Potrebbero piacerti anche
- Fuse Box Diagram JeepDocumento7 pagineFuse Box Diagram JeepSumedin Nisic100% (1)
- Brother Service Manual 7440NDocumento64 pagineBrother Service Manual 7440NAlicia Smith100% (1)
- 0 Egpc-Aud-001-Aprc Bowtie Voume 5Documento111 pagine0 Egpc-Aud-001-Aprc Bowtie Voume 5mohamed ashor100% (1)
- 1 Starting Time Calculation 2Documento15 pagine1 Starting Time Calculation 2Sankalp MittalNessuna valutazione finora
- Trevor Kletz-Learning From Accidents-Gulf Professional (2001)Documento156 pagineTrevor Kletz-Learning From Accidents-Gulf Professional (2001)Raju100% (1)
- LOPA DefinitionDocumento49 pagineLOPA DefinitionbtjajadiNessuna valutazione finora
- Emergency Isolation of Process Plant in Chemical IndustryDocumento3 pagineEmergency Isolation of Process Plant in Chemical IndustryStefano Squadrani100% (1)
- Phast 8.0 Release NotesDocumento29 paginePhast 8.0 Release Notestmp9415105Nessuna valutazione finora
- HASILT - An - Intelligent Software Platform For HAZOP - LOPA - SRS and SIL VerificationDocumento9 pagineHASILT - An - Intelligent Software Platform For HAZOP - LOPA - SRS and SIL VerificationRonyNessuna valutazione finora
- Risk Acceptance Criteria: Overview of ALARP and Similar Methodologies As Practiced WorldwideDocumento40 pagineRisk Acceptance Criteria: Overview of ALARP and Similar Methodologies As Practiced WorldwidePEP Zona 7Nessuna valutazione finora
- CMA June 2018 ExamDocumento2 pagineCMA June 2018 ExamMuhammad Ziaul HaqueNessuna valutazione finora
- LASTFIRE BOILOVER LESSONS Issue 4 March 2018Documento17 pagineLASTFIRE BOILOVER LESSONS Issue 4 March 2018Francisco Santisbon Morales100% (2)
- Recognizing and Responding to Normalization of DevianceDa EverandRecognizing and Responding to Normalization of DevianceNessuna valutazione finora
- Guidelines for Defining Process Safety Competency RequirementsDa EverandGuidelines for Defining Process Safety Competency RequirementsValutazione: 3 su 5 stelle3/5 (1)
- Guidelines for the Management of Change for Process SafetyDa EverandGuidelines for the Management of Change for Process SafetyNessuna valutazione finora
- The Evaluation of Safety Barriers Using The Method LopaDocumento7 pagineThe Evaluation of Safety Barriers Using The Method LopaDiegoNessuna valutazione finora
- SCS 2019 Presentation-Mark Skelton-Risk Based Decision Making and ALARP-How Low Is Low EnoughDocumento25 pagineSCS 2019 Presentation-Mark Skelton-Risk Based Decision Making and ALARP-How Low Is Low EnoughkhaleedsyedNessuna valutazione finora
- Guidelines for Fire Protection in Chemical, Petrochemical, and Hydrocarbon Processing FacilitiesDa EverandGuidelines for Fire Protection in Chemical, Petrochemical, and Hydrocarbon Processing FacilitiesNessuna valutazione finora
- ALARP - Demonstration STD - AUSDocumento24 pagineALARP - Demonstration STD - AUSMahfoodh Al AsiNessuna valutazione finora
- Fire Explosion Hazard ManagementDocumento11 pagineFire Explosion Hazard ManagementEbenezer AaronNessuna valutazione finora
- Safety Plan For Chemical PlantDocumento7 pagineSafety Plan For Chemical PlantM Amir Haris100% (1)
- How To Perform Bow Tie AnalysisDocumento21 pagineHow To Perform Bow Tie AnalysisKareem RasmyNessuna valutazione finora
- Density and Values of Crude Oil PDFDocumento9 pagineDensity and Values of Crude Oil PDFRichard Amorin0% (1)
- Safeguard Maintenance Prioritization and PHA Data - Ron MukherjeeDocumento27 pagineSafeguard Maintenance Prioritization and PHA Data - Ron Mukherjeeusman379Nessuna valutazione finora
- Topic III Hazardous Area ClassificationDocumento22 pagineTopic III Hazardous Area ClassificationJulius ChavezNessuna valutazione finora
- Risk Based Process Safety DesignDocumento13 pagineRisk Based Process Safety DesignVan SotNessuna valutazione finora
- Vi Quick ReferenceDocumento1 paginaVi Quick ReferenceSneetsher Crispy100% (6)
- Fera Full Topic Assessment TemplateDocumento19 pagineFera Full Topic Assessment TemplateasdasdNessuna valutazione finora
- MBAM Deployment GuideDocumento80 pagineMBAM Deployment GuidePsam Umasankar0% (1)
- Is All Safety-Critical Equipment Critical To SafetyDocumento6 pagineIs All Safety-Critical Equipment Critical To SafetyLi QiNessuna valutazione finora
- CCPS Monograph Reflections From Global Process Safety LeadersDocumento29 pagineCCPS Monograph Reflections From Global Process Safety LeadersKiranNessuna valutazione finora
- 1 PDFDocumento8 pagine1 PDFDrina20040% (1)
- Best Practices: Consider These Safety-Instrumented SystemDocumento18 pagineBest Practices: Consider These Safety-Instrumented SystemardiyantoNessuna valutazione finora
- TA Chemicals Guide en LRDocumento24 pagineTA Chemicals Guide en LRYehor HorbatkoNessuna valutazione finora
- 07process Safety Performance Indicators Health and Safety ExecutiveDocumento23 pagine07process Safety Performance Indicators Health and Safety ExecutiveSergio A. Rdz. F.Nessuna valutazione finora
- WWW - Hse.gov - Uk Comah Buncefield Bstgfinalreport PDFDocumento118 pagineWWW - Hse.gov - Uk Comah Buncefield Bstgfinalreport PDFhulmanNessuna valutazione finora
- Essential Practices for Creating, Strengthening, and Sustaining Process Safety CultureDa EverandEssential Practices for Creating, Strengthening, and Sustaining Process Safety CultureNessuna valutazione finora
- Highpressure - UK HSEDocumento36 pagineHighpressure - UK HSEkhaiseah9225Nessuna valutazione finora
- WEB Guidance On Managing Fatigue 16.04.14Documento80 pagineWEB Guidance On Managing Fatigue 16.04.14Wendri PelupessyNessuna valutazione finora
- A New Approach to HAZOP of Complex Chemical ProcessesDa EverandA New Approach to HAZOP of Complex Chemical ProcessesNessuna valutazione finora
- SIL ObjectivesDocumento29 pagineSIL ObjectivesrkoncNessuna valutazione finora
- Credit For Partial Stroke Tests in Verification ProcessDocumento3 pagineCredit For Partial Stroke Tests in Verification ProcessArturo Treviño MedinaNessuna valutazione finora
- Installation, Use and Maintenance Manual: Translation of The Original InstructionsDocumento148 pagineInstallation, Use and Maintenance Manual: Translation of The Original InstructionsCTHNessuna valutazione finora
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora
- Chemical Exposure IndexDocumento23 pagineChemical Exposure IndexwankartikaNessuna valutazione finora
- HSE Methodology For Sociatal RiskDocumento27 pagineHSE Methodology For Sociatal RiskshaileshgadbailNessuna valutazione finora
- Proposal Event TreeDocumento8 pagineProposal Event TreeMufti Sinergi SolusiNessuna valutazione finora
- Practical Framework For Process Safety ManagementDocumento13 paginePractical Framework For Process Safety ManagementSubhi El Haj SalehNessuna valutazione finora
- AeSolutions Risk Criteria Selection and The Impacts On LOPA ResultsDocumento13 pagineAeSolutions Risk Criteria Selection and The Impacts On LOPA ResultsAnonymous bHh1L1Nessuna valutazione finora
- Hotel Cleaning Equipment Used byDocumento9 pagineHotel Cleaning Equipment Used byLeonardo ViridisNessuna valutazione finora
- Comparison of Pha Methods PDFDocumento10 pagineComparison of Pha Methods PDFQayyum KhanNessuna valutazione finora
- Risk Criteria in EUDocumento6 pagineRisk Criteria in EUNitesh KirnakeNessuna valutazione finora
- Gas Detection As A Risk Mitigation TechniqueDocumento8 pagineGas Detection As A Risk Mitigation TechniqueFede Martinez100% (1)
- Operation & Maintenance Manual d260 S3a-En Okt. 2014Documento166 pagineOperation & Maintenance Manual d260 S3a-En Okt. 2014DrBollapu Sudarshan50% (2)
- The Impact of E-Banking On Customer Satisfaction in NigeriaDocumento13 pagineThe Impact of E-Banking On Customer Satisfaction in NigeriaRoni Shikder100% (2)
- Process Safety Culture: Focus 2007 - No. 7Documento2 pagineProcess Safety Culture: Focus 2007 - No. 7Dave CNessuna valutazione finora
- Efficient PHA of Non-Continuous Operating ModesDocumento25 pagineEfficient PHA of Non-Continuous Operating ModesShakirNessuna valutazione finora
- Depressurization WebinarDocumento15 pagineDepressurization WebinarMuhammad.SaimNessuna valutazione finora
- Beacon-Overflow+ignition Source PDFDocumento1 paginaBeacon-Overflow+ignition Source PDFjargiaNessuna valutazione finora
- Drains SystemsDocumento37 pagineDrains SystemsKamal SkNessuna valutazione finora
- Use The Bow Tie Diagram To Help Reduce Process Safety RisksDocumento7 pagineUse The Bow Tie Diagram To Help Reduce Process Safety RisksJohn AnthoniNessuna valutazione finora
- Application of The Mond Fire Explosion IndexDocumento17 pagineApplication of The Mond Fire Explosion IndexenviroNessuna valutazione finora
- Classification of PSM Barriers I Travers P McCullochDocumento9 pagineClassification of PSM Barriers I Travers P McCullochNhut NguyenNessuna valutazione finora
- A Quantitative Individual Risk Assessment Method in Process Facilities With Toxic Gas Release Hazards A Combined Scenario Set and CFD ApproachDocumento9 pagineA Quantitative Individual Risk Assessment Method in Process Facilities With Toxic Gas Release Hazards A Combined Scenario Set and CFD ApproachSteven100% (1)
- Alarp Exercise Cba Uk HseDocumento2 pagineAlarp Exercise Cba Uk HseMuhammad.SaimNessuna valutazione finora
- FlammabilityDocumento40 pagineFlammabilitySoroiu CristianNessuna valutazione finora
- HAZOP Budgeting Tool: Practical Solutions For Today's HSE ChallengesDocumento2 pagineHAZOP Budgeting Tool: Practical Solutions For Today's HSE ChallengesifalerinNessuna valutazione finora
- 31 Pages On BLEVEDocumento31 pagine31 Pages On BLEVENitesh KirnakeNessuna valutazione finora
- SCANDPOWER Human ResistanceDocumento88 pagineSCANDPOWER Human ResistanceaNessuna valutazione finora
- Hemp RaddDocumento78 pagineHemp RaddMuhammad.SaimNessuna valutazione finora
- Fdess-200 - Formation Damage Evaluation and Simulation System 2010 06Documento2 pagineFdess-200 - Formation Damage Evaluation and Simulation System 2010 06Richard AmorinNessuna valutazione finora
- GatheringLines Overview 8 2015Documento2 pagineGatheringLines Overview 8 2015Richard AmorinNessuna valutazione finora
- WILLI InTech-Novel Formulation of Environmentally Friendly Oil Based Drilling MudDocumento23 pagineWILLI InTech-Novel Formulation of Environmentally Friendly Oil Based Drilling MudRichard AmorinNessuna valutazione finora
- CRS-100 Rotating Disk 2010 06Documento1 paginaCRS-100 Rotating Disk 2010 06Richard AmorinNessuna valutazione finora
- Csc-100 Crush Cell Test Apparatus API-rp56Documento1 paginaCsc-100 Crush Cell Test Apparatus API-rp56Richard AmorinNessuna valutazione finora
- EPA 3540cDocumento8 pagineEPA 3540csNuffiitNessuna valutazione finora
- CH 4Documento5 pagineCH 4ChellakaruppasamyNessuna valutazione finora
- Rpta-200 Wellbore Con Mud Damage Evaluation 2010 06Documento3 pagineRpta-200 Wellbore Con Mud Damage Evaluation 2010 06Richard AmorinNessuna valutazione finora
- Opiejv5n1 KassimDocumento14 pagineOpiejv5n1 KassimRichard AmorinNessuna valutazione finora
- Drilling Muds Fact SheetDocumento4 pagineDrilling Muds Fact SheetRichard AmorinNessuna valutazione finora
- ReservesDocumento1 paginaReservesRichard AmorinNessuna valutazione finora
- Lubricity EvaluationDocumento4 pagineLubricity EvaluationRichard AmorinNessuna valutazione finora
- Pipe Rheometer PR-100 2010 04Documento2 paginePipe Rheometer PR-100 2010 04Richard AmorinNessuna valutazione finora
- TaxationDocumento22 pagineTaxationJanelle GalvezNessuna valutazione finora
- Transesterification of Oil Extract JatrophaDocumento12 pagineTransesterification of Oil Extract JatrophaRichard AmorinNessuna valutazione finora
- Solvent Extraction For Jatropha OilDocumento4 pagineSolvent Extraction For Jatropha OilRichard AmorinNessuna valutazione finora
- Why Do We Pay TaxesDocumento30 pagineWhy Do We Pay TaxesRichard AmorinNessuna valutazione finora
- Tax Incidence and The Efficiency Cost of TaxationDocumento79 pagineTax Incidence and The Efficiency Cost of TaxationNeelabh KumarNessuna valutazione finora
- Oil & Gas Fundamentals Class - PRES - Day - 2Documento64 pagineOil & Gas Fundamentals Class - PRES - Day - 2Richard AmorinNessuna valutazione finora
- Functional Buttons and Auto Power Off: International Electrical SymbolsDocumento2 pagineFunctional Buttons and Auto Power Off: International Electrical SymbolsVentas SA TabNessuna valutazione finora
- IELTS Writing - Bar ChartDocumento2 pagineIELTS Writing - Bar ChartTrí Võ PhạmNessuna valutazione finora
- Employee Departure Clearance FormDocumento1 paginaEmployee Departure Clearance FormJery TomNessuna valutazione finora
- Nob - Data Center - DammamDocumento1 paginaNob - Data Center - DammamImthiyazAliAhamedHNessuna valutazione finora
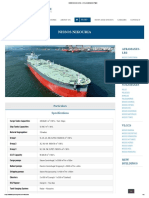
- NISSOS NIKOURIA - KYKLADES MARITIME - SpecsDocumento2 pagineNISSOS NIKOURIA - KYKLADES MARITIME - SpecsEkvazis TarsachNessuna valutazione finora
- DD FC Basix ConfDocumento18 pagineDD FC Basix ConfwstanzlNessuna valutazione finora
- Adxrs610 Yaw Rate GyroDocumento12 pagineAdxrs610 Yaw Rate GyroTarek Car MillaNessuna valutazione finora
- 1.1 Proj Cost Esitimating - OverviewDocumento42 pagine1.1 Proj Cost Esitimating - OverviewSam CherniakNessuna valutazione finora
- ReliabilityDocumento9 pagineReliabilityWahab HassanNessuna valutazione finora
- Digital Literacy: A Conceptual Framework For Survival Skills in The Digital EraDocumento14 pagineDigital Literacy: A Conceptual Framework For Survival Skills in The Digital EraSilvia CarvalhoNessuna valutazione finora
- Liquid Distribution and Falling Film Wetting in Dairy EvaporatorsDocumento227 pagineLiquid Distribution and Falling Film Wetting in Dairy Evaporatorsyadavmihir63Nessuna valutazione finora
- Longman General Practice Exercises 1-4 Merged and AnsweredDocumento64 pagineLongman General Practice Exercises 1-4 Merged and AnsweredHowaida El MadawyNessuna valutazione finora
- 7 Golden Rules of Mobile Testing TemplateDocumento36 pagine7 Golden Rules of Mobile Testing Templatestarvit2Nessuna valutazione finora
- UTDEC 2020: Sub: Skill Test/Typing Test For The Post of Personal AssistantDocumento2 pagineUTDEC 2020: Sub: Skill Test/Typing Test For The Post of Personal Assistantneekuj malikNessuna valutazione finora
- Comp Reflection Short 1Documento10 pagineComp Reflection Short 1api-295784162Nessuna valutazione finora
- Doris Graber, 1996, Say It With PicturesDocumento13 pagineDoris Graber, 1996, Say It With PicturesFlorinaCretuNessuna valutazione finora
- TMP 4341Documento2 pagineTMP 4341nithiananthiNessuna valutazione finora
- CBBEDocumento23 pagineCBBECharuJagwaniNessuna valutazione finora
- E03f PDFDocumento62 pagineE03f PDFYuniar SyahadhatinNessuna valutazione finora
- GSECL - Daily Progress Report 11.9.21Documento2 pagineGSECL - Daily Progress Report 11.9.21krishna mohanNessuna valutazione finora