- Additives For Wood Plastic Composites 2009-090420Documento56 pagineAdditives For Wood Plastic Composites 2009-090420Arcangeli24Nessuna valutazione finora
- Me 8301 EtdDocumento3 pagineMe 8301 Etdsrinithims78Nessuna valutazione finora
- Num DiffDocumento7 pagineNum DiffMohsan HasanNessuna valutazione finora