Potrebbero piacerti anche
- Sandvik Steel Hardening GuideDocumento25 pagineSandvik Steel Hardening GuidejasonsivertsenNessuna valutazione finora
- Chainsaw Milling ManualDocumento47 pagineChainsaw Milling ManualAnonymous jbeHFUNessuna valutazione finora
- EAS107 Lab 1Documento14 pagineEAS107 Lab 1Mohd Ashraf Mohd Ismail100% (1)
- Heat Treatment Lab ReportDocumento12 pagineHeat Treatment Lab ReportCarl Behlmer100% (5)
- H Volume 2Documento608 pagineH Volume 2Anonymous jbeHFU0% (1)
- Heat TreatingDocumento7 pagineHeat TreatingSachinNessuna valutazione finora
- Kaljenje I Drugo Po Boji Teorija MalaDocumento7 pagineKaljenje I Drugo Po Boji Teorija MalaAnonymous dmhNTyNessuna valutazione finora
- Heat Treatment Steel: ObjectDocumento10 pagineHeat Treatment Steel: ObjectKetut Rizki FirmandanuNessuna valutazione finora
- I Hardnenability of Steel Having Fine Grains Is Better That ofDocumento14 pagineI Hardnenability of Steel Having Fine Grains Is Better That of035K Ayush ChoudharyNessuna valutazione finora
- Detail-Material Science NotesDocumento276 pagineDetail-Material Science Notessureshbabu7374Nessuna valutazione finora
- Heat Treatment: ME 318 Manufacturing TechniquesDocumento12 pagineHeat Treatment: ME 318 Manufacturing Techniquesmayur_mechNessuna valutazione finora
- Amie Material Science NotesDocumento276 pagineAmie Material Science NotesRajendra Kumar Yadav100% (2)
- Heat Treatment of SteelDocumento7 pagineHeat Treatment of SteelmaadNessuna valutazione finora
- 05 HeattreatmentDocumento39 pagine05 HeattreatmentHaerul AtamimiNessuna valutazione finora
- AnnealingDocumento8 pagineAnnealingRohit SharmaNessuna valutazione finora
- Heat Treatment of SteelDocumento7 pagineHeat Treatment of Steelshganesh81gmailcomNessuna valutazione finora
- A Woodworker's Guide To Tool Steel and Heat TreatingDocumento7 pagineA Woodworker's Guide To Tool Steel and Heat TreatingCorneliu CarabellaNessuna valutazione finora
- Chapter 8 - Heat TreatmentDocumento20 pagineChapter 8 - Heat TreatmentISANessuna valutazione finora
- Heat TreatmentDocumento8 pagineHeat TreatmentBaizura Mohd ZanNessuna valutazione finora
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDa EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNessuna valutazione finora
- Embrittlement of SteelsDocumento26 pagineEmbrittlement of SteelsUlises Quintana CarhuanchoNessuna valutazione finora
- 3 - Heat Treatment & Engineering ApplicationDocumento24 pagine3 - Heat Treatment & Engineering ApplicationHussein SaeedNessuna valutazione finora
- Discussion: Ferrous Alloys Specimen 1 (X17)Documento5 pagineDiscussion: Ferrous Alloys Specimen 1 (X17)Syahirzabidi100% (1)
- 1931 6834 1 SMDocumento12 pagine1931 6834 1 SMchpinto10% (1)
- EE Final Draft: How Does Carbon Content Affect The Hardness of Steel After Heat Treatment?Documento19 pagineEE Final Draft: How Does Carbon Content Affect The Hardness of Steel After Heat Treatment?goinbe fanNessuna valutazione finora
- Lecture Heat TreatmentDocumento23 pagineLecture Heat TreatmentabinmwangiNessuna valutazione finora
- Lecture 9 - Plain Carbon Steels - 2013Documento45 pagineLecture 9 - Plain Carbon Steels - 2013ArunNessuna valutazione finora
- Carburization of SteelDocumento9 pagineCarburization of SteelRtr Ahmed Abidemi CertifiedNessuna valutazione finora
- Thermal Lab 1Documento6 pagineThermal Lab 1Muhammad ZulhilmiNessuna valutazione finora
- Material ScienceDocumento20 pagineMaterial ScienceKushNessuna valutazione finora
- 1 MatsciDocumento20 pagine1 MatsciCliford AlbiaNessuna valutazione finora
- Austenite: Iron-carbon phase diagram, showing the conditions under which austenite (γ) is stable in carbon steelDocumento4 pagineAustenite: Iron-carbon phase diagram, showing the conditions under which austenite (γ) is stable in carbon steelVysakh VasudevanNessuna valutazione finora
- Steel Terminology Elements Commonly Specified in SteelsDocumento4 pagineSteel Terminology Elements Commonly Specified in SteelsjigarkmehtaNessuna valutazione finora
- Course No: Experiment No:: Structural Study of Mild Steel After Heat TreatmentDocumento13 pagineCourse No: Experiment No:: Structural Study of Mild Steel After Heat TreatmentRifat KhanNessuna valutazione finora
- Heat TreatmentDocumento33 pagineHeat TreatmentIsrael HailuNessuna valutazione finora
- Age HardeningDocumento5 pagineAge Hardeninganum_nNessuna valutazione finora
- Stainless Steels For Cryogenic Applications - KEY To METALS ArticleDocumento3 pagineStainless Steels For Cryogenic Applications - KEY To METALS Articlekumarpankaj030Nessuna valutazione finora
- Chemical Engineering Material Iron-Carbon-DiagramsDocumento12 pagineChemical Engineering Material Iron-Carbon-Diagramsaditya_lomteNessuna valutazione finora
- Formal Lab Report Two: Heat Treatment - Quenching & Tempering-Of Steel and PrecipitationDocumento18 pagineFormal Lab Report Two: Heat Treatment - Quenching & Tempering-Of Steel and Precipitationapi-306927868100% (1)
- Stainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsDocumento35 pagineStainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsLalit MohanNessuna valutazione finora
- AEM Project ReportDocumento18 pagineAEM Project ReportAkahay DangariyaNessuna valutazione finora
- Discussion: Ferrous Alloys Specimen 1 (X17)Documento6 pagineDiscussion: Ferrous Alloys Specimen 1 (X17)Starscream Aisyah100% (1)
- Material Science NotesDocumento2 pagineMaterial Science NotesRam ChandraNessuna valutazione finora
- Heat Treatment of Ferrous AlloysDocumento11 pagineHeat Treatment of Ferrous AlloysSyed Mohsin Ali Naqvi100% (2)
- Heat TreatmentDocumento38 pagineHeat TreatmentTushar RoyNessuna valutazione finora
- Heat Treatment of SteelsDocumento41 pagineHeat Treatment of Steelsyaswanth1992Nessuna valutazione finora
- Wrought AlloysDocumento33 pagineWrought AlloysKanjiMasroorNessuna valutazione finora
- Lab 4 - Heat Treatment of Steels - Quenching & TemperingDocumento14 pagineLab 4 - Heat Treatment of Steels - Quenching & TemperingSarah AkuteyNessuna valutazione finora
- Carbon SteelDocumento15 pagineCarbon Steelhirenkumar patelNessuna valutazione finora
- CPM300 MetallurgyDocumento70 pagineCPM300 MetallurgyhadiNessuna valutazione finora
- Heat TreatmentDocumento26 pagineHeat TreatmentMirza Shaizad BegNessuna valutazione finora
- Universiti Teknologi Mara Lab 2Documento9 pagineUniversiti Teknologi Mara Lab 2Ilman FaiqNessuna valutazione finora
- MSM R19 - Unit-2Documento28 pagineMSM R19 - Unit-2Madheswaran DharmapuriNessuna valutazione finora
- Hardening, Tempering and Austempering: Why Harden, Temper or Austemper?Documento4 pagineHardening, Tempering and Austempering: Why Harden, Temper or Austemper?prakush01975225403Nessuna valutazione finora
- Heat TreatmentDocumento31 pagineHeat TreatmentsureshNessuna valutazione finora
- MetallurgyDocumento25 pagineMetallurgyPandu Damay PutraNessuna valutazione finora
- Iron and Steel Production-Class LetureDocumento30 pagineIron and Steel Production-Class LetureAustin Okoth Omondi100% (1)
- MaterialsciencereportDocumento6 pagineMaterialsciencereporterosNessuna valutazione finora
- Cooling Rate Effect: Lab ReportDocumento4 pagineCooling Rate Effect: Lab ReportandyNessuna valutazione finora
- Importance of Heat TreatmentDocumento5 pagineImportance of Heat TreatmentArgha DasNessuna valutazione finora
- Heat Treatment of SteelDocumento3 pagineHeat Treatment of SteelKristine ReyesNessuna valutazione finora
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDa EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelValutazione: 5 su 5 stelle5/5 (4)
- DT2 (80 82)Documento18 pagineDT2 (80 82)Anonymous jbeHFUNessuna valutazione finora
- DT2 (77 79)Documento18 pagineDT2 (77 79)Anonymous jbeHFUNessuna valutazione finora
- Basic Camel Keeping For BeginnersDocumento164 pagineBasic Camel Keeping For BeginnersAnonymous jbeHFUNessuna valutazione finora
- Chao Phraya Muay Thai Grading SyllabusDocumento17 pagineChao Phraya Muay Thai Grading SyllabusAnonymous jbeHFU100% (1)
- Turningmechanica01holtuoft PDFDocumento508 pagineTurningmechanica01holtuoft PDFAnonymous jbeHFUNessuna valutazione finora
- Mauser Bolt DisassemblyDocumento6 pagineMauser Bolt DisassemblyAnonymous jbeHFUNessuna valutazione finora
- Diesel Blowtorch ManualDocumento8 pagineDiesel Blowtorch ManualDefEntNessuna valutazione finora
- Recoil PadsDocumento3 pagineRecoil PadsAnonymous jbeHFUNessuna valutazione finora
- Steel and TubeDocumento84 pagineSteel and Tubeacbaird0% (1)
- The Right To Keepand Bear ArmsDocumento10 pagineThe Right To Keepand Bear ArmsAnonymous jbeHFUNessuna valutazione finora
- Remington 597 Manual .22lrDocumento20 pagineRemington 597 Manual .22lrAnonymous jbeHFU100% (1)
- UtgaatteDocumento11 pagineUtgaatteAnonymous jbeHFUNessuna valutazione finora
- Installation and Operation Manual: Proact™ Ii Electric Powered Actuator and DriverDocumento32 pagineInstallation and Operation Manual: Proact™ Ii Electric Powered Actuator and DriverDjebali MouradNessuna valutazione finora
- Course Syllabus MGTP 31206 31207Documento12 pagineCourse Syllabus MGTP 31206 31207NamitBhasinNessuna valutazione finora
- Week 2 - ValEdDocumento30 pagineWeek 2 - ValEdBernadette MacalindongNessuna valutazione finora
- SPKT Thiet Ke Co Khi 1Documento33 pagineSPKT Thiet Ke Co Khi 1Chiến PhanNessuna valutazione finora
- Dirty Dozen List of Endocrine DisruptorsDocumento4 pagineDirty Dozen List of Endocrine DisruptorsMariuszNessuna valutazione finora
- Msds Aluminium SulfatDocumento5 pagineMsds Aluminium SulfatduckshaNessuna valutazione finora
- LTHE Comments On APG's Proposal No. 9090/3181-L&T-Detailed Engineering Services For EPCC-1-AVU Unit, Barauni RefineryDocumento9 pagineLTHE Comments On APG's Proposal No. 9090/3181-L&T-Detailed Engineering Services For EPCC-1-AVU Unit, Barauni RefineryajayNessuna valutazione finora
- Guarantor Indemnity For Illness or DeathDocumento2 pagineGuarantor Indemnity For Illness or Deathlajaun hindsNessuna valutazione finora
- E4-E5 - Text - Chapter 2. ISO 9001-2015 QUALITY MANAGEMENT SYSTEMDocumento17 pagineE4-E5 - Text - Chapter 2. ISO 9001-2015 QUALITY MANAGEMENT SYSTEMAGM S&M-CMNessuna valutazione finora
- Pentacon Six-02Documento28 paginePentacon Six-02Melissa Moreira TYNessuna valutazione finora
- Director's Update Our StudentsDocumento23 pagineDirector's Update Our StudentsAdrian MojicaNessuna valutazione finora
- 5 Keto Pancake RecipesDocumento7 pagine5 Keto Pancake RecipesBai Morales VidalesNessuna valutazione finora
- Anatomy, Physiology & Health EducationDocumento2 pagineAnatomy, Physiology & Health Educationsantosh vaishnaviNessuna valutazione finora
- Protein Metabolism and Urea Recycling in Rodent HibernatorsDocumento5 pagineProtein Metabolism and Urea Recycling in Rodent HibernatorsBud Marvin LeRoy RiedeselNessuna valutazione finora
- Electrolux EKF7700 Coffee MachineDocumento76 pagineElectrolux EKF7700 Coffee MachineTudor Sergiu AndreiNessuna valutazione finora
- Public Speaking ScriptDocumento2 paginePublic Speaking ScriptDhia MizaNessuna valutazione finora
- Creative An Inclusive ClassroomDocumento3 pagineCreative An Inclusive Classroommuneeba zafarNessuna valutazione finora
- Unit 18: Calculating Food Costs, Selling Prices and Making A ProfitDocumento4 pagineUnit 18: Calculating Food Costs, Selling Prices and Making A Profitkarupukamal100% (2)
- Aits 2324 Ot I Jeea TD Paper 2 OfflineDocumento14 pagineAits 2324 Ot I Jeea TD Paper 2 OfflineAshish SharmaNessuna valutazione finora
- Ppr.1 Circ.5 Gesamp Ehs ListDocumento93 paginePpr.1 Circ.5 Gesamp Ehs ListTRANNessuna valutazione finora
- Damasco - Cpi - Activity No. 10Documento18 pagineDamasco - Cpi - Activity No. 10LDCU - Damasco, Erge Iris M.Nessuna valutazione finora
- TextDocumento3 pagineTextKristineNessuna valutazione finora
- Cor Tzar 2018Documento12 pagineCor Tzar 2018alejandraNessuna valutazione finora
- Fitness Program: Save On Health Club Memberships, Exercise Equipment and More!Documento1 paginaFitness Program: Save On Health Club Memberships, Exercise Equipment and More!KALAI TIFYNessuna valutazione finora
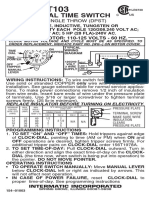
- T103 InstructionsDocumento1 paginaT103 Instructionsjtcool74Nessuna valutazione finora
- Inside The Earth NotesDocumento2 pagineInside The Earth NotesrickaturnerNessuna valutazione finora
- VedasUktimAlA Sanskrit Hindi EnglishDocumento47 pagineVedasUktimAlA Sanskrit Hindi EnglishAnantha Krishna K SNessuna valutazione finora
- Essential Intrapartum and Newborn CareDocumento6 pagineEssential Intrapartum and Newborn CareDianne LabisNessuna valutazione finora
- Culturally Safe Classroom Context PDFDocumento2 pagineCulturally Safe Classroom Context PDFdcleveland1706Nessuna valutazione finora
- Physio Essay #4Documento2 paginePhysio Essay #4Maria Margarita Chon100% (1)